Анализ детали на технологичность
< 14,2 < 20 Условие выполняется
Выбор метода получения заготовки, технико-экономическое обоснование
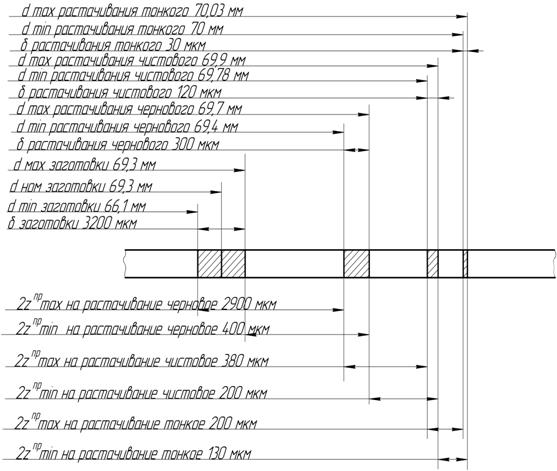
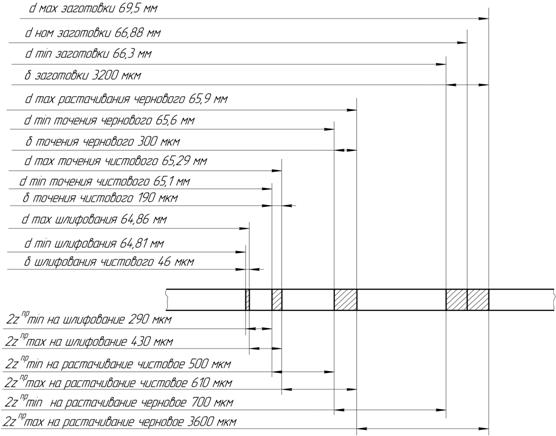
Расчёт припусков
Расчёт режимов резания для операции
Расчёт норм времени
Технико-экономическое сравнение двух вариантов технологического процесса
Разработка управляющей программы для станка с ЧПУ
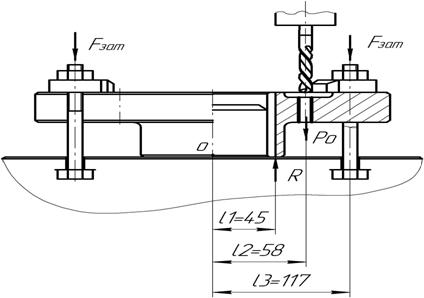
Расчёт на точность
Организация перемещения оборудования, заготовок и деталей, уборка стружки
Требования к помещению участка
Охрана окружающей среды
Экономический раздел
Расчет затрат на основные материалы
Расчет расходов, связанных с содержанием и эксплуатацией оборудования
Расчет цеховых расходов
Рентабельность инвестиций
Навигация
Требования к помещению участка
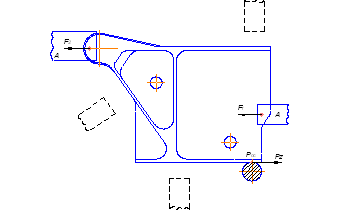
Разработка технологической схемы механической обработки детали "Обойма"
115122
знака
31
таблица
0
изображений
5.3 Требования к помещению участка
Участок имеет следующие оборудования: плоскошлифовальные станки, вертикально-фрезерные станки, токарно-винторезные, вертикально-сверлильные, многоцелевой станок – обрабатывающий центр. Суммарная энергоемкость участка 52 кВт. Технологическое оборудование размещено по ходу технологического процесса. Расстояние между единицами оборудования соответствуют требованиям, изложенным в ГОСТ 12.2061-81. Стены сделаны из кирпича, пол железобетонный. Высота помещения составляет 10,5 метров. Санитарно-бытовые помещения участка расположены вне опасных зон.
Производственное помещение соответствует требованиям строительных норм и правил СНиП 2.09.02-85 «Производственные здания». В нем должен поддерживаться проектный температурно-влажный режим. Не допускается образования конденсата на внутренней поверхности ограждений. Уборку помещений в зависимости от характера загрязнения производится влажным способом или пылесосом. Применение легковоспламеняющихся жидкостей для уборки и чистки помещений не допускается. Стены и потолки не облицовываются плиткой, покрываются масляной краской, допускающей вакуумную и влажную уборку.
Производственные помещения для хранения сырья и готовой продукции подвергаются периодической дезинсекции и дератизации.
В помещении нет вредных инфракрасных и ультрафиолетовых излучений.
5.4 Специальные требования безопасности к технологическому оборудованию
У станков с электромагнитными плитами есть блокирующие устройства, обеспечивающие автоматический отвод шлифовального круга от изделия и выключение перемещения стола в случае прекращения или падения ниже предельно-допустимого значения электрического напряжения.
На шлифовальном оборудовании предусмотрены:
- устройство, для защиты рабочего от аэрозолей, образующихся при использовании смазочно-охлаждающей жидкости;
- устройство, для защиты рабочего от абразивной, металлической и неметаллической пыли, частиц абразивного материала образующихся в процессе правки, шлифовальной заточки;
В вертикально-фрезерных и вертикально-сверлильных станках, высотой не более 2,5 метров, задний конец шпинделя вместе с выступающим концом винта для закрепления инструмента, а также выступающий из поддержки конец фрезерной оправки, ограждаются быстросъемными кожухами.
5.5 Специальные требования к станочным приспособлениям
Наружные элементы конструкций приспособлений не имеют острых углов, кромок и других поверхностей с неровностями, представляющими источник опасности. Элементы приспособления не препятствуют работе станка, не ограничивают доступ к органам управления, не создают опасность работы станочника. Масса приспособления кантуемого вручную не превышает 16 килограмм.
У приспособления с пневматическим зажимом, для исключения возможности зацепления рук, зазор между прижимом и заготовкой не превышает 5 миллиметров.
Конструкция приспособления обеспечивает свободный выход стружки, сток смазочно-охлаждающей жидкости.
Соединение с конической резьбой в пневмоприводах имеют эксплуатационный запас на затягивание не менее 1,5 витков.
Конструкция приспособления обеспечивает надежное крепление обрабатываемых заготовок из ферромагнитных материалов, при максимальном усилии резания.
5.6 Специальные требования при эксплуатации технологического оборудования
Всегда на рабочем месте у станка вывешивается хорошо читаемая выписка из инструкции по охране труда.
Органы ручного управления оборудованием выполняется и располагается так, чтобы пользоваться ими было удобно.
Запрещается:
- работа на неисправных станках и оборудовании, а также на станках с неисправными или незакрепленными ограждениями;
- выполнение ремонта оборудования и замена рабочих органов без отключения электропривода с видимым разрывом электрической цепи;
Металлические части оборудования, которые в результате неисправности могут оказаться под напряжением и к которым возможно прикосновение человека, заземлены.
Обрабатываемые детали и приспособления, особенно соприкасающиеся базовые и крепежные поверхности, перед установкой на станок чистят от стружки и масла для обеспечения правильности установки и прочности крепления.
Станки снабжены стружкосборниками с соответствующими ёмкостями, а также защитными устройствами, защищающими рабочих и людей находящихся вблизи станка от отлетающей стружки и смазочно-охлаждающей жидкости.
5.7 Пожарная безопасность
По пожаро- и взрывоопасности участок относится к категории Д, так как на этом участке производство связано с обработкой несгораемых материалов в холодном состоянии. На территории участка нет пожаро- и взрывоопасных зон. Стены возведены из кирпича, поэтому здание является огнестойким.
Основные причины возникновения пожара:
- неисправная электропроводка (КЗ в сети);
- неисправное электрооборудование;
- неосторожное обращение персонала с горячими веществами;
В случае возникновения пожара руководитель подразделения или предприятия обязан применять меры по локализации очага возгорания имеющимися средствами пожаротушения и организовать эвакуацию людей по заранее составленному плану.
Степень огнестойкости II.
Основными средствами пожаротушения в помещении участка являются пенные и порошковые огнетушители – 7 (ОХП-10); ящики с песком – 2 штуки; 4 пожарных крана, места, расположения которых указаны специальными знаками. Противопожарный водопровод объединен с производственными системами водоснабжения и имеет длину рукава 20 метров.
Каждые 6 месяцев проводиться проверка пожарных кранов.
Важную роль для быстрой локализации очага возгорания имеет применение противопожарной сигнализации. Основным элементом сигнализации является пожарный извещатель. По виду контролируемого параметра они делятся на дымовые, тепловые, цветовые и комбинированные. Кроме этого в цеху имеются ручные пожароизвещатели – 5 штук.
Маршрут эвакуации людей составлен таким образом, что является коротким для выхода из здания. Имеется два эвакуационных выхода расположенных рассредоточено, шириной 0,8 и 3 метра; открываются наружу, не имеющих порогов и сделаны с негорючего материала.
В каждом цехе должен быть специально оборудованный щит с противопожарным инвентарём.
Похожие работы
... 0,3 0,035 0,035 2 Анализ технологичности конструкции детали Анализ технологичности является одним из важных этапов в разработке технологического процесса, от которого зависят его основные технико-экономические показатели: металлоемкость, трудоемкость, себестоимость. Деталь – колесо – изготовлено из легированной стали 40Х и проходит термическую обработку , что имеет значение в отношении ...
... перемещения луча приведено на рис. 1.5. Наблюдаемые различия в структуре и твёрдости слоёв зоны в стали 35, обрабатываемой непрерывным излучением лазера на СО2, объясняют различными условиями их нагрева и охлаждения. 1.6. Упрочнение кулачка главного вала В течение последних трёх – пяти лет появились мощные газовые лазеры, обеспечивающие в режиме непрерывной генерации мощность порядка ...
... и международным правилам, совершенствование техники, технологии и информационных систем, внедрение высокопроизводительных многоцелевых станков с ЧПУ и прогрессивной технологической оснастки. Современная технологическая оснастка в виде станочных приспособлений для станков с ЧПУ значительно повышает производительность труда за счет уменьшения вспомогательного времени на установку и закрепления ...





... мин 7.5 Определение технических норм времени Расчет технических норм времени произведем только на ответственные операции. В результате проведенных исследований для синхронизации техпроцесса изготовления шестерни ведомой заднего моста было предложено применить сверло высокой стойкости и объединить операции притирки и контрольно-обкатную, что позволяет высвободить оборудование. На остальные ...
0 комментариев