Анализ детали на технологичность
< 14,2 < 20 Условие выполняется
Выбор метода получения заготовки, технико-экономическое обоснование
Расчёт припусков
Расчёт режимов резания для операции
Расчёт норм времени
Технико-экономическое сравнение двух вариантов технологического процесса
Разработка управляющей программы для станка с ЧПУ
Расчёт на точность
Организация перемещения оборудования, заготовок и деталей, уборка стружки
Требования к помещению участка
Охрана окружающей среды
Экономический раздел
Расчет затрат на основные материалы
Расчет расходов, связанных с содержанием и эксплуатацией оборудования
Расчет цеховых расходов
Рентабельность инвестиций
Навигация
Расчёт припусков
Разработка технологической схемы механической обработки детали "Обойма"
115122
знака
31
таблица
0
изображений
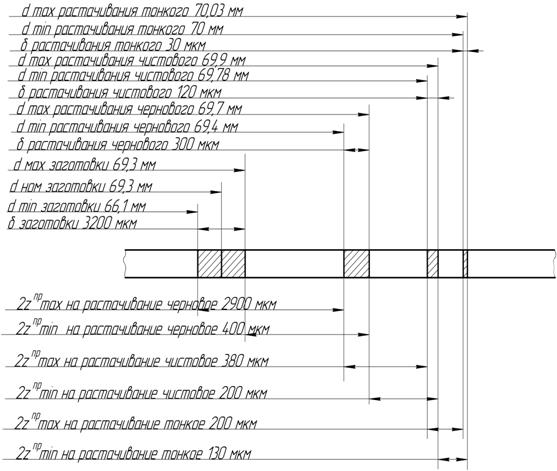
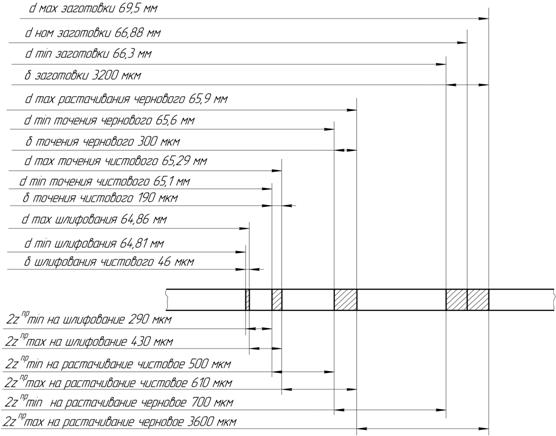
2.4.1 Расчёт припусков
Расчёт припусков выполняю по методике [51], с. 95…120 и [7], c. 38…52 для самой точной поверхности Ø70js5.
Таблица 17 – Расчёт припусков и предельных размеров по технологическим переходам обработки вала Ø 70js5 в детали.
| Технологический переход обработки | Элемент припуска, мкм | 2z min, мкм | Расч. раз-р dp, мм | Доп. р-р δ, мкм | Предел. размер, мм | Предел. припуск, мм | |||||
| Rz | Т | p | Е | d min | d max | 2z min | 2z max | ||||
| Штамповка Точение черновое Точение получист Точение чистовое Шлифов. черновое Шлифов. получист Шлифов. чистовое | 150 100 50 30 10 5 | 250 100 50 30 20 15 | 1166 70 58 47 23 6 | 120 100 90 80 80 60 | 2 ∙1572 2 ∙322 2 ∙207 2 ∙153 2 ∙113 2 ∙80 | 74,8875 71,7435 71,0995 70,6855 70,3795 70,1535 69,9935 | 1200 740 300 74 30 19 13 | 74,8875 71,7435 71,0995 70,6855 70,3795 70,1535 69,9935 | 76,0875 72,4835 71,3995 70,7595 70,4095 70,1725 70,0065 | 3,144 0,644 0,414 0,306 0,226 0,16 | 3,604 1,084 0,64 0,35 0,237 0,166 |
| 4,894 | 6,081 | |||||||||
Схема обработки: 16 − 14 − 12 − 9 − 8 − 6 − 5
Технологический маршрут обработки поверхности состоит из 6 операций чернового, получистового, чистового точения. И также чернового, получистового и чистового шлифования.
Значение Rz и Т характеризующие качество поверхности на первом технологическом переходе Rz1 = 150 мкм и Т1 = 200 мкм. Последующие значения будут равны:
Rz2 = 150 мкм; Т2 = 250 мкм
Rz3 = 100 мкм; Т3 = 100 мкм
Rz4 = 50 мкм; Т4 = 50 мкм
Rz5 = 30 мкм; Т5 = 30 мкм
Rz6 = 10 мкм; Т6 = 20 мкм
Rz7 = 5 мкм; Т7 = 15 мкм
Для штамповочных заготовок суммарное значение пространственных отклонений определяется по формуле:
P = √ Pсм² + Pэксц² (25)
где, Pсм − смещение по плоскости разъёма штампа.
Pэксц − отклонение от концентричности пробитого отверстия.
Pсм = 600 мкм [ГОСТ 7505-89 таблица 12]
Pэксц = 1000 мкм [ГОСТ 7505-89 таблица 9]
P = √ 600² + 1000² = 1166 мкм
Остаточные пространственные отклонения после чернового точения:
P2 = 0,06∙1166 = 70 мкм
P3 = 0,05∙1166 = 58 мкм
P4 = 0,04∙1166 = 47 мкм
P5 = 0,02∙1166 = 23 мкм
P6 = 0,005∙1166 = 6 мкм
Погрешность установки при черновом точении:
Е = √Ез² + Eб² (26)
где, Ез − погрешность закрепления.
Еб − погрешность базирования.
Еб = 0 [51], т. 4.33, с. 107
Ез = 120 мкм [51], т. 4.35, с. 111
Е = Ез = 120 мкм.
Остаточная погрешность установки заготовки:
Е2 = 100 мкм.
Е3 = 90 мкм.
Е4 = 80 мкм.
Е5 = 80 мкм.
Е6 = 60 мкм.
Минимальное значение межоперационных припусков:
2z min = 2(Rz i-1+ Tz i-1+ √P i-1² + Ei² ) (27)
2z2 min = 2(150+250+ √1166² + 120² ) = 2 ∙1572 мкм.
2z3 min = 2(100+100+ √70² + 100² ) = 2 ∙322 мкм.
2z4 min = 2(50+50+ √58² + 90² ) = 2 ∙207 мкм.
2z5 min = 2(30+30+ √47² + 80² ) = 2 ∙153 мкм.
2z6 min = 2(10+20+ √23² + 80² ) = 2 ∙113 мкм.
2z7 min = 2(5+15+ √6² + 60² ) = 2 ∙80 мкм.
Расчётный диаметр:
dp7 = 69,9935 мкм.
dp6 = 69,9935 + 2 ∙0,08 = 70,1535
dp5 = 70,1535 + 2 ∙0,113 = 70,3795
dp4 = 70,3795 + 2 ∙0,153 = 70,6855
dp3 = 70,6855 + 2 ∙0,207 = 71,0995
dp2 = 71,0995 + 2 ∙0,322 = 71,7435
dp1 = 71,7435 + 2 ·1,572 = 74,8875
Наибольший придельный диаметр:
D maxi = Dmini – δi (29)
D max1 = 74,8875 + 1,2 = 76,0875 мм
D max2 = 71,7435 + 0,74 = 72,4835 мм
D max3 = 71,0995 + 0,3 = 71,3995 мм
D max4 = 70,6855 + 0,074 = 75,75 мм
D max5 = 70,3795 + 0,03 = 70,4095 мм
D max6 = 70,1535 + 0,019 = 70,1725 мм
D max7 = 69,9935 + 0,013 = 70,0065 мм
Предельные значения припусков:
2z mini = Dmini - Dmini-1 (30)
2z min7 = 70,1535 - 69,9935 = 0,16 мм
2z min6 = 70,3795 - 70,1535 = 0,226 мм
2z min5 = 70,6855 - 70,3795 = 0,306 мм
2z min4 = 71,0995 - 70,6855 = 0,414 мм
2z min3 = 71,7435 - 71,0995 = 0,644 мм
2z min2 = 74,8875 - 71,7435 = 3,144 мм
2z maxi = Dmini − Dmах-1 (31)
2z max7 = 70,1725 − 70,0065 = 0,166 мм
2z max6 = 70,4095 − 70,1725 = 0,237 мм
2z max5 = 70,7595 − 70,4095 = 0,35 мм
2z max4 = 71,3995 − 70,7595 = 0,64 мм
2z max3 = 72,4835 − 71,3995 = 1,084 мм
2z max2 = 76,0875 − 72,4835 = 3,604 мм
Проверка:
2z max7 − 2z min7 = 3,604 - 3,144 = 0,006 мм.
δ5 − δ6 = 0,019 − 0,013 = 0,006 мм.
2z max6 − 2z min6 = 0,237 - 0,226 = 0,011 мм.
δ5 − δ6 = 0,030 − 0,019 = 0,011 мм.
2z max5 − 2z min5 = 0,35 − 0,306 = 0,044 мм.
δ4 − δ5 = 0,074 - 0,030 = 0,044 мм.
2z max4 − 2z min4 = 0,64 − 0,414 = 0,226 мм.
δ3 − δ4 = 0,30 - 0,074 = 0,226 мм.
2z max3 − 2z min3 = 1,084 − 0,644 = 0,44 мм.
δ2 − δ3 = 0,74 − 0,3 = 0,44 мм.
2z max2 − 2z min2 = 3,604 − 3,144 = 0,46 мм.
δ1 − δ2 = 1,2 − 0,74 = 0,46 мм.
На остальные обрабатываемые поверхности детали припуски и допуски назначаем по ГОСТ 7505-89.
Метод получения заготовки - штамповка.
Масса заготовки - 1,8 килограмма.
Масса детали - 1 килограмма.
Класс точности Т3, группа стали М2, степень сложности С2.
Конфигурация по поверхности разъёма штампа - симметрично изогнутая.
Исходный индекс - 11.
По ГОСТ 7505-89.
Таблица 18 − Припуски и допуски на обрабатываемые поверхности детали.
| № пов-ти | Размер, мм | Припуск, мм | Допуск, мм | |
| Табличный | Расчётный | |||
| 1 | 58 | 1,3 | +0,9-0,5 | |
| 2 | Ø110 | 2·1,3 | +1,1-0,5 | |
| 3 | 5 | 1,1 | +0,8-0,4 | |
| 4 | Ø70 | 2·1,3 | 2·2,7 | +0,9-0,5 |
| 5 | 72 | 1,3 | +0,9-0,5 | |
| 6 | Ø30 | 2·1,1 | +0,8-0,4 | |
| 7 | 72 | 1,3 | +0,9-0,5 | |
| 8,9,10,11 | Ø44 | 2·1,3 | +0,8-0,4 | |
| 25,27 | Ø90 | 2·1,3 | +0,9-0,5 | |
Таблица 19 − Межоперационные припуски на обрабатываемые поверхности детали.
| № операции | 015 | 025 | 035 | 045 | 050 | 055 | 060 | 070 | 075 | 095 | 105 | 115 | |
| Название операции | Токарная | Токарная с ЧПУ | Токарная с ЧПУ | Фрезерная с ЧПУ | Сверлильная | Сверлильная | Сверлильная | Внутри шлифовальная | Кругло шлифовальная | Кругло шлифовальная | Координатно- шлифовальная | Плоско шлифовальная | |
| № поверхности | |||||||||||||
| 1 | 58 | 0,8 | 0,5 | ||||||||||
| 2 | Ø110 | 2·1 | 2·0,3 | 0,2 | |||||||||
| 3 | 5 | 0,7 | 0,4 | 0,2 | 0,06 | ||||||||
| 4 | Ø70 | 2·1 | 2·0,3 | 0,2 | 2·0,1 | ||||||||
| 5,7 | 72 | 1 | 1,4 | ||||||||||
| 6 | Ø30 | 2·0,7 | 2·0,4 | ||||||||||
| 8,10 | 76 | 1,1 | 0,2 | ||||||||||
| 9,11 | 40 | 1,1 | |||||||||||
| 12-15 | Ø11 | 2·5,5 | |||||||||||
| 16-23 | Ø5 | 2·2,5 | |||||||||||
| 24,26 | 24х15º | 6 | |||||||||||
| 25,27 | 46 | 1,1 | 0,4 | ||||||||||
| 28-29 | Ø28 | 2·13 | 2·0,1 | ||||||||||
| 30-33 | Ø5 | 2·2,5 | |||||||||||
| 34-35 | 8x45º | 8 | |||||||||||
| 36-47 | M5 | 2·0,4 | 2·0,4 | ||||||||||
| 48 | 2x45º | 2·2 | |||||||||||
2.4.2 Расчёт режимов резания
2.4.2.1 Расчёт режимов резания для операции
045 Фрезерная с ЧПУ
Расчёт ведём по методике [20].
Деталь-Фланец
Материал − Сталь 40Х.
Точность обработки −IT14/2
Шероховатость − Ra 3,2.
Заготовка:
Метод получения − штамповка.
Масса − 1,8 кг
Состояние поверхности -без корки.
Припуск на обработку −Пmin=1,1 мм; Пmax=16 мм.
Станок: Модель станка − 6Р13РФ3.
Приспособление − специальное приспособление ТУ 7236-4019
Расчёт производим по методике описанной в [61], с. 153…260.
Переход 1
Инструмент: Длиннокромочная фреза, оснащенная пластинами из твердого сплава.
Диаметр 40 мм; число зубьев: 24.
Выбор стадий обработки:
Выбираем составляющие показателя количества стадий обработки для поверхностей 8,10 в зависимости от :
твердости обрабатываемого материала Кbm = 0,8;
числа зубьев фрезы Кbz = 1,1;
отношения вылета фрезы к диаметру Кbl = 1,0;
отношения ширины фрезерования к диаметру фрезы Кbb =2,0;
Для поверхностей 9,11,25,27:
Кbm = 0,8;
Кbz = 1,1;
Кbl = 1,0;
Кbb = 0,7;
для поверхностей 8,10,25,27: Кco =1,1·0,8·1,1·1,0·2,0 = 1,9;
для поверхностей 9,11: Кco = 16·0,8·1,1·1·0,7=9,8;
Полученные значения показателя количества стадии обработки являются критерием выбора необходимого количества стадий обработки:
Для поверхностей 8,10
Пмах/D = 1,1/40 = 0,02 < 1,9
Для поверхностей 9,11,25,27
Пмах/D = 16/40 = 0,4 < 9,8
Следовательно, в обоих случаях требуется одна стадия обработки - черновая.
Выбор глубины резания
Учитывая специфику режущего инструмента, принимаем глубину резания равную максимальному припуску. t=16 мм, требуемое число рабочих ходов - 1.
Выбор подачи
Sz= 0,06 мм/зуб
Корректируем подачу на зуб с учётом поправочных коэффициентов, зависящих от твёрдости обрабатываемого материала, материала режущей части фрезы, отношения фактического числа зубьев к нормативному, отношение вылетов фрезы к диаметру.
Кsм =1; Кsи =1,4; Кsz =0,7; Кsi =1;
Sz = 0,06·1·1,4·0,7·1 = 0,058
Подача допустимая по шероховатости обрабатываемой поверхности Sz = 0,12 мм/зуб.
Окончательно принимаем Sz= 0,06.
Выбор скорости, мощности резания
Скорость и мощность выбираем с учётом поправочных коэффициентов зависящих от: группы обрабатываемого материала, твёрдости обрабатываемого материала, материала режущей части фрезы, периода стойкости режущей части фрезы, отношения фактической ширины фрезерования к нормативной, состояния поверхности заготовки, наличия охлаждения.
Кvo = Кno = 0,8;
Кvm = Кnm = 1;
Кvи = Кnu = 2,8;
Кvt = Кnt = 0,7;
Кvb = Кnb = 1;
Кvn = Кnn = 1;
Кvж = Кnж = 1;
Vт = 28 м/мин.
Nт = 1,38 кВт.
V = Vт·Kv (32)
V= 28·0,8·1·2,8·0,7·1·1·1 = 43,9 м/мин.
N = Nт·Kn (33)
N = 1,38·0,8·1·2,8·0,7·1·1·1 = 2,2 кВт.
Частота вращения шпинделя.
n = 1000·V/π·D (34)
n = 1000 ·43,9/3,14·40 = 349,3 мин-1
Принимаем n=315 мин-1
VФ = π·D·n/1000 (35)
VФ = 3,14·40·315/1000 = 39,5 м/мин.
Переход 2
Пmax = 8,2мм.
Инструмент: Фасонная фреза для снятия фасок; d = 32,5мм; я = 3.
Выбор стадий обработки:
Кbm = 0,8;
Кbz = 1,1;
Кbl = 1,0;
Кbb = 1;
Кco = 8,2·0,8·1,1·1,0·1,0 = 7,2
Пmax/D = 8,2/32,5 = 0,25 < 7,2
Следовательно, требуется одна стадия обработки.
Выбор глубины резания
Пmax·B = 8,2·8,2 = 67,2 мм2;
Пmax/Пmin = 8,2/8,2 =1 > 0,5-обработка за один проход, глубина резания t = 8,2 мм.
Выбор подачи
Sz = 0,07 мм/зуб;
Кsм =1; Кsи =1,4; Кsz =0,7; Кsi =1;
Sz = 0,07·1,4·0,7·1 = 0,06 мм/зуб;
Допустимая подача по шероховатости Sz = 0,12 мм/зуб.
Окончательно принимаем Sz = 0,06 мм/зуб.
Выбор скорости и мощности резания
Кvo = Кno = 0,8;
Кvm = Кnm = 1;
Кvи = Кnu = 2,8;
Кvt = Кnt = 0,7;
Кvb = Кnb = 1;
Кvn = Кnn = 1;
Кvж = Кnж = 1;
Vт = 34 м/мин; Nт = 1,2 кВт
V = Vт· Кv (36)
V= 34·0,8·1·2,8·0,7·1·1·1 =53,3 м/мин;
N = Nт·Кn (37)
N = 1,2·0,8·1·2,8·0,7·1·1·1 = 1,9 кВт;
Частота вращения шпинделя
n =1000·V/π·D (38)
n = 1000 ·53,3/3,14·32,5 = 522 мин-
Принимаем n=500 мин-1
VФ = π·D·n/1000 1 (39)
VФ = 3,14·32,5·500/1000 = 51 м/мин.
N = N·VФ/V (40)
N = 1,9·51/53,3 = 1,8 кВт
Переход 3
Пmax = 6 мм
Инструмент: бор-фреза с покрытием; d=16; z=8.
Выбор стадий обработки
Кbm = 0,8;
Кbz = 1,1;
Кbl = 1,0;
Кbb = 1;
Кco = 6·0,8·1,1·1,0·1,0 = 5,3
Пmax/D = 5,3/16 = 0,3 < 5,3
Следовательно, требуется одна стадия обработки
Выбор глубины резания
Пmax·B = 6·24 = 144 мм2
Пmin/Пmax = 6/6 = 1 > 0,5-обработка за один проход
Выбор подачи
Sz = 0,04 мм/зуб
Кsм =1; Кsи =1; Кsz =1,3; Кsi =1;
Sz = 0,07·1·1·1,3·1 = 0,05 мм/зуб;
Допустимая подача по шероховатости Sz = 0,12 мм/зуб.
Окончательно принимаем Sz = 0,05 мм/зуб
Выбор скорости и мощности резания
Кvo = Кno = 0,8;
Кvm = Кnm = 1;
Кvи = Кnu = 1;
Кvt = Кnt = 0,7;
Кvb = Кnb = 1;
Кvn = Кnn = 1;
Кvж = Кnж = 1;
Vт = 16 м/мин; Nт = 0,24 кВт
V = Vт· Кv (41)
V = 16·0,8·1·1·0,7·1·1·1 =8,9 м/мин;
N = Nт·Кn (42)
N = 0,24·0,8·1·1·0,7·1·1·1 = 0,13 кВт;
Частота вращения шпинделя.
n=1000·V/π·D (43)
n = 1000 ·8,9/3,14·16 = 177 мин-1
Принимаем n=160 мин-1
VФ = π·D·n/1000 (44)
VФ = 3,14·16·160/1000 = 8 м/мин.
N = N·VФ/V (45)
N = 0,13·8,7/8,9 = 0,12 кВт
Определение цикла автоматической работы станка по программе.
Таблица 20 − Время автоматической работы станка по программе.
| № позиции инструм | Участок траект | Длина перем L, мм | Част вращ n, мин-1 | Подача на зуб Sz мм/зуб | Число зубьев фрезы z | Минутная подача Smi, мм/мин | Основное время Tо, мин | Машино вспомогат время Тмв,мин | |||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | |||||||||
| Т1 | 0-1 | 159 | - | - | - | 2400 | - | 0,07 | |||||||||
| 1-2 | 115 | - | - | - | 2400 | - | 0,05 | ||||||||||
| 2-3 | 104 | 315 | 0,06 | 4 | 75,6 | 1,38 | - | ||||||||||
| 3-4 | 115 | - | - | - | 2400 | - | 0,05 | ||||||||||
| 4-5 | 116 | - | - | - | 2400 | - | 0,05 | ||||||||||
| 5-6 | 115 | - | - | - | 2400 | - | 0,05 | ||||||||||
| 6-7 | 104 | 315 | 0,06 | 4 | 75,6 | 1,38 | - | ||||||||||
| 7-8 | 115 | - | - | - | 2400 | - | 0,05 | ||||||||||
| 8-9 | 159 | - | - | - | 2400 | - | 0,07 | ||||||||||
| 0-1 | 173 | - | - | - | 2400 | - | 0,07 | ||||||||||
| 1-2 | 115 | - | - | - | 2400 | - | 0,05 | ||||||||||
| 2-3 | 134 | 315 | 0,06 | 4 | 75,6 | 1,8 | - | ||||||||||
| 3-4 | 115 | - | - | - | 2400 | - | 0,05 | ||||||||||
| 4-5 | 80 | - | - | - | 2400 | - | 0,03 | ||||||||||
| 5-6 | 115 | - | - | - | 2400 | - | 0,05 | ||||||||||
| 6-7 | 134 | 315 | 0,06 | 4 | 75,6 | 1,8 | - | ||||||||||
| 7-8 | 5 | - | - | - | 2400 | - | 0,01 | ||||||||||
| 8-9 | 5 | - | - | - | 2400 | - | 0,01 | ||||||||||
| 9-10 | 70 | - | - | - | 2400 | - | 0,03 | ||||||||||
| 10-11 | 5 | - | - | - | 2400 | - | 0,01 | ||||||||||
| Т1 | 11-12 | 90 | 315 | 0,06 | 4 | 75,6 | 1,19 | - |
| ||||||||
| 12-13 | 5 | - | - | - | 2400 | - | 0,01 |
| |||||||||
| 13-14 | 6 | - | - | - | 2400 | - | 0,01 |
| |||||||||
| 14-15 | 5 | - | - | - | 2400 | - | 0,01 |
| |||||||||
| 15-16 | 90 | 315 | 0,06 | 4 | 75,6 | 1,19 | - |
| |||||||||
| 16-17 | 115 | - | - | - | 2400 | - | 0,05 |
| |||||||||
| 17-18 | 246 | - | - | - | 2400 | - | 0,1 |
| |||||||||
| T2 | 0-1 | 173 | - | - | - | 2400 | - | 0,07 |
| ||||||||
| 1-2 | 61,5 | - | - | - | 2400 | - | 0,03 |
| |||||||||
| 2-3 | 108 | 500 | 0,06 | 3 | 90 | 1,2 | - |
| |||||||||
| 3-4 | 72 | - | - | - | 2400 | - | 0,03 |
| |||||||||
| 4-5 | 108 | 500 | 0,06 | 3 | 90 | 1,2 | - |
| |||||||||
| 5-6 | 61,5 | - | - | - | 2400 | - | 0,03 |
| |||||||||
| 6-7 | 242 | - | - | - | 2400 | - | 0,1 |
| |||||||||
| 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| |||||||||
| T3 | 0-1 | 164,5 | - | - | - | 2400 | - | 0,07 |
| ||||||||
| 1-2 | 78 | - | - | - | 2400 | - | 0,03 |
| |||||||||
| 2-3 | 72 | 160 | 0,05 | 8 | 64 | 1,13 | - |
| |||||||||
| 3-4 | 24 | - | - | - | 2400 | - | 0,01 |
| |||||||||
| 4-5 | 72 | 160 | 0,05 | 8 | 64 | 1,13 | - |
| |||||||||
| 5-6 | 78 | - | - | - | 2400 | - | 0,03 |
| |||||||||
| 6-7 | 164,5 | - | - | - | 2400 | - | 0,07 |
| |||||||||
| 13,4 | 2,54 |
| |||||||||||||||
Похожие работы
... 0,3 0,035 0,035 2 Анализ технологичности конструкции детали Анализ технологичности является одним из важных этапов в разработке технологического процесса, от которого зависят его основные технико-экономические показатели: металлоемкость, трудоемкость, себестоимость. Деталь – колесо – изготовлено из легированной стали 40Х и проходит термическую обработку , что имеет значение в отношении ...
... перемещения луча приведено на рис. 1.5. Наблюдаемые различия в структуре и твёрдости слоёв зоны в стали 35, обрабатываемой непрерывным излучением лазера на СО2, объясняют различными условиями их нагрева и охлаждения. 1.6. Упрочнение кулачка главного вала В течение последних трёх – пяти лет появились мощные газовые лазеры, обеспечивающие в режиме непрерывной генерации мощность порядка ...
... и международным правилам, совершенствование техники, технологии и информационных систем, внедрение высокопроизводительных многоцелевых станков с ЧПУ и прогрессивной технологической оснастки. Современная технологическая оснастка в виде станочных приспособлений для станков с ЧПУ значительно повышает производительность труда за счет уменьшения вспомогательного времени на установку и закрепления ...





... мин 7.5 Определение технических норм времени Расчет технических норм времени произведем только на ответственные операции. В результате проведенных исследований для синхронизации техпроцесса изготовления шестерни ведомой заднего моста было предложено применить сверло высокой стойкости и объединить операции притирки и контрольно-обкатную, что позволяет высвободить оборудование. На остальные ...
0 комментариев