Анализ детали на технологичность
< 14,2 < 20 Условие выполняется
Выбор метода получения заготовки, технико-экономическое обоснование
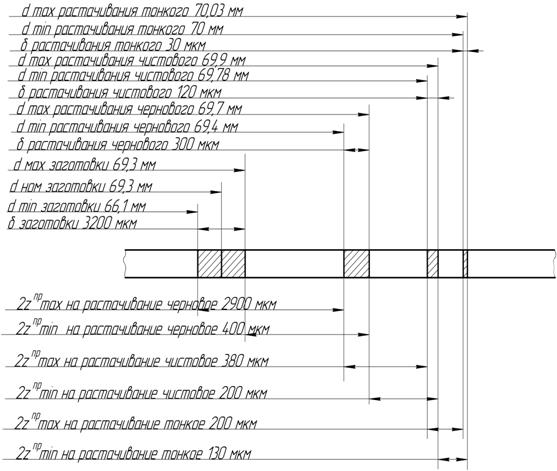
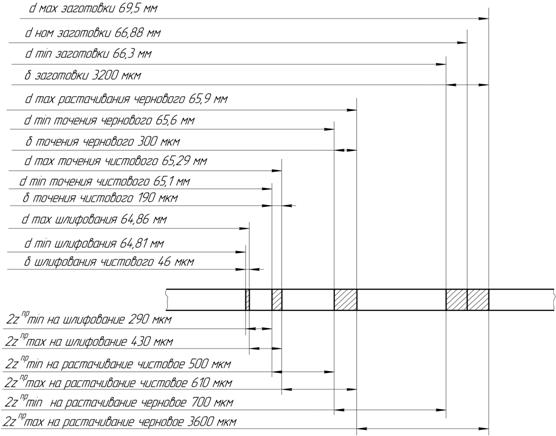
Расчёт припусков
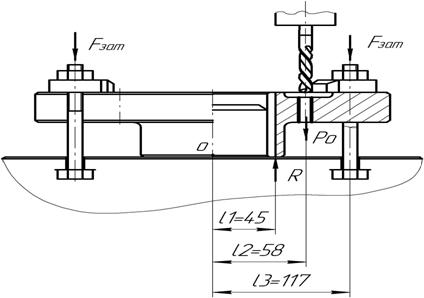
Расчёт режимов резания для операции
Расчёт норм времени
Технико-экономическое сравнение двух вариантов технологического процесса
Разработка управляющей программы для станка с ЧПУ
Расчёт на точность
Организация перемещения оборудования, заготовок и деталей, уборка стружки
Требования к помещению участка
Охрана окружающей среды
Экономический раздел
Расчет затрат на основные материалы
Расчет расходов, связанных с содержанием и эксплуатацией оборудования
Расчет цеховых расходов
Рентабельность инвестиций
Навигация
< 14,2 < 20 Условие выполняется
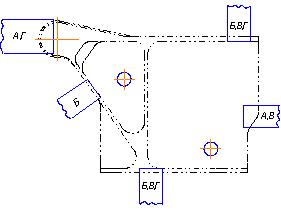
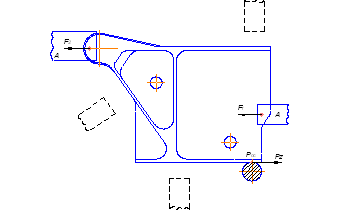
Разработка технологической схемы механической обработки детали "Обойма"
115122
знака
31
таблица
0
изображений
10 < 14,2 < 20 Условие выполняется.
Предельно допустимые параметры партии.
n1 = Fэм· nо·Rв / Кзо · ∑ Ti (15)
n2 = Fэм ·Rв / Кмо · ∑ Ti (16)
где, Fэм – эффективный месячный фонд времени участка в две смены, мин
nо – число операций механической обработки по технологическому процессу, шт
Rв – средний коэффициент выполнения норм по участку.
∑ Ti – суммарная трудоёмкость технологического процесса по участку.
Кмо – коэффициент учитывающий затраты межоперационного времени, ч.
Fэм = 10560·2 = 21120 мин.
nо = 8 шт.
Rв = 1,3
Кмо = 1,5
∑ Ti = 8,9+10,4+126+20,6+56+3,7+8,9+20,6=255,1
n1 = 21120·8·1,3/14,2·255,1 =60,6
n2 = 21120·1,3/1,5·255,1 =71,6
nmin= 61 шт. nmax = 72 шт.
Расчётная периодичность повторения партии деталей.
Ip = 22 · nmin/ Nм (17)
Ip = 22·61/208 = 6,5 дня.
Принимаем расчётную периодичность Iн = 7 дней.
n = Ip· Nм / 22 (18)
n = 7 ·208 / 22 = 66 шт.
nmin < n < nmax. Условие выполняется. 61 < 66 < 72 , следовательно размер партии определен, верно.
2.2 Анализ базового технологического процесса
Таблица 4 – Маршрут обработки поверхностей
| № операц. | Наименование операции | Обору дование | Переход | № обр. повер. |
| 1 | 2 | 3 | 4 | 5 |
| 005 | Заготовительная | Агрегат для газовой резки | 1-6 | |
| 010 | Вертикально- фрезерная | 6Р13 | Установ А. Переход 1. Фрезеровать поверхность, выдерживая размер 25-0,02 . Переход 2. Фрезеровать 2 поверхности, выдерживая размер 120±0,1 Переход 3. Фрезеровать 2 поверхности, выдерживая размер 255±0,1 . Установ Б. Переход 1. Фрезеровать поверхность, выдерживая размер 25-0,02 . | 5 2,3 1,4 6 |
| 015 | Плоскошлифовальная | 3Д722 | Установ А. Переход 1. Шлифовать поверхность, выдерживая размер 25-0,02 Установ Б. Переход 2. Шлифовать поверхность, выдерживая размер 25-0,02 Установ В. Переход 3. Шлифовать поверхность, выдерживая размер 120±0,1 Установ Г. Переход 4. Шлифовать поверхность, выдерживая размер 120±0,1 Установ Д. Переход 4. Шлифовать поверхность, выдерживая размер 255±0,1 Установ Е. Переход 5. Шлифовать поверхность, выдерживая размер 255±0,1 | 5 6 2 3 1 4 |
| 020 | Координатно-расточная с ЧПУ | 2Е450АФ-2 | Установ А. Переход 1. Центровать 23 отверстия Ø8 × 5мм Переход 2. Сверлить 4 отв. Ø9,6 Переход 3. Сверлить 4 отв. Ø13,6 Переход 4. Сверлить 5 отв. Ø21,5 Переход 5. Сверлить 4 отв. Ø6 | 7-18, 23-29 8,12, 24,28 9,11, 25,27 14-18 |
| 025 | Вертикально-фрезерная | 6Р13 | Установ А. Переход 1. Фрезеровать окно размером 41×78 | 19,20,21,22 |
| 030 | Слесарная | 2Н135 | Установ А. Переход 1. Выпилить окно размером 42,5× 79,5 Установ Б. Переход 2. Сверлить 6 отв. Ø11 | 19,20,21,22 7,10, 13,23,26,29 |
| 035 | Термическая обработка | Закалочный агрегат | Калить деталь | Все поверхности |
| 040 | Плоскошлифовальная | 3Д722 | Установ А. Переход 1. Шлифовать поверхность, выдерживая размер 1 Установ Б. Переход 2. Шлифовать поверхность, выдерживая размер 1 Установ В. Переход 3. Шлифовать поверхность, выдерживая размер 8 Установ Г. Переход 4. Шлифовать поверхность, выдерживая размер 8 Установ Д. Переход 4. Шлифовать поверхность, выдерживая размер 2 Установ Е. Переход 5. Шлифовать поверхность, выдерживая размер 2 | 5 6 2 3 1 4 |
| 045 | Координатно-расточная | 2Е450АФ-2 | Установ А. Переход 1. Расточить 4 отв., выдерживая размер 14. Переход 3. Расточить 4 отв., выдерживая размер 13. Переход 4. Расточить 5 отв., выдерживая размер 16. | 8,12, 24,28 9,11, 25,27 14-18 |
| 050 | Координатно-шлифовальная | Установ А. Переход 1. Шлифовать окно, выдерживая размеры 6,12. | 19,20,21,22 | |
| 055 | Контрольная | Контроль всех размеров | Все поверхности | |
| 060 | Сборочная |
Таблица 5 – Техническая характеристика оборудования.
| Модель станка | Цена станка, руб. | Предельные размеры заготовок | Точность № квал-та | Шерох. | Категория ремонтной сложности | ||
| D (B) | L | H | |||||
| 2Е450АФ-2 | 75690000 | 1000 | 1500 | 600 | 12 | до Ra 6,3 | 32 |
| 6Р13 | 3520000 | 750 | 1100 | 300 | 9 | до Ra 3,2 | 20 |
| 2М135 | 2589554 | 600 | 1600 | ― | 10 | до Ra 3,2 | 18 |
| 3Д722 | 15240000 | 800 | 2200 | 900 | 7 | до Ra0,63 | 26 |
Таблица 6 – Установочно-зажимные приспособления.
| № операции | Приспособление | ||||
| Наименование | Сис-ма | Привод | Тех хар-ка | ГОСТ | |
| 1 | 2 | 3 | 4 | 5 | 6 |
| 010 025 | Тиски | УНП | Мех | 200х550х280 | 14904-80 |
| 015 040 | Магнитный стол | УБП | Электромагнитн. | 3200х1100 | ― |
| 020 045 | |||||
| 030 | Тиски | УНП | Мех | 200х550х280 | 14904-80 |
| 050 | |||||
Таблица 7 – Режущие инструменты
| № операции | Наименов-е инструм-та | Материал реж части | Техническая характеристика | Обознач-е ГОСТ | СОЖ |
| 1 | 2 | 3 | 4 | 5 | 6 |
| 010 | Фреза торцевая | Р6М5 | D=315, B=66, d=60 Z=30 | 947-80 Техничес кие требования по ГОСТ 24360-80 | |
| 015 | Шлифовальный круг 1 | 25АМ10СМ5К | D=100, H=50, d=42 | 2424-83 | |
| 020 | Сверло спиральное с цилиндрическим хвостовиком Сверло спиральное с цилиндрическим хвостовиком Сверло спиральное с цилиндрическим хвостовиком | Р6М5 Р6М5 Р6М5 | d=9,6,L=60,l=35 d=13,6,L=95,l=50 d=21,5,L=133,l=52 | 4010-77 10902-77 10903-77 | |
| 025 | Фреза концевая | Р6М5 | |||
| 030 | Сверло спиральное Напильник Натфиль | Р6М5 | d=11,L=90,l=45, | ||
| 040 | Шлифовальный круг 1 | 25АМ10СМ5К | D=100, H=50, d=42 | 2424-83 | |
| 045 | Резец расточной Резец расточной Резец расточной | Эльбор Эльбор Эльбор | d=6,L=30,А=55 d=10,L=30,А=55 d=15,L=30,А=55 | DIN 228/В | |
| 050 | Шлиф головка AW | 14А40С27К | D=6, H=35, d=10 | 2447-82 |
Таблица 8 – Вспомогательные инструменты.
| № опер ации | Наименование инструмента | Установка | Обозначение ГОСТ | ||||
| На станке | Режущий инструмент | ||||||
| Способ | Размеры ПЭ | Способ | Размеры ПЭ | ||||
| 010 | |||||||
| 015 040 | |||||||
| 020 | 26539-85 | ||||||
| 025 | |||||||
| 045 | |||||||
| 050 | |||||||
| 100 | Оправка коническая | По конич. поверхности шпинделя | Конус Морзе 3 | На оправку по конической поверхности | Конус Морзе 3 | 26539-85 | |
| 110 115 120 125 | Втулка коническая переходная | По конической поверхности шпинделя | 7:24 | По конической поверхности в переходную втулку | Конус Морзе 1;2 | 16211-70 | |
| 140 | Патрон цанговый | По конич. поверхности шпинделя | 7:24 | В патрон по цилинрическ. поверхности | Ø10 | 26539-85 | |
| 145 | Фланцы переходные | По конич. поверхности шпинделя | 7:24 | На вланцы по цилинрическ. поверхности | Ø80 | 2270-78 | |
| 150 | Револьверная головка | Принадлежность станка | По плоскости | 20х20 | |||
| 165 | Втулка коническая переходная | По конич. поверхности шпинделя | Конус 5 | По конической поверхности в переходную втулку | Конус Морзе 1;2 | 16211-70 | |
| 180 | Фланцы переходные | По конич. поверхности шпинделя | 7:24 | На вланцы по цилинрическ. поверхности | Ø80 | 2270-78 | |
| 190 | Патрон цанговый | По конич. поверхности шпинделя | 7:24 | В патрон по цилинрическ. поверхности | Ø10 | 26539-85 | |
| 200 | Фланцы переходные | По конич. поверхности шпинделя | 7:24 | На вланцы по цилинрическ. поверхности | Ø100 | 2270-78 | |
Таблица 9 – Средства измерения и технического контроля.
| № операции | Наименование инструмента | Диапазон измерения инструмента | Точность измерения инструмента | Допуск измеряемого размера | ГОСТ |
| 010 015 020 025 040 | Штангенциркуль ШЦ-2-125-0,05 Штангенциркуль ШЦ-2-125-0,05 | 0−300 0−125 | ±0,1 ±0,05 | ±0,1 ±0,1 | 166-89 166-80 |
| 030 045 | Штангенциркуль ШЦ-2-125-0,05 Контрольные плитки Штангенциркуль ШЦ-2-125-0,05 Калибр пробка | 0−125 1−50 0−125 Ø10 Ø14 Ø22 | ±0,05 ±0,01 ±0,01 Н7 | ±0,05 ±0,05 +0,015, +0,018, +0,021 +0,015, +0,018, +0,021 | 166-80 166-80 14810-69 |
| 050 | Контрольные плитки | 1-50 | ±0,01 | +0,030 +0,025 |
Похожие работы
... 0,3 0,035 0,035 2 Анализ технологичности конструкции детали Анализ технологичности является одним из важных этапов в разработке технологического процесса, от которого зависят его основные технико-экономические показатели: металлоемкость, трудоемкость, себестоимость. Деталь – колесо – изготовлено из легированной стали 40Х и проходит термическую обработку , что имеет значение в отношении ...
... перемещения луча приведено на рис. 1.5. Наблюдаемые различия в структуре и твёрдости слоёв зоны в стали 35, обрабатываемой непрерывным излучением лазера на СО2, объясняют различными условиями их нагрева и охлаждения. 1.6. Упрочнение кулачка главного вала В течение последних трёх – пяти лет появились мощные газовые лазеры, обеспечивающие в режиме непрерывной генерации мощность порядка ...
... и международным правилам, совершенствование техники, технологии и информационных систем, внедрение высокопроизводительных многоцелевых станков с ЧПУ и прогрессивной технологической оснастки. Современная технологическая оснастка в виде станочных приспособлений для станков с ЧПУ значительно повышает производительность труда за счет уменьшения вспомогательного времени на установку и закрепления ...





... мин 7.5 Определение технических норм времени Расчет технических норм времени произведем только на ответственные операции. В результате проведенных исследований для синхронизации техпроцесса изготовления шестерни ведомой заднего моста было предложено применить сверло высокой стойкости и объединить операции притирки и контрольно-обкатную, что позволяет высвободить оборудование. На остальные ...
0 комментариев