Анализ детали на технологичность
< 14,2 < 20 Условие выполняется
Выбор метода получения заготовки, технико-экономическое обоснование
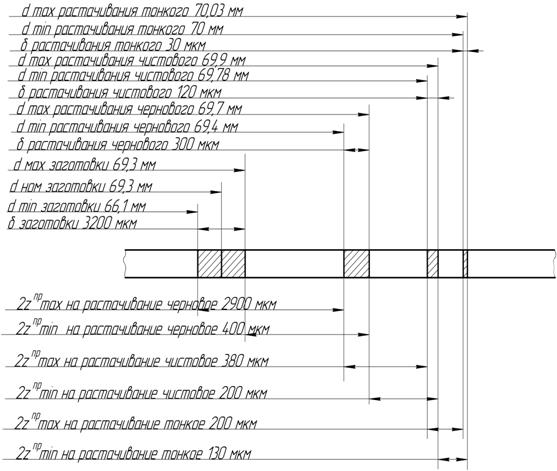
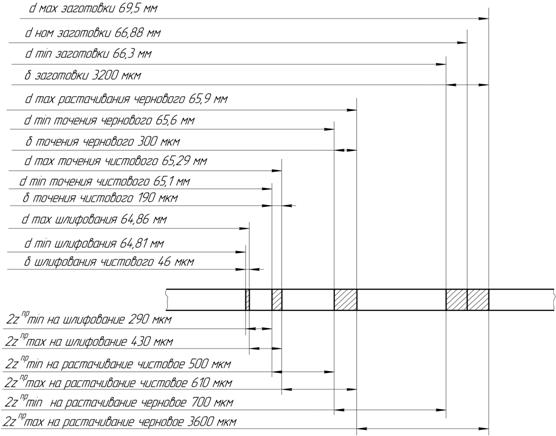
Расчёт припусков
Расчёт режимов резания для операции
Расчёт норм времени
Технико-экономическое сравнение двух вариантов технологического процесса
Разработка управляющей программы для станка с ЧПУ
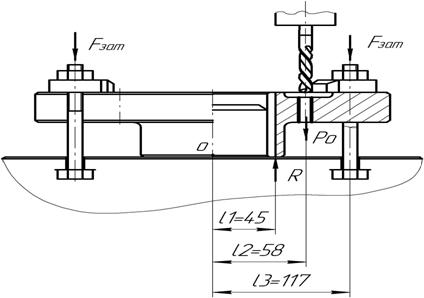
Расчёт на точность
Организация перемещения оборудования, заготовок и деталей, уборка стружки
Требования к помещению участка
Охрана окружающей среды
Экономический раздел
Расчет затрат на основные материалы
Расчет расходов, связанных с содержанием и эксплуатацией оборудования
Расчет цеховых расходов
Рентабельность инвестиций
Навигация
Расчёт норм времени
Разработка технологической схемы механической обработки детали "Обойма"
115122
знака
31
таблица
0
изображений
2.4.3 Расчёт норм времени
Расчёт норм времени выполняем по литературе [56].
Нормы времени определяются по формуле:
Нвр = Тшт + Тпз/n (48)
где, Тшт − штучное время, мин
Тпз − подготовительно заключительное время, мин
n − месячная программа выпуска., шт
Тшт = (Тца+Тв+Кtв)∙(1+атех+аорг+аотл/100) (49)
где, Тца − время автоматической работы станка по программе, мин
Тв − вспомогательное время, мин
Кtв − поправочный коэффициент.
атех,аорг,аотл − время на технические и организационные обслуживания рабочего места, на отдых и личные потребности.
Тв = Твуст+ Твоп+ Твизм (50)
где, Твуст − время на установку и снятие детали, мин
Твоп − вспомогательное время, связанное с переходом, мин
Твизм − вспомогательное время на измерение, мин
Твуст = 0,12+0,24 = 0,36 мин
Твоп = 0,04+0,18 = 0,22 мин
Твизм = 3·0,13+2·0,16+0,12+4·0,28 = 1,95 мин
Тв = 0,36 + 0,22 +1,95 = 2,53 мин
Тца = ∑Tо + ∑Тмв (51)
атех+аорг+аотл = 4%
Кtв = 0,87.
Тца = 13,4+2,54 = 15,95 мин
Тшт = (15,94+2,53+0,87)(1+4/100) = 18,9 мин
Организационная подготовка состоит из:
Время на получение чертежа, тех документа, программоносителя − 4 мин.
Время на получение режущего и вспомогательного инструмента, контрольно-измерительного устройства − 9 мин.
Время на ознакомление с рабочим чертежом, работой и тд. − 3 мин.
Время на инструкцию мастера − 2 мин.
Тпз1 = 4+9+2+2 = 17 мин.
Время на наладку станка, инструмента, приспособления состоит из:
Время на установку и снятие трёх кулачкового патрона − 3 мин.
Время на установку исходных данных, режимов станка − 0,25 мин.
Время на установку режущего инструмента − 4 мин.
Ввод программы в память СЧПУ − 1,4 мин.
Время на установку исходных координат − 3 мин.
Время на настройку устройства для подачи СОЖ − 0,35 мин.
Тпз2 = 18+0,25+2,4+1,2+2,5+0,3 = 24,65 мин.
Время на пробную обработку:
Тпр обр = tц+ tпр обр (52)
где, tпр обр − время на пробную обработку детали, мин
tц − время цикла обработки детали, мин
Тпр обр = 14,6 мин
tц = 18,9 мин
Тпр обр = 18,9+14,6 = 33,5 мин
Тпз = 17+24,65+33,5 = 75,15 мин
Нвр = 18,9+75,15/188 = 19,3 мин.
Расчёт нормы времени на круглошлифовальную операцию 095:
Твуст = 0,27 мин
Твоп = 0,65 мин
Твизм = 0,08 мин
Тв = 0,27+0,65+0,08 = 1 мин
Кtв = 1
атех+аорг+аотл = 4%
Тпз1 = 6 мин
Тпз2 = 15 мин
Тпз3 = 7+3 = 10 мин
Тпз = 6+15+10 = 31 мин
Тшт = (0,61+1+1)·()1+4/100) = 1,67 мин
Тшт.к. = 1,67+31/188 = 1,83 мин.
Таблица 22 − Сводная таблица норм времени на операциях
| Опер | Тв, мин | Tо, мин | а ОБ ,% | Тшт, мин | Тпз, мин | n, шт | Тш.к., мин | ||||
| Тв уст | Тв оп | Тв изм | Тпз1 | Тпз2 | Тпз3 | ||||||
| 015 | 0,35 | 0,15 | 0,17 | 0,635 | 8 | 1,29 | 3,5 | 14 | 7 | 188 | 1,42 |
| 025 | 0,17 | 0,18 | 0,68 | 0,82 | 7 | 1,84 | 17 | 11,5 | 7,24 | 188 | 2,03 |
| 035 | 0,17 | 0,18 | 0,68 | 1,66 | 7 | 2,74 | 17 | 11,5 | 8,19 | 188 | 2,93 |
| 045 | 0,36 | 0,22 | 1,95 | 15,94 | 8 | 18,9 | 17 | 24,65 | 33,5 | 188 | 19,3 |
| 050 | 0,13 | 0,72 | 3,92 | 4,58 | 7 | 9,42 | 24 | 18 | 25 | 188 | 9,78 |
| 055 | 0,18 | 0,2 | 0,18 | 0,56 | 7 | 1,13 | 13 | 9,7 | 9 | 188 | 1,3 |
| 060 | 0,13 | 0,72 | 7,03 | 1,76 | 7 | 9,3 | 24 | 18 | 25 | 188 | 9,65 |
| 070 | 0,35 | 1,2 | 0,22 | 0,26 | 8 | 1,87 | 6 | 12 | 10 | 188 | 2,01 |
| 075 | 0,27 | 0,65 | 0,08 | 0,8 | 8 | 1,87 | 6 | 15 | 10 | 188 | 2,15 |
| 095 | 0,27 | 0,65 | 0,08 | 0,61 | 8 | 1,67 | 6 | 15 | 10 | 188 | 1,83 |
| 105 | 0,5 | 0,17 | 0,32 | 1,03 | 8 | 1,96 | 9 | 8,5 | 10 | 188 | 2,22 |
| 115 | 0,36 | 1,2 | 0,32 | 2,42 | 8 | 4,2 | 6 | 8,5 | 10 | 188 | 4,4 |
Похожие работы
... 0,3 0,035 0,035 2 Анализ технологичности конструкции детали Анализ технологичности является одним из важных этапов в разработке технологического процесса, от которого зависят его основные технико-экономические показатели: металлоемкость, трудоемкость, себестоимость. Деталь – колесо – изготовлено из легированной стали 40Х и проходит термическую обработку , что имеет значение в отношении ...
... перемещения луча приведено на рис. 1.5. Наблюдаемые различия в структуре и твёрдости слоёв зоны в стали 35, обрабатываемой непрерывным излучением лазера на СО2, объясняют различными условиями их нагрева и охлаждения. 1.6. Упрочнение кулачка главного вала В течение последних трёх – пяти лет появились мощные газовые лазеры, обеспечивающие в режиме непрерывной генерации мощность порядка ...
... и международным правилам, совершенствование техники, технологии и информационных систем, внедрение высокопроизводительных многоцелевых станков с ЧПУ и прогрессивной технологической оснастки. Современная технологическая оснастка в виде станочных приспособлений для станков с ЧПУ значительно повышает производительность труда за счет уменьшения вспомогательного времени на установку и закрепления ...





... мин 7.5 Определение технических норм времени Расчет технических норм времени произведем только на ответственные операции. В результате проведенных исследований для синхронизации техпроцесса изготовления шестерни ведомой заднего моста было предложено применить сверло высокой стойкости и объединить операции притирки и контрольно-обкатную, что позволяет высвободить оборудование. На остальные ...
0 комментариев