Анализ детали на технологичность
< 14,2 < 20 Условие выполняется
Выбор метода получения заготовки, технико-экономическое обоснование
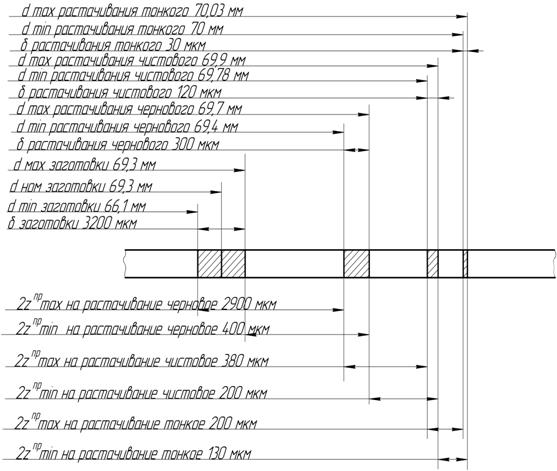
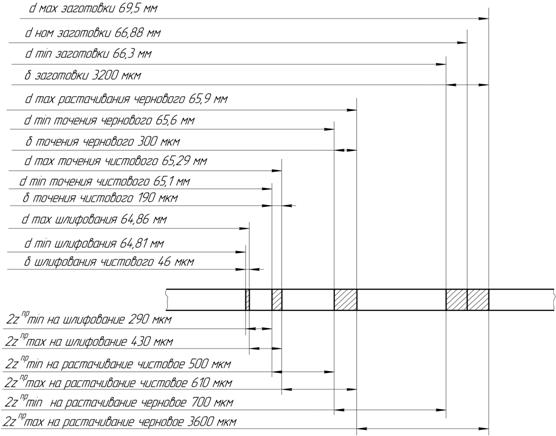
Расчёт припусков
Расчёт режимов резания для операции
Расчёт норм времени
Технико-экономическое сравнение двух вариантов технологического процесса
Разработка управляющей программы для станка с ЧПУ
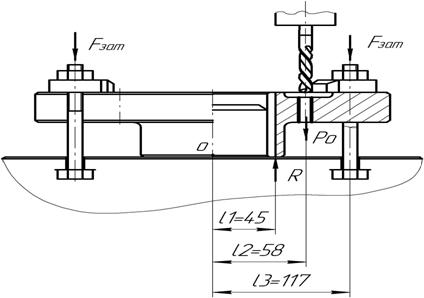
Расчёт на точность
Организация перемещения оборудования, заготовок и деталей, уборка стружки
Требования к помещению участка
Охрана окружающей среды
Экономический раздел
Расчет затрат на основные материалы
Расчет расходов, связанных с содержанием и эксплуатацией оборудования
Расчет цеховых расходов
Рентабельность инвестиций
Навигация
Технико-экономическое сравнение двух вариантов технологического процесса
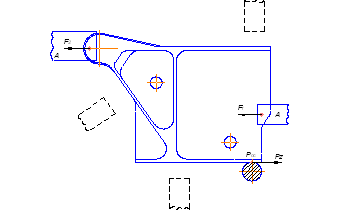
Разработка технологической схемы механической обработки детали "Обойма"
115122
знака
31
таблица
0
изображений
2.4.4 Технико-экономическое сравнение двух вариантов технологического процесса
На основе информации, предоставленной в базовом и предлагаемом вариантах технологических процессов, осуществляем их технико-экономическое сравнение, руководствуясь методикой, изложенной в пособии [51, с.95-120]
Механическая обработка детали типа «Фланец» переводится с горизонтально-фрезерного станка 6Р82 на фрезерный станок с ЧПУ 6Р13РФ3.
Годовой объём выпуска = 4500 штук
Размер партии запуска h'' = 188 деталей
Число запусков jp = 24
Штучное время обработки по базовому техпроцессу tшт1 = 48,8 мин
Штучное время обработки на станке с ЧПУ tшт2 = 13,4 мин
Наладка станка 6Р82 осуществляется станочником, а станка с ЧПУ - наладчиком.
Таблица 23 - Исходные данные для расчёта экономического эффекта.
| Исходные данные для расчёта экономического эффекта | Станок 6Р82 | Станок ИР500ПМФ4 | |
| 1 | 2 | 3 | 4 |
| По деталям представителям: | |||
| Годовой объём выпуска деталей | Nг, шт | 4500 | 4500 |
| Количество запусков | jp, шт | 24 | 24 |
| Продолжительность выпуска деталей | z1, лет | 5 | 5 |
| Штучное время обработки детали | tшт, мин | 48,8 | 13,4 |
| Время наладки станка | tн, мин | 80 | 45 |
| Разряд: контролёра станочника наладчика настройщика инструмента | 5 3 3 | 5 2 5 4 | |
| Количество кадров программы | шт | - | 42 |
| Стоимость заготовки | Sзаг, руб | 9638,4 | 984 |
| Среднее время настройки по прибору одного инструмента вне станка | tин, мин | - | 4 |
| Средний период стойкости инструмента | Т, мин | - | 60 |
| Среднее количество граней пластины | nгр, шт | - | 3 |
| Коэффициент удельного времени в штучном | Kt | - | 0,8 |
| Стоимость одного кадра УП | руб | - | 580 |
| Стоимость разработки УП | Куп, руб | - | 24360 |
| Среднечасовая заработная плата: станочника наладчика настройщика инструмента Контролёра | руб | - | 2496,6 3043,8 2701,8 2565 |
| По станкам: | |||
| Класс точности станка | Н | П | |
| Масса станка | т | 4,2 | 4,7 |
| Габариты станка (lxbxh) | м | 2,58х2,26х2,6 | 2,8х2,7х2,6 |
| Габариты устройства с ЧПУ | м | - | 1,2х1,2 |
| Тип устройства с ЧПУ | - | Ф3 | |
| Срок службы станка до капремонта | Трц, лет | 10 | 11,5 |
| Установленная мощность всех электродвигателей главного движения | P, кВт | 11 | 7,8 |
| Категория ремонтосложности станка: механической части электрической части | e.p.c. | 11 10 | 20 21 |
| Количество станков обслуживаемых одним рабочим | d, шт | 1 | 1,5 |
| Оптовая цена станка | Ц, руб | 4916340 | 5039983 |
| Коэффициент загрузки станка | nз | 0,85 | 0,9 |
| Срок службы станка до капремонта | Трц, лет | 10 | 15 |
| Установленная мощность всех электродвигателей главного движения | P, кВт | 10 | 20 |
| Категория ремонтосложности станка: механической части электрической части | e.p.c. | 11 10 | 15 28 |
| Количество станков обслуживаемых одним рабочим | d, шт | 1 | 1,5 |
| Оптовая цена станка | Ц, руб | 890556 | 4536884 |
| Коэффициент загрузки станка | nз | 0,85 | 0,9 |
| Площадь станка по габаритам | А, м² | 7,68 | 7,56 |
| Площадь устройства с ЧПУ | Ау, м² | 1,44 | |
| Норма амортизационных отчислений на полное восстановление станка | А | 0,053 | 0,085 |
| Затраты на одну единицу ремонтосложности станка: механической части электрической части | руб | 49055 42000 | 250000 486872 |
| Норматив годовых затрат на обследование ремонт ЧПУ | Q, руб | - | 1470600 |
| Коэффициент учитывающий дополнительную площадь станка | γ | 4,5 | 4 |
| Коэффициент учитывающий класс точности станка | Ц | 1 | 1,3 |
| Эффективный годовой фонд времени работы станка | об, ч | 4055 | 3935 |
| По производственным и другим площадям: | |||
| Стоимость 1м² площади механического цеха | Цпл.зд, руб | 239400 | 239400 |
| Стоимость 1м² площади занятого служебно-бытовыми помещениями | Цпл.зд, руб | 342000 | 342000 |
| Площадь служебно-бытовых помещений приходящихся на одного рабочего | Аб, м² | 7 | 7 |
| Затраты на содержание амортизационных расходов на 1м² цеха | Нпл, руб | 23940 | 23940 |
| Стоимость жилищных и культурно-бытовых строительств на одного рабочего | Цж, руб | 11286000 | 11286000 |
| Расчёт вспомогательных показателей: | |||
| Время обработки детали в течение года | Тштi, ч | 219600 | 60300 |
| Время наладки станка в течение года | Тн.ин, ч | 46 | 24,2 |
| Время контроля детали в течение года | Тк, ч | - | 26,3 |
| Количество станочников | Рcт, чел | 3,4 | 0,8 |
| Количество наладчиков станков | Рн, чел | 0,025 | 0,013 |
| Наладчиков инструмента вне станка | Рн, чел | - | 0,014 |
| Количество контролёров | Pк, чел | 0,283 | 0,057 |
| Дополнительное число рабочих по обслуживанию станков с ЧПУ | Рдоп, чел | - | 0,23 |
| Общее количество рабочих на годовую программу выпуска деталей Pст + Рн + Pнин + Рк + Рдоп | чел | 3,7 | 1,114 |
| Доля загрузки станка обработкой детали в объём годового выпуска | β | 0,96 | 0,46 |
| Расчёт капитальных вложений: | |||
| Балансовая стоимость оборудования | Кб, руб | 890556 | 6368723 |
| Стоимость помещения, занимаемого оборудованием | Квд, руб | 8909600 | 268251 |
| Стоимость служебно-бытовых помещений | Ксл, руб | 5010566 | 3176826 |
| Стоимость жилищного и культурно-бытового строительства | Кж, руб | 42002400 | 126466128 |
| Затраты на незавершённое производство | Кнез, руб | 2619699 | 499104 |
| Затраты на разработку УП | Кпу, руб | - | 29235 |
| Итого капитальных вложений: | К | 63458605 | 134976428 |
| Расчёт себестоимости обработки: | |||
| Зарплата станочника | Из, руб | 5632212 | 6542132 |
| Зарплата наладчика станка | Ин, руб | 4177829 | 19276385 |
| Зарплата настройщика инструмента вне станка | Иин, руб | 73660 | 124203 |
| Зарплата контролёра | Ик, руб | 269325 | 656640 |
| Затраты на подготовку и возобновление УП | Иуп, руб | 249529 | 270399 |
| Амортизационные отчисления на полное восстановление оборудования | Иа, руб | 249529 | 270399 |
| Затраты на содержание помещения занимаемого станком | Ипл, руб | 338211 | 545586 |
| Затраты на амортизацию и содержание служебно-бытовых помещений | Исл, руб | 200019 | 664335 |
| Затраты на ремонт и ТО оборудования | Ир, руб | - | 654644 |
| Затраты на ремонт и ТО УЧПУ | Ич, руб | - | 764565 |
| Итого себестоимость обработки | С, руб | 11190314 | 29769288 |
| Приведенные затраты | З, руб | 10069548 | 4565852 |
| Годовой экономический эффект | Эг, руб | 5503696 | |
| Количество высвобождаемых рабочих | Рв, чел | - | 2,284 |
Похожие работы
... 0,3 0,035 0,035 2 Анализ технологичности конструкции детали Анализ технологичности является одним из важных этапов в разработке технологического процесса, от которого зависят его основные технико-экономические показатели: металлоемкость, трудоемкость, себестоимость. Деталь – колесо – изготовлено из легированной стали 40Х и проходит термическую обработку , что имеет значение в отношении ...
... перемещения луча приведено на рис. 1.5. Наблюдаемые различия в структуре и твёрдости слоёв зоны в стали 35, обрабатываемой непрерывным излучением лазера на СО2, объясняют различными условиями их нагрева и охлаждения. 1.6. Упрочнение кулачка главного вала В течение последних трёх – пяти лет появились мощные газовые лазеры, обеспечивающие в режиме непрерывной генерации мощность порядка ...
... и международным правилам, совершенствование техники, технологии и информационных систем, внедрение высокопроизводительных многоцелевых станков с ЧПУ и прогрессивной технологической оснастки. Современная технологическая оснастка в виде станочных приспособлений для станков с ЧПУ значительно повышает производительность труда за счет уменьшения вспомогательного времени на установку и закрепления ...





... мин 7.5 Определение технических норм времени Расчет технических норм времени произведем только на ответственные операции. В результате проведенных исследований для синхронизации техпроцесса изготовления шестерни ведомой заднего моста было предложено применить сверло высокой стойкости и объединить операции притирки и контрольно-обкатную, что позволяет высвободить оборудование. На остальные ...
0 комментариев