Аналіз технологічності конструкції деталі
Технологічність установки
Економічне обґрунтування вибору методу одержання заготівлі
Вибір технологічних баз
Розрахунок припусків на обробку й проектування заготівлі
Технологія проведення операції хромування
Проектування технологічних операцій
Нормування технологічного процесу
Розрахунок і проектування верстатного пристосування
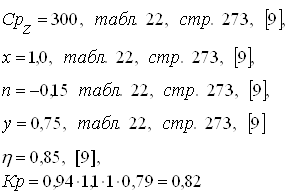
Розрахунок затискного механізму патрона
Опис конструкції й принципу роботи пристосування
Лінійна оптимізація режимів різання на токарській операції
Навигация
Лінійна оптимізація режимів різання на токарській операції
Виготовлення корпуса гідроциліндра Г 29-3
99414
знаков
18
таблиц
17
изображений
10. Лінійна оптимізація режимів різання на токарській операції
10.1 Вихідні дані
Перехід чистового гостріння отвору пов. Æ39,828+0,062 мм на токарно-гвинторізному верстаті 16Б16П різцем з кут у плані - ![]() = 600.
= 600.
оброблюваний матеріал - сталь 45Л ДЕРЖСТАНДАРТ 977-75;
межа міцності матеріалу інструмента![]() = 690 МПа;
= 690 МПа;
діаметр оброблюваної поверхні -. Æ39,828+0,062 мм;
різальний інструмент - Різець розточувальної із пластинами із твердого сплаву за ДСТ 18882-73, Т15К6;
головний кут у плані - ![]() = 600;
= 600;
6) глибина різання - t = 0,26мм;
7) устаткування - токарський - гвинторізний верстат 16Б16П:
7.1) потужність електродвигуна ![]() = 8 кВт;
= 8 кВт;
7.2) Подача мінімальна (хвилинна) ![]() = 2 мм/хв;
= 2 мм/хв;
Подача максимальна (хвилинна) ![]() = 1200 мм/хв;
= 1200 мм/хв;
7.3) Частота обертання мінімальна ![]() = 20 об./хв;
= 20 об./хв;
Частота обертання максимальна ![]() = 2000 об./хв.
= 2000 об./хв.
10.2 Розрахунок обмежень
10.2.1 Обмеження по кінематиці верстата
а) Розрахуємо обмеження, що встановлюють зв'язок між розрахунковою подачею й кінематичними, відповідно мінімальними й максимальними, можливостями верстата: ![]()
![]() >
> ![]() , мм/об.;
, мм/об.; ![]() ;
; ![]() ;
;
![]()
![]() , мм/об.;
, мм/об.; ![]() ;
; ![]() ;
;
![]() ;
; ![]()
![]() ;
; ![]()
 .
.
б) Розрахуємо обмеження, що встановлюють зв'язок між швидкістю різання й кінематичними, відповідно мінімальними й максимальними, можливостями верстата:
![]() ,
, ![]() ,
, ![]() ,
,
![]()
![]()
![]()
 .
.
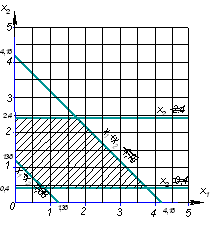
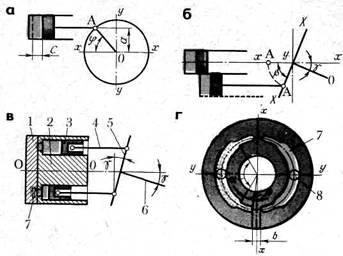
мал.10.1. Обмеження по кінематиці верстата
10.2.2 Обмеження по потужності привода головного руху:
![]() (10.1)
(10.1)
![]() (10.2)
(10.2)
![]()
![]()
![]()
Мал..10.2. Обмеження по потужності привода головного руху
10.2.3 Обмеження по температурі в зоні різання
 (10.3)
(10.3)
 ,
, 
Мал..10.3. Обмеження по температурі в зоні різання
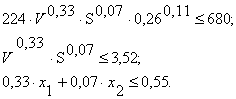
10.2.4 Обмеження по точності:
![]() , (10.4)
, (10.4)
де ? - допуск на діаметр, мм;
g - коефіцієнт, що враховує спосіб установки заготівлі, приймаємо g=3 (для установки заготівлі в патроні);
t - глибина різання;
D - діаметр оброблюваного отвору;
l - довжина заготівлі;
kу - коефіцієнт, що враховує вплив геометрії різального інструменту на тридцятилітній сили різання Ру. Коефіцієнт kу визначаємо по формулі:
kу= kуγ· kуφ· kуλ· kуr (10.5)
де kуγ - коефіцієнт, що враховує вплив на Ру переднього кута, приймаємо kуγ=1,35;
kуφ - коефіцієнт, що враховує вплив на Ру головного кута в плані, приймаємо kуφ =0,75;
kуλ - коефіцієнт, що враховує вплив на Ру кута нахилу ріжучої крайки, приймаємо kуλ=0,75;
kуr - коефіцієнт, що враховує вплив на Ру радіуса при вершині різця, приймаємо kуr=1.
Підставивши певні значення у формулу (10.5) і нерівність (10.4), одержимо:
kу=1,35·0,75?0,75?1=0,76;
![]()
![]()
![]()
![]()
![]()
![]()
логарифмуємо вираження:
0,6?lg (100S) - 0,3? lg V ? lg 11,76
Нехай lg (100S) =x1; lg V =x2, тоді
0,6· x1-0,3· x2≤ 1,069
2x1 - x2≤ 3,56
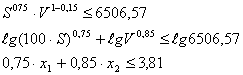
Мал.10.4. Обмеження по точності
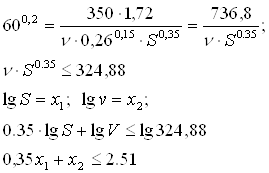
10.2.5 Обмеження по стійкості інструмента
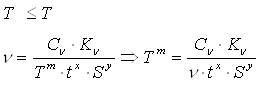 ,
,
де Сv=350, табл.17, стор.270 [12] ;
x=0.15, табл.17, стор.270 [12] ;
y=0.35, табл.17, стор.270 [12] ;
m=0.2, табл.17, стор.270 [12] ;
KV=1,72·1,0·1,0·1,0=1,72.
Мал..10.5. Обмеження по стійкості інструмента
10.2.6 Розрахунок цільової функції:
 (10.6)
(10.6)
![]()
![]()
![]()
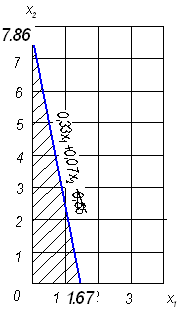
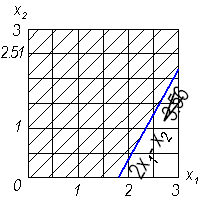
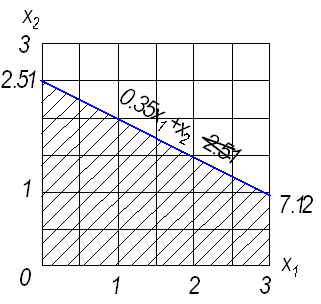
10.3 Рішення графічним методом
Система обмежень:
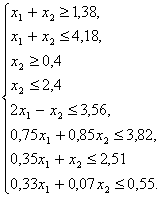 (10.7)
(10.7)
На графіку (див. аркуш графічної частини №) побудуємо систему обмежень і цільову функцію.
Знайдемо оптимальну крапку, тобто ту, у якій цільова функція Z буде максимальною. Розглянемо крапки фігури, найбільш вилучені від початку координат - крапки А, Б и В.
Визначимо їхньої координати:
т. А: ![]()
![]() , т. Б:
, т. Б: ![]()
![]()
т. В: ![]()
![]()
Знайдемо значення цільової функції в цих крапках:
![]()
![]()
![]()
ZБ®max Þ т. Б - оптимальна.
Розрахуємо швидкість різання й подачу, використовуючи отримані дані:
![]()
Звідси: ![]()
![]()
![]()
Висновок
При розробці дипломного проекту запропоновані наступні шляхи вдосконалювання технічного процесу:
розроблено новий технологічний процес виготовлення деталі в умовах середнє серійного виробництва;
розроблено заготівлю, отримана методом лиття в земляні форми;
визначено оптимальні режими проведення обробки на токарській операції;
спроектовано різець із механічним кріпленням ріжучої пластини, застосування якого дозволить скоротити час заміни ріжучої пластини й підвищити надійність кріплення ріжучої пластини;
спроектовано пристосування для контролю биття отвору;
спроектовано патрон токарський клинової з торцевим піджимом.
Зміни, внесені в технічний процес виготовлення деталі дозволили досягти основних цілей проекту, забезпечити заданий обсяг випуску деталей, знизити собівартість її виготовлення й підвищити якість виготовлення в порівнянні з базовим варіантом технологічного процесу.
Список джерел
1. Марки сталей і сплавів - Під ред. В.Г. Сорокіна – К., 2002
2. Методичні вказівки до виконання курсових проектів по дисципліні "Технологія галузі". Розмірний аналіз технологічних процесів виготовлення деталей машин. Сост. Михайлов А.В. – К., 2002.
3. Методичні вказівки до виконання курсових проектів по дисципліні "Технологія галузі". Сост. Михайлов А.В. – К., 1998
4. Михайлов А.В., Расторгуєв Д.А., Схиртладзе А.Г. Основи проектування технологічних процесів механоскладального виробництва. – К., 2004.
5. ДЕРЖСТАНДАРТ 26645-85. Виливка з металів і сплавів
6. Методичні вказівки: Економічне обґрунтування вибору заготівель при проектуванні заготівель. Сост. Боровков В.М. –К., 1999
7. Методичні вказівки: Вибір маршрутів обробки поверхонь деталей машин. Сост. Михайлов А.В., Пашко Н.М. –К., 2003г
8. Допуски й посадки ДЕРЖСТАНДАРТ25347-82, стр12-25.
9. Довідник технолога-машинобудівника. Т.2/ під ред.А.Г. Косиловой, Р.К. Мещерякова. – К., 2003.
10. Панов А.А. і ін. Обробка металів різанням: Довідник технолога. – К., 2005
Похожие работы
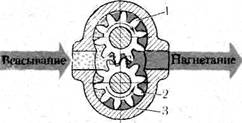
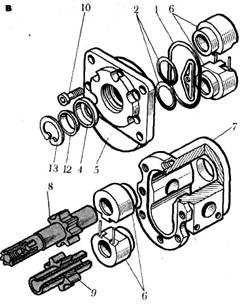
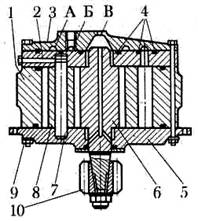
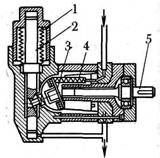
... поворотна пружина, 7, 8-ущільнення Рис. 4.2. Тверде (а...в) і шарнірне (м, д) кріплення корпуса гідроциліндра за корпус (а, г), задню (б, д) і передню (в) кришки Найбільш поширені в екскаваторах з гідроприводом гідроциліндри двосторонньої дії з однобічним штоком; гідроциліндри з двостороннім штоком (Рис. 4.1, в) застосовують в основному для приводу повороту робочого устаткування деяких нач ...
... ів визначається технічними вимогами, що пред'являються до процесу вимірювання температури.Термопара (термоелектричний перетворювач) складається з двох з'єднаних на одному з кінців провідників, виготовлених із металів, що володіють різними термоелектричними властивостями. Рис.13. Термопара(схеми) З'єднані кінці, які звуться робочим спаєм, опускають у вимірюване середовище, а вільні кінці ( ...



... ї машини й штовхача (у випадку застосування останнього) і скрепери із примусовим завантаженням скребковим елеватором, установленим на самому скрепері. У зв'язку із широким впровадженням гідравліки в будівельних і дорожніх машинах причіпні й самохідні скрепери випускають тільки з гідростатичним приводом робочих органів і механізмами примусового вивантаження ґрунту з ковша. Спосіб примусового ...
... - - 26 Компресорна 20 20 27 Насосна 20 30 28 Вентиляційна 30 35 29 Трансформаторна 20 20 30 ВГМ 28 28 Разом 2640,5 2893 Ділянка для діагностики та ремонту двигунів внутрішнього згоряння додатково має окремі ворота для заїзду автомобілів із зовні і оглядову канаву. Окремі ворота необхідні щоб діагностичні роботи не заважали процесу ремонта в загальній ...
0 комментариев