Аналіз технологічності конструкції деталі
Технологічність установки
Економічне обґрунтування вибору методу одержання заготівлі
Вибір технологічних баз
Розрахунок припусків на обробку й проектування заготівлі
Технологія проведення операції хромування
Проектування технологічних операцій
Нормування технологічного процесу
Розрахунок і проектування верстатного пристосування
Розрахунок затискного механізму патрона
Опис конструкції й принципу роботи пристосування
Лінійна оптимізація режимів різання на токарській операції
Навигация
Нормування технологічного процесу
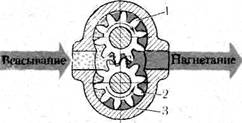
Виготовлення корпуса гідроциліндра Г 29-3
99414
знаков
18
таблиц
17
изображений
6.2 Нормування технологічного процесу
Технологічний процес виготовлення виробу повинен виконуватися з найбільш повним використанням технічних можливостей засобів виробництва при найменших витратах часу й найменшої собівартості виробів. Для того щоб оцінити витрати часу, необхідно вести нормування техпроцесу, тобто мати дані по нормах часу. Такими нормами можуть бути тільки технічно обґрунтовані норми часу - установлені для певних технічних-організаційно-технічних умов на виконання частини технологічного процесу, виходячи з повного й раціонального використання технічних можливостей засобів технологічного оснащення й з обліком передового виробничого досвіду.
При нормуванні ТП виготовлення деталі скористаємося аналітично-розрахунковим методом. Він передбачає визначення витрат часу на кожний елемент операції й на операцію в цілому по заздалегідь установленим, технічно обґрунтованим нормативам часу й оптимальних режимів роботи встаткування.
У серійному виробництві, коли обробка йде періодично повторюваними партіями, за норму часу приймають штучно-калькуляційний час:
![]() (6.17)
(6.17)
де тпз - підготовчо-заключний час, хв; n-обсяг партії запуску заготівель, n=15000/278=5 шт; тшт - штучний час, хв.
![]() (6.18)
(6.18)
де те - основний технологічний час, хв;
тв - допоміжний час, хв;
тоб - час обслуговування, хв;
тпер - час перерв у роботі, хв.
основний технологічний час - час, протягом якого відбувається безпосередній вплив інструмента на заготівлю й зміну її стану. при верстатній обробці те, визначаємо по формулі (6.1).
![]() (6.19)
(6.19)
де l - довжина оброблюваної ділянки, мм;
lвр - довжина ділянки інструмента, що врізається, мм;
lпер - довжина ділянки переперегони інструмента, мм.
Сума основного й допоміжного часу становить оперативний час:
![]() (6.20)
(6.20)
При розрахунку основного технологічного часу скористаємося даними, певними в п.6.1. (Те), допоміжне, час обслуговування, час перерв, підготовчо-заключний час призначаємо по [12]. Штучно-Калькуляційний час розраховуємо тільки на окремі операції.
З огляду на навчальний характер проектування Тшт-До визначимо використовуючи рекомендації [13] по формулі:
Тшт-До= φ ·То, хв (6.21)
де ? - поправочний коефіцієнт на тип виробництва, визначається по [13] стор.147.
Основний технологічний Той час був розрахований у п.6.1., зведемо результати розрахунків у табл.6.7.
Таблиця 6.7. Технічні норми часу
| № | Найменування операції | Основне час Те, хв | Значення коефіцієнта φ | Штучно-Калькуляційний час Тштк |
| 010 | ТОКАРСЬКА | 0,73 | 3,25 | 2,4 |
| 020 | ТОКАРСЬКА | 0,53 | 3,25 | 1,7 |
| 030 | ТОКАРСЬКА | 2,16 | 3,25 | 7,02 |
| 040 | ТОКАРСЬКА | 1,4 | 3,25 | 4,55 |
| 050 | СВЕРДЛИЛЬНА ЗІ ЧПУ | 0,706 | 2,72 | 1,92 |
| 090 | ШЛІФУВАЛЬНА | 3 | 2,10 | 6,3 |
| 100 | ШЛІФУВАЛЬНА | 2,5 | 2,10 | 5,25 |
| 120 | Хонинговальна | 1,5 | 2,10 | 3,15 |
| 130 | Хонинговальна | 1,2 | 2,10 | 2,52 |
Похожие работы
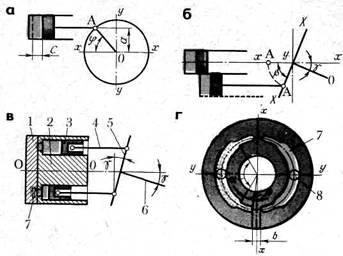
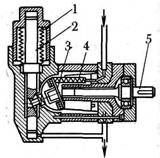
... поворотна пружина, 7, 8-ущільнення Рис. 4.2. Тверде (а...в) і шарнірне (м, д) кріплення корпуса гідроциліндра за корпус (а, г), задню (б, д) і передню (в) кришки Найбільш поширені в екскаваторах з гідроприводом гідроциліндри двосторонньої дії з однобічним штоком; гідроциліндри з двостороннім штоком (Рис. 4.1, в) застосовують в основному для приводу повороту робочого устаткування деяких нач ...
... ів визначається технічними вимогами, що пред'являються до процесу вимірювання температури.Термопара (термоелектричний перетворювач) складається з двох з'єднаних на одному з кінців провідників, виготовлених із металів, що володіють різними термоелектричними властивостями. Рис.13. Термопара(схеми) З'єднані кінці, які звуться робочим спаєм, опускають у вимірюване середовище, а вільні кінці ( ...



... ї машини й штовхача (у випадку застосування останнього) і скрепери із примусовим завантаженням скребковим елеватором, установленим на самому скрепері. У зв'язку із широким впровадженням гідравліки в будівельних і дорожніх машинах причіпні й самохідні скрепери випускають тільки з гідростатичним приводом робочих органів і механізмами примусового вивантаження ґрунту з ковша. Спосіб примусового ...
... - - 26 Компресорна 20 20 27 Насосна 20 30 28 Вентиляційна 30 35 29 Трансформаторна 20 20 30 ВГМ 28 28 Разом 2640,5 2893 Ділянка для діагностики та ремонту двигунів внутрішнього згоряння додатково має окремі ворота для заїзду автомобілів із зовні і оглядову канаву. Окремі ворота необхідні щоб діагностичні роботи не заважали процесу ремонта в загальній ...
0 комментариев