Аналіз технологічності конструкції деталі
Технологічність установки
Економічне обґрунтування вибору методу одержання заготівлі
Вибір технологічних баз
Розрахунок припусків на обробку й проектування заготівлі
Технологія проведення операції хромування
Проектування технологічних операцій
Нормування технологічного процесу
Розрахунок і проектування верстатного пристосування
Розрахунок затискного механізму патрона
Опис конструкції й принципу роботи пристосування
Лінійна оптимізація режимів різання на токарській операції
Навигация
Вибір технологічних баз
Виготовлення корпуса гідроциліндра Г 29-3
99414
знаков
18
таблиц
17
изображений
3.2 Вибір технологічних баз
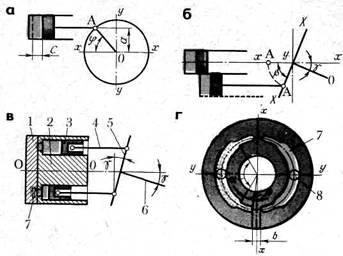
Теоретична схема базування представлена на плані виготовлення деталі і являє собою схему розташування на технологічних базах заготівлі "ідеальних" крапок, що символізують позиційні зв'язки заготівлі із прийнятою схемою координат верстатного пристосування.
При розробці схем базування враховуємо принцип сталості й сполучення баз, тобто для найбільшої точності виготовлення деталі, на всіх операціях обробки по можливості використовувати ту саму базу, як настановну, так і вимірювальну. Так само важливо враховувати правило шести крапок, при якому деталь базується на шести нерухливих крапках, які позбавляють її шести ступенів волі. Обробку деталі починаємо з поверхні, що служить настановною базою для подальших операцій. Для обробки цієї поверхні як настановна база доводиться приймати неопрацьовану поверхню. Після цього, коли оброблена настановна поверхня, обробляємо інші поверхні, дотримуючи при цьому певну послідовність, спочатку обробляємо поверхню, до точності якої пред'являються менші вимоги, а потім поверхні, які повинні бути більше точними.
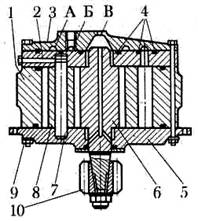
Індекс біля номера поверхні позначає номер операції, на якій вона отримана. Індекс 00 - ставиться до заготівельної операції, букви А, Б - указують, що поверхня оброблена на даній операції з установа А або Б. Арабські цифри 1,2,3 і т.д. позначають перехід на якому був отриманий даний розмір.
У зв'язку з тим, що корпус являє собою тіло обертання, те спочатку заготівля обробляється на верстатах токарської групи.
На 010 токарській операції в якості чорнових технологічних баз використовуємо технологічні бази зазначені на кресленні заготівлі (див. чорт) і є циліндрична поверхня 13 і торцева поверхня 1. Вісь матеріалізуємо внутрішніми циліндричними поверхнями.
На 020, 040 токарських операціях у якості подвійної опорної бази використовуємо вісь поверхні 12, як настановна база торець 4. Як опорна база приймаємо пов.12.
На 030 токарської операціях у якості подвійної опорної бази використовуємо вісь поверхні 13, як настановна база торець 1. Як опорна база приймаємо пов.13.
На 050 свердлильній операції в якості подвійної опорної бази використовуємо вісь поверхні 8, як настановна база торець 1. Як опорна база приймаємо пов.8.
На 090 і 100 шліфувальних операціях у якості подвійної опорної бази використовуємо вісь поверхонь 12 (операція 100),13 (операція 090); як настановна база торець 1 (операція 090), 4 (операція 100); як опорна база приймаємо пов.12,13 відповідно.
На 110 операції виробляється хромування внутрішніх поверхонь корпуса (пов.12, 13). Докладний опис обраного методу й технології хромування наведено в розділі 5 даного дипломного проекту.
На 120 і 130 хонинговальних операціях як настановна база використовуємо торець 1; як опорна база приймаємо пов.12, 13 відповідно.
Зведемо всі дані по технологічних базах і розмірам, одержуваним на операціях ТП у таблицю 3.2
Таблиця 3.2 Технологічні бази
| № операції | Назва | № опорних крапок | Характер появи | Реалізація | Операційні розміри | Єдність баз | ||
| Явна | Скрита | Природна | Штучна | |||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 010 | У К О | 1,2,3 4,5 6 | + + | - + | + + + | - | 2И20 Т20 П20 | + + |
| 020 | У К О | 1,2,3 4,5 6 | + + | - + | + + + | - | 2Б10 Т10 | + + + |
| 030 | У К О | 1,2,3 4,5 6 | + + | - + | + + + | - | 2И40, 2ИК40 Т40, П40, В40, Ю40 | + |
| 040 | У К О | 1,2,3 4,5 6 | + + | - + | + + + | - | 2Б30,2L30 Т30, П30, G30 Ч30 | + |
| 050 | У К О | 1,2,3 4,5 6 | + + | - + | + + + | - | 2Н50,2М50,2К50 W50, МХ50 | + |
| 090 | У К О | 1,2,3 4,5 6 | + + | - + | + + + | - | 2И90 | + |
| 100 | У К О | 1,2,3 4,5 6 | + + | - + | + + + | - | 2Б100 | + |
| 120 | У К О | 1,2,3 4,5 6 | + + | - + | + + + | - | 2И120 | + |
| 130 | У К О | 1,2,3 4,5 6 | + + | - + | + + + | - | 2Б130 | + |
3.3 Обґрунтування самоскидального операційних розмірів
Спосіб операційних розмірів вибираємо залежно від методу досягнення точності. Для виконання вище розглянутих операцій застосовуємо метод досягнення точності розмірів за допомогою настроєного встаткування. У цьому випадку має місце кілька варіантів операційних розмірів, одержання яких залежить від технологічних можливостей застосовуваного встаткування. Тому що при розробці технологічного процесу виготовлення деталі використовувалося стандартне й універсальне встаткування, то було б доцільно застосувати координатний спосіб операційних розмірів.
3.4 Призначення операційних технічних вимог
1. Заготівельна операція: всі вимоги, пропоновані до виливка по якості й точності призначаємо відповідно до рекомендацій ДЕРЖСТАНДАРТ 25545-85 (див. п.2.2).
2. Допуски на операційні розміри в осьовому напрямку розраховуємо по наступних формулах:
для операції 010 - токарської:
TAi = wicт+ с. м., (3.1)
де TAi - допуск на розмір А на i-тій операції;
wicт - статистична погрішність на i-тій операції;
с. м. - зсув форми й стрижня, що виникає на заготівельній операції;
для операції 020 - токарської;
для операції 030,040 - токарської:
TAi = wicт + Üi, (3.2)
де TAi - допуск на розмір А на i-ой операції;
wicт - статистична погрішність на i-тій операції;
Ü i- величина торцевого биття, обумовлена по .2 [4].
3. Допуски на діаметральні розміри призначаються, виходячи із квалітету точності, що забезпечує встаткування в радіальному напрямку. Його вибираємо по .1 [2], значення допусків беруться з [8].
4. Значення погрішностей форми на діаметральні розміри призначаємо, керуючись .2 [4]. Величина відхилення від співвісності визначається як половина погрішності радіального биття.
Шорсткість, одержувану при обробці поверхонь, призначаємо з урахуванням рекомендацій (1 [4]).
Похожие работы
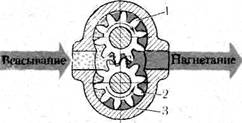
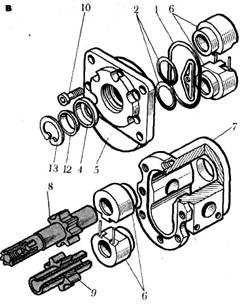
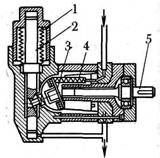
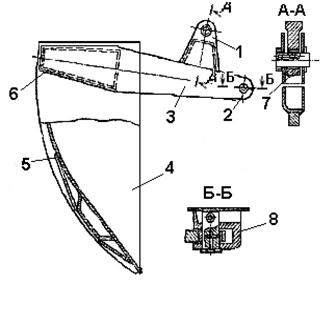
... поворотна пружина, 7, 8-ущільнення Рис. 4.2. Тверде (а...в) і шарнірне (м, д) кріплення корпуса гідроциліндра за корпус (а, г), задню (б, д) і передню (в) кришки Найбільш поширені в екскаваторах з гідроприводом гідроциліндри двосторонньої дії з однобічним штоком; гідроциліндри з двостороннім штоком (Рис. 4.1, в) застосовують в основному для приводу повороту робочого устаткування деяких нач ...
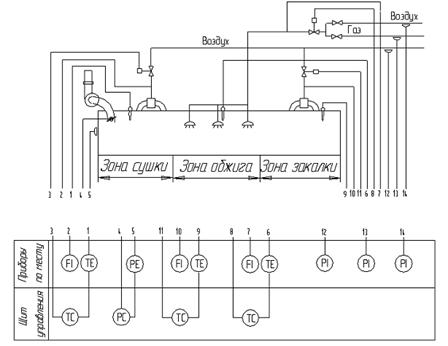
... ів визначається технічними вимогами, що пред'являються до процесу вимірювання температури.Термопара (термоелектричний перетворювач) складається з двох з'єднаних на одному з кінців провідників, виготовлених із металів, що володіють різними термоелектричними властивостями. Рис.13. Термопара(схеми) З'єднані кінці, які звуться робочим спаєм, опускають у вимірюване середовище, а вільні кінці ( ...



... ї машини й штовхача (у випадку застосування останнього) і скрепери із примусовим завантаженням скребковим елеватором, установленим на самому скрепері. У зв'язку із широким впровадженням гідравліки в будівельних і дорожніх машинах причіпні й самохідні скрепери випускають тільки з гідростатичним приводом робочих органів і механізмами примусового вивантаження ґрунту з ковша. Спосіб примусового ...
... - - 26 Компресорна 20 20 27 Насосна 20 30 28 Вентиляційна 30 35 29 Трансформаторна 20 20 30 ВГМ 28 28 Разом 2640,5 2893 Ділянка для діагностики та ремонту двигунів внутрішнього згоряння додатково має окремі ворота для заїзду автомобілів із зовні і оглядову канаву. Окремі ворота необхідні щоб діагностичні роботи не заважали процесу ремонта в загальній ...
0 комментариев