Аналіз технологічності конструкції деталі
Технологічність установки
Економічне обґрунтування вибору методу одержання заготівлі
Вибір технологічних баз
Розрахунок припусків на обробку й проектування заготівлі
Технологія проведення операції хромування
Проектування технологічних операцій
Нормування технологічного процесу
Розрахунок і проектування верстатного пристосування
Розрахунок затискного механізму патрона
Опис конструкції й принципу роботи пристосування
Лінійна оптимізація режимів різання на токарській операції
Навигация
Економічне обґрунтування вибору методу одержання заготівлі
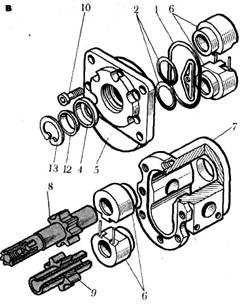
Виготовлення корпуса гідроциліндра Г 29-3
99414
знаков
18
таблиц
17
изображений
2.3.2 Економічне обґрунтування вибору методу одержання заготівлі
Оцінку ефективності різних варіантів одержання заготівель найчастіше проводять по двох показниках [6]:
а) коефіцієнту використання матеріалу заготівлі (див. формулу 2.2)
б) технологічної собівартості виготовлення деталі. Сюди включаються тільки ті статті витрат, величини яких змінюються при переході одного варіанта до іншого.
На стадії проектування технологічних процесів оптимальний варіант заготівлі, якщо відомі маси заготівлі й деталі, можна визначити шляхом порівняння технологічної собівартості виготовлення деталі, розрахованої по формулі:
Ст = Сзаг·Q + Сміх (Q-q) - Сотх (Q-q) (2.3)
де Сзаг - вартість одного кг. заготівлі, грн./кг;
Сміх - вартість механічної обробки, віднесена до одному кг. стружки, що зрізується, грн./кг;
Сотх - ціна 1 кг. відходів, грн./кг, Сотх = 0,0144 грн./кг;
Сміх = Сс + Ен·Ск (2.4)
де Сс - поточні витрати на 1 кг. стружки, грн./кг;
Ск - капітальні витрати на 1 кг. стружки, грн./кг;
По табл.3.2 [3] для автомобільного й сільськогосподарського машинобудування Сс = 0,188 грн./кг, Ск = 0,566 грн./кг.
Ен - нормативний коефіцієнт ефективності капітальних вкладень, Ен = 0,15.
Сміх = 0,188 + 0,15·0,566 = 0,273 грн./кг.
Це значення приймаємо для лиття в земляні форми.
Вартість заготівлі, отриманої такими методом, як лиття в земляні форми, з достатньої для стадії проектування точністю можна визначити по формулі:
Сзаг = Стільник× kт × kc× kв× kм× kп, (2.5)
де Стільник - базова вартість одного кг виливка, отриманої литтям, грн..:
для лиття в земляні форми Стільник = 0,29 грн.;
kт - коефіцієнт, що залежить від класу точності, для виливків із чорних металів другого класу точності:
для лиття в земляні форми kт = 1,03;
kc - коефіцієнт, що залежить від групи складності виливка, для 4групи складності:
для лиття в земляні форми kc =1,2;
kв - коефіцієнт, що залежить від марки матеріалу й маси виливка, для чавуну при масі виливка більше 3 кг відповідно:
для лиття в земляні форми kв =0,93;
kм - коефіцієнт, що залежить від марки матеріалу виливка, для чавуну:
для лиття в земляні форми kм = 1,21
kп - коефіцієнт, що залежить від марки матеріалу виливка й групи серійності:
для лиття в земляні форми kп = 0,77;
Підставимо певні значення у формулу (2.5):
Сзаг1 = 0,29×1,03×1,2×0,93×1,21×0,77= 0,31 грн..;
Підставимо отримані дані у формулу (2.3) і розрахуємо технологічну собівартість виготовлення деталі, для даного методу одержання заготівлі: для лиття в земляні форми:
Стд1 = 0,31×12,8+ 0,273 × (12,8-9,8) - 0,0144× (12,8-9,8) = 4,744 грн..;
Собівартість заготівлі визначимо, як суму собівартості її частин:
Труба (поз.2) - прокат
Сзаг=Спр* kт (2.6)
де kт - коефіцієнт, що враховує форму металопрокату
Спр - вартість металу, Спр=3,7 грн./кг [6]
Підставимо отримані дані у формулу (2.6), одержимо:
Сзаг=3.7* 1.06=3.922 грн./кг;
Для литих фланців (поз.1,2) технологічна собівартість розраховується по формулі (2.3), використовуючи рекомендації [6], аналогічно технологічної собівартості вище описаному методу лиття.
Сзаг1=0,29*1,03*1,21*1,2*0,93*0,77=0,31 грн..
Сзаг3=0,29*1,03*1,21*0,83*0,93*0,77=0,21 грн..
Звідси: СзагО=3,922+0,31+0,21=4,447 грн..
Підставимо отримані дані у формулу (2.3) і розрахуємо технологічну собівартість виготовлення деталі, для даного методу одержання заготівлі:
Стд1 =4,447×12,8+ 0,273 × (12,8-9,8) - 0,0144× (12,8-9,8) = 58 грн.
Вивід: за результатами проведення порівняльного аналізу технологічної собівартості двох методів одержання заготівлі можна укласти, що економічно доцільніше використовувати при одержанні заготівлі деталі метод лиття в земляні форми, повна собівартість одержання заготівлі цим методом істотно нижче чим одержання заготівлі у вигляді звареної конструкції.
Економічний ефект при виготовленні деталі із заготівлі отриманої литтям у земляні форми для річної програми випуску-15000 шт. складе:
Е= (Стд2 - Стд1) ·N= (58-4,744) ·15000=798840 грн..
3. Технологічний маршрут і план виготовлення деталі
3.1 Обґрунтування технологічного маршруту виготовлення деталі
План виготовлення деталі.
Завдання роздягнуло - розробити оптимальний технологічний маршрут, тобто таку послідовність операцій, що забезпечить одержання із заготівлі готової деталі з найменшими витратами, при цьому необхідно розробити таку схему базування заготівлі на кожній операції, що забезпечила б мінімальну погрішність обробки.
Тип виробництва - середнє серійне;
Спосіб одержання вихідної заготівлі - лиття в земляні форми;
Метод досягнення точності - по настроєному встаткуванню.
На малюнку 1.1 представлена схема кодування деталі, тобто зображений ескіз деталі із пронумерованими поверхнями й літерними позначеннями креслярських розмірів.
Технологічний маршрут, обраний у відповідності рекомендаціям [7] представлений у таблиці 3.1:
Таблиця 3.1 Технологічний маршрут виготовлення деталі
| № операції | Найменування операції | Устаткування (тип, модель) | Зміст операції | (IT) | Ra, мкм |
| 000 | Заготівельна | _______ | Лиття в земляні форми | 16 | 25 |
| 010 | Токарська | Токарно-гвинторізний верстат 1А616 | перехід 1: | 12 | 12,5 |
| перехід 2: підрізати торець 4,6,5; | |||||
| 020 | Токарська | Токарно-гвинторізний верстат 1А616 | перехід 1: | 12 | 12,5 |
| перехід 2: підрізати торці пов.1; | |||||
| 030 | Токарська | Токарно-гвинторізний верстат 16Б16П | перехід 1: точити циліндричну пов.12; фаску 2×30º. | 9 | 2,5 6,3 |
| перехід 2: підрізати торці 4,5,6 | |||||
| перехід 3: точити канавку пов.18, 19 | |||||
| 040 | Токарська | Токарно-гвинторізний верстат 16Б16П | перехід 1: точити циліндричну пов.13; фаски 2×45º. | 9 | 2,5 |
| перехід 2: підрізати торець 1 | |||||
| перехід 3: точити канавку пов. 20,21,22 | - | 2,5 | |||
| 050 | Свердлильна | Вертикально-свердлильний верстат зі ЧПУ 2Р135Ф2 | перехід 1: засвердлити | - | - |
| перехід 2: свердлити 3 отв. пов.10 | 12 | 12,5 | |||
| перехід 3: зенкеровать 3 отв.10 | 9 | 6,3 | |||
| перехід 4: розгорнути 3 отв.10 | 7 | 2,5 | |||
| перехід 5: свердлити 3 отв.11 | 12 | 12,5 | |||
| перехід 6: нарізати різьблення отв.11 | 7 ст. | 2,5 | |||
| 060 | Термічна (загартування, відпустка до твердості НВ 215±2) | ||||
| 070 | Очисна (очистити поверхня від окалини) | ||||
| 080 | Контрольна (контролювати твердість) | ||||
| 090 | Внутрішліфувальна | Внутрішліфувальний верстат 3К227Б | шліфувати пов.12 | 7 | 0,8 |
| 100 | Внутрішліфувальна | Внутрішліфувальний верстат 3К227Б | шліфувати пов.13 | 7 | 0,8 |
| 110 | Хромування | (покриття пов. Г, Д Хтв 70) | |||
| 120 | Хонинговання | Вертикально хонинговальний верстат 3К84 | хонинговать отв. (пов.12) у розмір до Ra 0.32 | сохр. | 0,32 |
| 130 | Хонингованн | Вертикально хонинговальний верстат 3К84 | хонинговать отв. (пов.12) у розмір до Ra 0.32 | сохр. | 0,32 |
| 140 | Мийна | ||||
| 150 | Контрольна | ||||
План виготовлення деталі.
План виготовлення - графічне зображення технологічного маршруту із вказівкою теоретичних схем базування й технічних вимог на операції.
План виготовлення складається із чотирьох граф:
Графа "Операція", що містить у собі назва й номер операції.
Графа “ Устаткування", що містить у собі встаткування, за допомогою якого виробляється обробка поверхонь на даній операції.
Графа "Теоретична схема базування", що містить у собі зображення деталі, схему базування (крапки закріплення), самоскидальний операційних розмірів, позначення оброблюваних поверхонь і вказівка шорсткості одержуваної на даній операції.
Графа “Технічні вимоги", що містить у собі допуски на операційні розміри й відхилення форми.
План виготовлення корпуса гідроциліндра представлений на аркуші графічної частини.
Похожие работы
... поворотна пружина, 7, 8-ущільнення Рис. 4.2. Тверде (а...в) і шарнірне (м, д) кріплення корпуса гідроциліндра за корпус (а, г), задню (б, д) і передню (в) кришки Найбільш поширені в екскаваторах з гідроприводом гідроциліндри двосторонньої дії з однобічним штоком; гідроциліндри з двостороннім штоком (Рис. 4.1, в) застосовують в основному для приводу повороту робочого устаткування деяких нач ...
... ів визначається технічними вимогами, що пред'являються до процесу вимірювання температури.Термопара (термоелектричний перетворювач) складається з двох з'єднаних на одному з кінців провідників, виготовлених із металів, що володіють різними термоелектричними властивостями. Рис.13. Термопара(схеми) З'єднані кінці, які звуться робочим спаєм, опускають у вимірюване середовище, а вільні кінці ( ...



... ї машини й штовхача (у випадку застосування останнього) і скрепери із примусовим завантаженням скребковим елеватором, установленим на самому скрепері. У зв'язку із широким впровадженням гідравліки в будівельних і дорожніх машинах причіпні й самохідні скрепери випускають тільки з гідростатичним приводом робочих органів і механізмами примусового вивантаження ґрунту з ковша. Спосіб примусового ...
... - - 26 Компресорна 20 20 27 Насосна 20 30 28 Вентиляційна 30 35 29 Трансформаторна 20 20 30 ВГМ 28 28 Разом 2640,5 2893 Ділянка для діагностики та ремонту двигунів внутрішнього згоряння додатково має окремі ворота для заїзду автомобілів із зовні і оглядову канаву. Окремі ворота необхідні щоб діагностичні роботи не заважали процесу ремонта в загальній ...
0 комментариев