ХАРАКТЕРИСТИКА ОАО « ХАРЬКОВСКИЙ ТРАКТОРНЫЙ
ФИНАНСОВЫЙ АНАЛИЗ ОАО «ХТЗ им. ОРДЖОНИКИДЗЕ»
АНАЛИЗ ФИНАНСОВОЙ УСТОЙЧИВОСТИ ПРЕДПРИЯТИЯ
ОЦЕНКА ПЛАТЕЖЕСПОСОБНОСТИ (ЛИКВИДНОСТИ) ПРЕДПРИЯТИЯ
АНАЛИЗ РЕНТАБЕЛЬНОСТИ
АНАЛИЗ БИЗНЕС - ПЛАНИРОВАНИЯ НА ПРЕДПРИЯТИИ
ЧТО ТАКОЕ БИЗНЕС – ПЛАН И ДЛЯ ЧЕГО ОН ПРЕДНАЗНАЧЕН
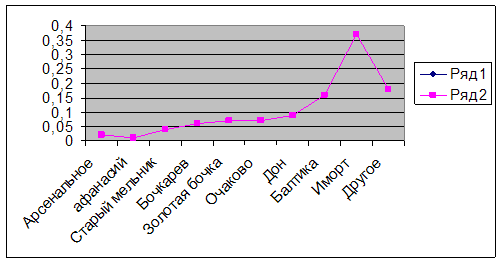
Т.с. в странах СНГ конкурентов нет
ВЫВОДЫ ИЗ АНАЛИЗА СУЩЕСТВУЮЩЕЙ МЕТОДИКИ СОСТАВЛЕНИЯ БИЗНЕС – ПЛАНА НА ОАО «ХТЗ»
ВЫБОР ОБЪЕКТА ПРОЕКТИРОВАНИЯ
ОПИСАНИЕ КОНСТРУКЦИИ И ПРИНЦИПА ДЕЙСТВИЯ СТАНОЧНОГО ПРИСПОСОБЛЕНИЯ
НОРМИРОВАНИЕ ТРУДА
РАСЧЕТНОРМЫ ВРЕМЕНИ НА ТОКАРНО – РЕВОЛЬВЕРНУЮ ОПЕРАЦИЮ
ОБОСНОВАНИЕ НОВОЙ ПРОГРАММЫ ВЫПУСКА ТРАКТОРОВ НА 2001 год
ОХРАНА ТРУДА
ТЕХНИКА БЕЗОПАСНОСТИ
ОБЩЕЕ ЗАКЛЮЧЕНИЕ О СОСТОЯНИИ ОХРАНЫ ТРУДА НА ПРЕДПРИЯТИИ
Навигация
ВЫБОР ОБЪЕКТА ПРОЕКТИРОВАНИЯ
Выбор стратегии деятельности предприятия
153442
знака
45
таблиц
0
изображений
4.2 ВЫБОР ОБЪЕКТА ПРОЕКТИРОВАНИЯ
В качестве объекта проектирования выбран технологический процесс изготовления детали – втулки, которая предназначена для шлицевого соединения деталей трактора. Втулка выпускается в количестве 1000 штук в год, соответственно, тип производства – серийный.
Материал детали – сталь 25 ХГТ; твердость НВ 156…229; заготовка – паковка. Масса заготовки – 2,52 кг. Масса детали – 1,1 кг; коэффициент использования материала равен 0,436.
Механическая обработка втулки в цехе производится с помощью токарных, протяжных, шлифовальных, хонинговальных и других операций. Для данной втулки предъявляются высокие требования к качеству поверхности. Заготовка имеет простую форму, ее размеры и конфигурация близки к параметрам готовой детали, следовательно, конструкция детали технологична.
Трудоемкость механической обработки детали составляет 15,887 минут.
4.3.АНАЛИЗ СУЩЕСТВУЮЩЕГО ЗАВОДСКОГО ВАРИАНТА ТЕХНОЛОГИЧЕСКОГО ИЗГОТОВЛЕНИЯ ДЕТАЛИ
На ХТЗ в качестве заготовки для изготовления втулки используют паковку, получаемую горячей штамповкой в закрытых штампах на кривошипном горячештамповочном прессе (КГШП).Поковка имеет форму цилиндра, в котором затем прошивают отверстие диаметром 49 мм. Сердцевина заготовки после прошивки идет в отходы.
Существующий заводской вариант техпроцесса механической обработки втулки представлен в таблице 4.1.
Таблица 4.1. – Технологический процесс изготовления втулки
| № опер. | Наименование операции | Оборудование, модель | Тшт, мин |
| 1 | 2 | 3 | 4 |
| 000 | Заготовительная | ||
| 005 | Токарно-револьверная | Ток.-револ. 1П365 | 3,825 |
| 010 | Токарная | Ток.м/резц. 1Н713 | 2,417 |
| 015 | Вертикально-протяжная | Верт.-прот. 7Б66Н054 | 0,819 |
| 020 | Токарная | Ток.м/резц. 1Н713 | 3,458 |
| 025 | Зачистка | Верстак | 0,241 |
| 030 | Технический контроль | Стол контрольный | |
| 035 | Техническая обработка(термообр) | ||
| 040 | Хонинговальная | Хонинг.3М82С153 | 0,919 |
| 045 | Круглошлифовальная | Торцекр.-шл.3Т153Е | 1,239 |
| 050 | Токарная | Ток.м/резц. 1Н713 | 2,77 |
| 055 | Промывка | М.моечная 399-1249 | 0,199 |
| 060 | Технический контроль | Стол контр. | |
| Итого | 15,887 |
В настоящем проекте предлагаются следующие мероприятия по усовершенствованию существующего на заводе технологического процесса:
а) применение в качестве заготовки толстостенной трубы, что позволит значительно снизить расход материала, а также уменьшить припуски на обработку.
4.4.ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ИЗГОТ ОВЛЕНИЯ ДЕТАЛИ «ВТУЛКА»
От степени совершенства способов получения исходной заготовки зависит расход материала, инструмента, количество операций обработки и их трудоемкость, себестоимость процесса изготовления детали в целом.
Необходимо стремится к тому, чтобы форма и размеры исходной заготовки были максимально близки к форме и размерам детали.
На Харьковском тракторном заводе в качестве исходной заготовки выбрана паковка, полученная горячей штамповкой в закрытых штампах и прошивкой. При этом большая часть заготовки 49 мм и длиной 76 мм идет в отходы. Ее масса равна 1,13 кг.
Себестоимость изготовления такой поковки равна:
Сз=а*т3*Кn (4.1)
где а – стоимость единицы массы металла заготовки в зависимости от его марки, геометрической сложности заготовки и способа получения, грн.;
m3 – масса металла, затрачиваемого на производство заготовки, т;
Кn– коэффициент, учитывающий тип и вид производства заготовки (для штамповки на прессе Кn=2,0);
С3=2720*(0,00252+0,00113)*2=19,85 грн.
В проекте, в отличие от принятой заводской технологии, предусмотрено получение исходной заготовки из толстостенной трубы.
Данное мероприятие обеспечит экономию материала, инструмента и времени на механическую обработку втулки.
Исходная труба имеет параметры: внешний диаметр – 84 ммвнутренний диаметр – 51мм, длина – 76 мм, масса – 2,10 кг. При этом себестоимость заготовки составит:
Сзн=2720* 0,0021* 2 =11,42(грн.)
Рассчитанный показатель свидетельствует о том, что себестоимость заготовки, полученной из трубы, ниже себестоимости исходной поковки. Следовательно, предложенный выбор варианта заготовки является экономически более целесообразным.
Коэффициент использования материала составит:
Ким=1,1/2,1 = 0,52
Полученное значение коэффициента подтверждает правильность выбора метода получения заготовки.
Уменьшение припусков на обработку позволит исключить операцию чернового зенкерования отверстия втулки и обеспечит снижение трудоемкости механической обработки на 0,8 мин.
4.4.РАСЧЕТ ПРИПУСКОВ НА МЕХАНИЧЕСКУЮ ОБРАБОТКУ
Припуск – это слой материала, удаляемый с поверхности заготовки для достижения заданных свойств обрабатываемой поверхности детали.
Припуск на обработку поверхностей детали может быть назначен по соответствующим справочным таблицам или на основе расчетно-аналитического метода определения припусков.
Расчетно-аналитический метод определения припусков на обработку базируется на анализе факторов, влияющих на припуски предшествующего и выполняемого переходов технологического процесса обработки.
Ниже приведен расчет припусков на обработку наружной поверхности втулки h6(-0,022)
Исходные данные для расчета припусков на механическую обработку:
а) наименование детали – втулка, заготовка – поковка;
б) материал – сталь 45ХГТ;
в) элементарная поверхность для расчета припусков – наружный диметр h6(-0,022);
г) на всех технологических переходах для фиксации заготовки используется оправка.
Минимальный припуск при обработке наружных поверхностей равен:
2Zimin = 2[(Rz+h)i-1+ √ (Δ²∑i-1 + ε²i)], (4.2)
где Rzi-1 – высота неровностей профиля шероховатости поверхности на предшествующем переходе;
hi-1 - глубина дефектного поверхностного слоя на предшествующем переходе;
- суммарное отклонение расположения поверхности на предшествующем переходе;
- погрешность установки заготовки на выполняемом переходе.
При шлифовании заготовки после термической обработке поверхностный слой должен быть сохранен, поэтому слагаемое h из формулы исключают.
При выглаживании припуск на обработке определяется высотой неровностей поверхности.
Небольшой предельный припуск для обработки наружных поверхностей равен:
2Zimax=Dmaxi-1 – Dmax (4.3)
2Zimin=Dmini-1-Dmini (4.4)
Значения составляющих єлементов минимального припуска Rz, h, приняты по справочным нормативным данным для расчета припусков [30,с.185-189].
Расчет припусков и промежуточных размеров по технологическим переходам при аналитическом методе расчета приведен в таб. 4.2.
Таблица 4.2 – Расчет припусков и предельных размеров по технологическим переходам.
| Элементарная поверхность детали и технологический маршрут ее обработки | Элементы припуска | Расчетный припуск 2Zimin, мкм | Расчетный мин.размер мм | Допуск на изготовление TD, мкм | Предельные размеры, мм | Предельные припуски, мкм | |||||
| Rz | h | Δ∑ | ε | Dmax | Dmin | 2Zmax | 2Zmin | ||||
| Поковка | 80 | 200 | 430 | - | - | 83,192 | 2900 | 89,9 | 87,0 | - | - |
| Точение черновое | 40 | 40 | 57,75 | 175 | 1488 | 81,704 | 350 | 82,5 | 82,15 | 7,4 | 4,85 |
| Точение получистовое | 20 | 20 | 4,08 | 120 | 426 | 81,278 | 220 | 81,7 | 81,48 | 0,8 | 0,67 |
| Шлифование | 0,63 | - | 8,1 | 110 | 300 | 80,978 | 22 | 81,0 | 80,978 | 0,7 | 0,502 |
| Выглаживание | 0,32 | - | - | - | - | 80,978 | 22 | 81,0 | 80,979 | 0 | 0 |
| Итого | 8,9 | 6,022 | |||||||||
Проверка расчета :
2Zomax-2Zomin=TDз-TDд
где 2Zomaxи 2Zomin– общие предельные припуски;
TDз – допуск на изготовление заготовки;
TDд – допуск на изготовление готовой детали.
8900-6022=2900-22
2878=2878
Расчетные минимальные припуски на обработку подтверждают правильность выбора параметров заготовки.
4.4.2.РАСЧЕТ РЕЖИМОВ РЕЗАНИЯ И ОСНОВНОГО ВРЕМЕНИ
Режим резания металлов определяется следующими основными параметрами: глубиной резания t, подачей S и скорость резания V. Исходными данными для выбора режима резания являются сведения об изготовляемой детали и ее заготовке, а также данные о применяемом оборудовании и инструменте.
Необходимо рассчитать режимы резания и основное время для зенкерования на токарно-револьверной операции 005, выполняемой на токарно-револьверноя станке 1П365.
Глубина резания при зенкеровании рассчитывается по формуле:
t=0,5(D-d), (4.5)
где d и D – диметры отверстия соответственно до и после зенкерования, мм;
Подача при отсутствии ограничивающих факторов принимается максимально допустимая.
Скорость резания при зенкеровании V, м/мин., определяется по формуле:
, (4.6)
где Сv– постоянный коэффициент, учитывающий вид и марку обрабатываемого материала [31, с278, таб.29];
Т - период стойкости;
Кv – общий поправочный коэффициент на скорость резания, учитывающий фактические условия резания;
Kv=KмvKuvKtv (4.7)
где Kмv– коэффициент на обрабатываемый материал [31, c.261-263, табл.1-4];
Kuv - коэффициент на инструментальный материал [31, с.263, табл.6];
Klv- коэффициент, учитывающий глубину обрабатываемого отверстия [31, с.280, табл.31];
При зенкеровании штампованных отверствий вводится дополнительно поправочный коэффициент Kпv [31, c.263, табл.5].
Значения коъффициента Сv и показатели степени x,y,m взяты по справочным данным [31, с.269, табл.17].
Частота вращения шпинделя рассчитывается по формуле:
(4.8)
Полученную частоту вращения корректируют по паспортным данным станка и расчитывают фактическую скорость резания:
(4.9)
Мощность резания при зенкеровании, кВт, определяют по формуле:
; (4.10)
где Мкр – крутящий момент, который рассчитывается по формуле:
; (4.11)
значения коэффициентов и показателей степени взяты в нормативных данных [31, с.281, табл.32].
Основное время определяют по формуле:
(4.12)
где L –полный путь, проходимый инструметов в направлении подачи.
Определяем глубину резания:
1-й переход: t=0,5(53-51)=1,0;
2-й переход: t=0,5(54,8-53)=0,9;
Определяем подачу:
S=1,1-1,3 мм/об
Рассчитываем скорость резания при зенкеровании:
1-й переход: мм/об
2-й переход: мм/об
Определяем частоту вращения шпинделя:
1-й переход: =77 об/мин;
2-й переход: об/мин;
Определяем фактическую скорость резания:
1-й переход: мм/об
2-й переход: мм/об
Рассчитываем мощность резания:
1-й переход: Мкр=10*0,09*53,21*10,9*1,20,8*1=60,36 Нм;
кВт;
2-й переход:
Мкр=10*0,09*54,81*0,90,9*1,20,8*1=46,68 Нм;
кВт;
Определяем основное время:
1-й переход: мин;
2-й переход: мин;
Время на зенкерование за два перехода снизились на 0,03 мин.
Основное время на токарно-револьверной операции 005 снизились на 0,83 мин.
Похожие работы

... Из этого следует необходимость разработки системы мотивации, которая вытекала бы из стратегических целей и учитывала спроектированные бизнес-процессы. 3. ОЦЕНКА И ВЫБОР ВАРИАНТА РЕАЛИЗАЦИИ СТРАТЕГИИ ДЕЯТЕЛЬНОСТИ ПРЕДПРИЯТИЯ 3.1 Оценка ресурсоемкости вариантов В процессе стратегического анализа должны быть оценены различные варианты стратегии корпорации. Для того чтобы выбрать тот или иной ...


... подходов. Для описания понятия стратегия можно применить и следующую формулировку: стратегия – это весь взаимосвязанный комплекс деятельности во имя укрепления жизнеспособности и мощи данного предприятия по отношению к его конкурентам. Цели стратегии состоит в том, чтобы добиться долгосрочных конкурентных преимуществ, которые обеспечат предприятию высокую рентабельность. Таким образом, стратегия ...
... , как долгосрочные финансовые инвестиции. К началу 2007 года объем таких инвестиций увеличился на 35 тыс. грн. к отчету 2006 года, что способствует отвлечению финансовых средств от основной деятельности предприятия и ухудшению его финансового состояния. Однако доля этих активов ничтожно мала, поэтому оказать существенное влияние на финансовое положение предприятия такие изменения не могут. ...
... Отделу маркетинга и сбыта необходимо вести учет спроса на каждый вид товара и принимать план, опираясь на полученную статистику. Также для того, чтобы улучшить маркетинговую деятельность на предприятии я предлагаю в отделе маркетинга разработать специальную компьютерную программу для того, чтобы данные от маркетинговых исследований учитывались централизованно и можно было проследить изменение ...
0 комментариев