ОПИСАНИЕ КОНСТРУКЦИИ, РАБОТЫ И РАСЧЕТ
СТАНОЧНОГО
ПНЕВМО-КЛИНОВОГО
ПРИСПОСОБЛЕНИЯ
ДЛЯ ФРЕЗЕРОВАНИЯ
ЛАПКИ НА КОНУСЕ
МОРЗЕ
ОПИСАНИЕ КОНСТРУКЦИИ И РАБОТЫ КОНТРОЛЬНО
- ИЗМЕРИТЕЛЬНОГО
ИНСТРУМЕНТА
ЭКОНОМИЧЕСКАЯ
ЧАСТЬ
РАЗДЕЛ 1
ОПРЕДЕЛЕНИЕ
ЗАРАБОТНОЙ
ПЛАТЫ ОСНОВНЫХ
ПРОИЗВОДСТВЕННЫХ
РАБОЧИХ
РАСЧЕТ
ЭКОНОМИИ В
СФЕРЕ ПОДГОТОВКИ
ПРОИЗВОДСТВА
РАСЧЕТ
ЭКОНОМИИ В
ПРОИЗВОДСТВЕ
ОТ ИСПОЛЬЗОВАНИЯ
САПР
АНАЛИЗ ОПАСНЫХ
И ВРЕДНЫХ
ПРОИЗВОДСТВЕННЫХ
ФАКТОРОВ, ДЕЙСТВУЮЩИХ
В ДАННОМ ТЕХНОЛОГИЧЕСКОМ
ПРОЦЕССЕ
ИССЛЕДОВАНИЕ
И РАСЧЕТ СИСТЕМЫ
ЗАЩИТНОГО
ЗАЗЕМЛЕНИЯ
ПОЖАРОБЕЗОПАСНОСТЬ
СРЕДСТВА
ЗАЩИТЫ АТМОСФЕРЫ
ТЕХНОЛОГИЧЕСКАЯ
ЧАСТЬ
АНАЛИЗ ТЕХНОЛОГИЧНОСТИ КОНСТРУКЦИИ
РАЗВЕРТКИ
РАСЧЕТ ОПЕРАЦИОННЫХ
ПРИПУСКОВ И
РАЗМЕРОВ
РАСЧЕТ
РЕЖИМОВ РЕЗАНИЯ
РАСЧЕТ
РЕЖИМОВ РЕЗАНИЯ
ПРИ ШЛИФОВКИ
КОНУСА МОРЗЕ
Навигация
Разработка твёрдосплавной развёртки
Разработка твёрдосплавной развёртки
112459
знаков
15
таблиц
4
изображения
2. КОНСТРУКТОРСКАЯ ЧАСТЬ
2.1. РАСЧЕТ И ОПИСАНИЕ КОНСТРУКЦИИ РАЗВЕРТКИ
Развертки применяют главным образом для окончательной обработки отверстий 6-9-го квалитета точности с шероховатостью поверхности Ra = 0,32 - 1,25 мкм. Процесс развертывания принципиально не отличается от процесса зенкерования. Здесь та же кинематика резания, что и при зенкеровании.
Однако при развертывании точность обработки отверстий выше, а шероховатость поверхности ниже, чем при зенкеровании. Это объясняется тем, что развертки имеют большее число режущих зубьев и удаляют меньший припуск. В результате уменьшается толщина срезаемого слоя, улучшается направление и повышается устойчивость в работе, что благоприятно влияет на точность обработки. Кроме того, развертки, как чистовой инструмент, делаются более качественно и более точно, чем зенкеры. Во всех случаях под развертывание отверстие предварительно обрабатывают сверлением, зенкерованием, растачиванием.
Развертки разделяются: по способу применения на ручные и машинные, по форме обрабатываемого отверстия на цилиндрические и конические, по методу закрепления на концевые (хвостовые) и насадные, по конструкции на цельные и сборные.
Машинные развертки применяют для обработки отверстия на сверлильных, токарных, револьверных, координатно-расточных и других станках.
Цилиндрические развертки имеют наибольшее применение в машиностроении и приборостроении. Независимо от конструктивных разновидностей режущие элементы у них почти одинаковы.
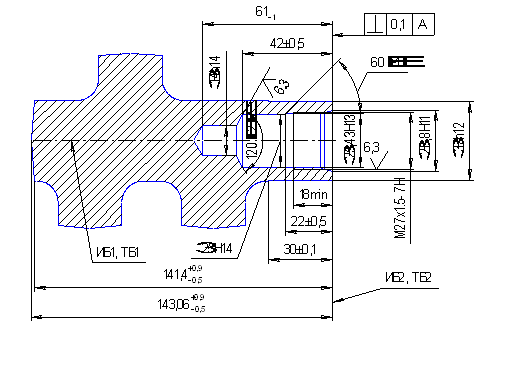
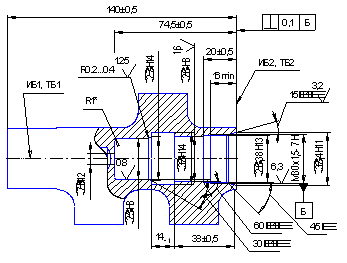
Развертка состоит из рабочей части, шейки и хвостовика, который служит для закрепления развертки и выполняется цилиндрическим для разверток диаметром 1 - 9 мм или коническим в виде конуса Морзе 1 - 4 для разверток диаметром 10-42 мм. В последнем случае хвостовик может быть цилиндрическим, но с квадратным концом для захвата развертки в патроне. По ГОСТ 1672 - 80 развертки диаметром 25 - 50 мм изготовляют насадными цельными.
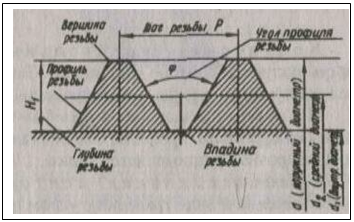
Рабочая часть состоит из режущей части и калибрующей части, которая, в свою очередь, имеет цилиндрический участок и участок с обратной конусностью. Направляющий конус служит для предохранения от повреждения начала режущей части и облегчения попадания развертки в отверстие. Длина направляющего конуса принимается равной 1,5-3 мм, а конус имеет угол 2Ф = 90.
Основными конструктивными элементами рабочей части развертки являются диаметр, длина соответствующих участков, угол заборного конуса, число и направление зубьев, размеры и форма стружечных канавок, а так же геометрия зубьев. Корпус развертки выполняется из стали 9ХС, напайные пластины выполняются из твердого сплава ВК6-М.
Допуски диаметров рабочей части цилиндрических разверток в зависимости от поля допуска на обрабатываемое отверстие (IT) рассчитывают по следующей схеме:
максимальный диаметр развертки должен быть равен максимальному диаметру отверстия минус 0,15IТ;
минимальный диаметр развертки должен быть равен максимальному диаметру развертки минус 0,35IТ.
Значения 0,151Т и 0,351Т округляют в сторону больших значений на 0,001 мм.
Для обрабатываемого отверстия 16Н7 (16 + 0,018 мм): номинальный диаметр отверстия 16,000 мм; максимальный диаметр отверстия 16,018 мм; допуск диаметра отверстия (IT), соответствующий заданному допуску Н7, составляет 0,018 мм.
Следовательно, предельные отклонения номинального диаметра развертки для требуемого поля допуска отверстия составят:
0,15 * IT =
0,15 * 0,018 = 0,0027 мм
![]() 0,003мм;
0,35 * IT = 0,35 * 0,018 = 0,0063 мм
0,003мм;
0,35 * IT = 0,35 * 0,018 = 0,0063 мм![]() 0,007 мм;
0,007 мм;
максимальный диаметр развертки
dmax = 16,018 - 0,003 = 16,015 мм;
минимальный диаметр развертки
dmin = 16,015 - 0,007 = 16,008 мм.
Геометрические элементы лезвия развертки определим по Справочнику технолога-машиностроителя. Т. 2/ В. Н. Гриднев и др. / Под ред. А. Н. Малова, 1972.
Длина заборной части развертки с = 1,0 мм с углом в плане ф = 45.
Число зубьев развертки рассчитывают по формуле
_____
z = l,5* D +2,
где D - диаметр развертки.
z= 1,5*4 + 2 = 8
У разверток с напайными твердосплавными ножами число зубьев принимают меньшим. Примем z = 6.
Угловой шаг зубьев развертки делается неравномерным; выбрать шаг можно по ГОСТ 7722 - 77:
1 = 580Г’;
2 = 5953’;
З = 6205’.
Общая длина развертки с диаметром 10...32 мм L = 140...240 мм. Из конструктивных соображений принимаем L = 235 мм.
Длина режущей и калибрующей частей составляет 1 = 140 мм.
Длина режущих пластинок из твердого сплава l2 = 22 мм.
Длина шейки равна l1 = 12 мм.
Основные
размеры профиля
канавок у разверток
выбирают
по табл. 79, стр.
216 [8]:
f
= 0,2...0,3 мм по цилиндру;
f1= 1,8 мм;
= 85;
r = 1 мм;
задний угол у твердосплавной пластины α = 12;
задний угол у корпуса развертки α1 = 25.
Машинные развертки D = 16 мм с напайными твердосплавными пластинами выполняют с коническим хвостовиком Морзе 2 по ГОСТ 25557 - 82.
Похожие работы
... ; проверять надёжность крепления молотка на рукоятке; удалять пыль и окалину с разметочной плиты только щёткой, а с крупных плит – метлой. РУБКА МЕТАЛЛА 15.Общие сведения Рубкой называется слесарная операция, при которой с помощью режущего (зубила, крейцмейселя и др.) и ударного (слесарного молотка) инструмента с поверхности заготовки (детали) удаляются лишние слои металла ...

... места, %; Тотд - время на отдых и личные потребности, %; К - коэффициент, учитывающий тип производства; Кз - коэффициент, учитывающий условия сборки. Для общей сборки гидрозамка норма времени: =1,308 мин. Расчет потребного количества сборочных стендов и коэффициентов его загрузки Найдем расчетное количество сборочных стендов , шт. =0,06 шт. Округляем в большую сторону СР=1. ...
0 комментариев