ОПИСАНИЕ КОНСТРУКЦИИ, РАБОТЫ И РАСЧЕТ
СТАНОЧНОГО
ПНЕВМО-КЛИНОВОГО
ПРИСПОСОБЛЕНИЯ
ДЛЯ ФРЕЗЕРОВАНИЯ
ЛАПКИ НА КОНУСЕ
МОРЗЕ
ОПИСАНИЕ КОНСТРУКЦИИ И РАБОТЫ КОНТРОЛЬНО
- ИЗМЕРИТЕЛЬНОГО
ИНСТРУМЕНТА
ЭКОНОМИЧЕСКАЯ
ЧАСТЬ
РАЗДЕЛ 1
ОПРЕДЕЛЕНИЕ
ЗАРАБОТНОЙ
ПЛАТЫ ОСНОВНЫХ
ПРОИЗВОДСТВЕННЫХ
РАБОЧИХ
РАСЧЕТ
ЭКОНОМИИ В
СФЕРЕ ПОДГОТОВКИ
ПРОИЗВОДСТВА
РАСЧЕТ
ЭКОНОМИИ В
ПРОИЗВОДСТВЕ
ОТ ИСПОЛЬЗОВАНИЯ
САПР
АНАЛИЗ ОПАСНЫХ
И ВРЕДНЫХ
ПРОИЗВОДСТВЕННЫХ
ФАКТОРОВ, ДЕЙСТВУЮЩИХ
В ДАННОМ ТЕХНОЛОГИЧЕСКОМ
ПРОЦЕССЕ
ИССЛЕДОВАНИЕ
И РАСЧЕТ СИСТЕМЫ
ЗАЩИТНОГО
ЗАЗЕМЛЕНИЯ
ПОЖАРОБЕЗОПАСНОСТЬ
СРЕДСТВА
ЗАЩИТЫ АТМОСФЕРЫ
ТЕХНОЛОГИЧЕСКАЯ
ЧАСТЬ
АНАЛИЗ ТЕХНОЛОГИЧНОСТИ КОНСТРУКЦИИ
РАЗВЕРТКИ
РАСЧЕТ ОПЕРАЦИОННЫХ
ПРИПУСКОВ И
РАЗМЕРОВ
РАСЧЕТ
РЕЖИМОВ РЕЗАНИЯ
РАСЧЕТ
РЕЖИМОВ РЕЗАНИЯ
ПРИ ШЛИФОВКИ
КОНУСА МОРЗЕ
Навигация
РАСЧЕТ РЕЖИМОВ РЕЗАНИЯ ПРИ ШЛИФОВКИ КОНУСА МОРЗЕ
Разработка твёрдосплавной развёртки
112459
знаков
15
таблиц
4
изображения
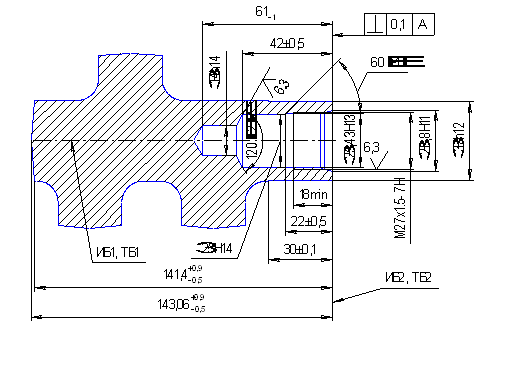
1.8.4. РАСЧЕТ РЕЖИМОВ РЕЗАНИЯ ПРИ ШЛИФОВКИ КОНУСА МОРЗЕ.
Расчет ведем по Справочнику технолога - машиностроителя Т. 2/В. Н. Гриднев, В. В. Досчатов, В. С. Замалин и др./Под ред. А. Н. Малова. Изд. 3-е. М.: Машиностроение, 1972.
1. Скорость главного движения резания (шлифовального круга) V=30... 35 м/с;
V = 3,14*Dк*nк/(1000*60);
По паспортным данным станка 3151 у нового круга Dk=200 мм; nк=3000 мин-1.
Тогда
V = 3,14 * 200 * 3000 / (1000 * 60) = 31,4 м/с,
то есть в пределах рекомендуемого диапазона.
Скорость движения окружной подачи vsokp=25..35 м/мин
(табл. 69, стр. 465). Принимаем среднее значение 30 м/мин.
Определяем частоту вращения заготовки, соответствую-
щую принятой скорости движения окружной подачи:
nз = 1000 * Vsokp / (3,14 * dз) = 1000 * 30 / (3,14 * 18) = 530 мин-1.
где dз - диаметр заготовки.
Найденное значение nз = 530 мин-1 не может быть установлено на станке 3151, имеющем бесступенчатое регулирование частоты вращения заготовки в пределах 40 - 400 мин-1, поэтому принимаем максимально возможное значение 400 мин-1.
Поперечная подача круга Sx = 0.005...0,015 мм/ход стола;
учитывая высокие требования, предъявляемые к точности об
работки и шероховатости поверхности Ra = 0,4 мкм, принимаем Sx=0,005мм/ход. Так как на станке 3151 поперечные подачи регулируются бесступенчато в пределах 0,002-0,1мм/ход, то принимаем Sx = 0,005м/ход.
Определяем продольную подачу на оборот заготовки:
So = sд * Вк
где Вк - ширина шлифовального круга.
Для окончательного шлифования в справочнике рекомендуется sд=0,2...0,4; принимаем sд = 0,3. Тогда
So = 0,3 * 20 = 6 мм/об
6. Определяем скорость движения продольной подачи (скорость продольного хода стола)
Vsnpод = So * nз / 1000 = 6* 400 / 1000 = 2,4 м/мин.
На используемом станке предусмотрено бесступенчатое регулирование скорости продольного хода стола в пределах 0,05...5м/мин, поэтому принимаем Vs прод = 2,4 м/мин.
7. Определяем мощность, затрачиваемую на резание:
Npeз = CN * (Vsoкpr) * (Sxх) * (SоУ) * (dзq)
где cn, r, x, y, q - коэффициент и показатели степени (табл. 70, стр. 468). Сn=2,65; r = 0,5; х = 0,5; у = 0,55; q = 0. Тогда
Крез = 2,65 * (300,5) * (0,0050,5) * (60,55) =2,65 * 5,48 * 0,07 * 2,68 = 2,72кВт.
8. Проверяем, достаточна ли мощность двигателя шлифовальной бабки:
Nшп = Nд * = 5,5 * 0,8 = 4,4 кВт.
Nшп > Npeз (4,4 > 2,72),
то есть обработка возможна.
9. Основное время
То = L * h * К / (nз * So * Sx),
где L - длина хода стола; при перебеге круга на каждую сторону, равном
0,5 Вк, L = 64 мм;
h = 0,075 - припуск на сторону, мм;
К= 1,4- коэффициент точности, учитывающий время на «выхаживание».
То = 64 * 0,075 * 1,4 / (400 * б * 0,005) = 0,56 мин.
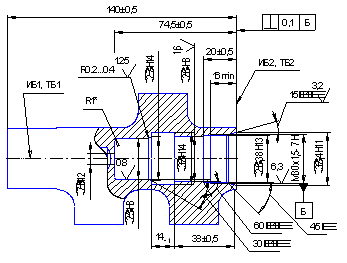
1.8.5. РАСЧЕТ РЕЖИМОВ РЕЗАНИЯ ПРИ ШЛИФОВАНИИ РЕЖУЩЕЙ ЧАСТИ
1. Скорость главного движения резания (шлиф овального круга)
V = 30... 35 м/с;
V = 3,14 *Dк*nк/ (1000* 60)
По паспортным данным станка 3151 у нового круга Dk=200 мм; nк=3000мин-1.
Тогда
V = 3,14 * 200 * 3000 / (1000 * 60) = 31,4 м/с,
то есть в пределах рекомендуемого диапазона.
Скорость движения окружной подачи Vsokp=20..30м/мин (табл. 69, стр. 465). Принимаем среднее значение 25 м/мин.
Определяем частоту вращения заготовки, соответствующую принятой скорости движения окружной подачи:
nз = 1000 * Vsokp / (3,14 * dз) = 1000 * 25 / (3,14 * 16) = 498 мин-1.
где dз- диаметр заготовки.
Найденное значение nз = 498 мин-1 не может быть установлено на станке 3151, имеющем бесступенчатое регулирование частоты вращения заготовки в пределах 40 - 400 мин-1, поэтому принимаем максимально возможное значение 400 мин-1.
4. Поперечная подача, круга Sx = 0,0075. ..0,01 мм/ход стола; учитывая высокие требования, предъявляемые к точности обработки и шероховатости поверхности Ra = 0,1 мкм, принимаем Sx=0,0075 мм/ход. Так как на станке 3151 поперечные подачи регулируются бесступенчато в пределах 0,002 - 0,1 мм/ход,
то принимаем Sx = 0,0075 мм/ход.
5. Определяем продольную подачу на оборот заготовки:
Sо = sд*Вк
где Вк - ширина шлифовального круга.
Для окончательного шлифования в справочнике рекомендуется sд=0,3...0,5; принимаем sд = 0,4. Тогда
So = 0,4 * 24 = 9,6 мм/об
6. Определяем скорость движения продольной подачи
(скорость
продольного
хода стола)
Vs прод = So * nз / 1000 = 9,6 * 400 / 1000 = 3,84 м/мин.
На используемом станке предусмотрено бесступенчатое регулирование скорости продольного хода стола в пределах 0,05...5 м/мин, поэтому принимаем Vs прод = 3,84 м/мин.
7. Определяем мощность, затрачиваемую на резание:
Npeз = CN * (Vsокрr) * (Sxx) * (Soy) * (dзq)
где Сn, г, x, y, q - коэффициент и показатели степени (табл. 70, стр. 468).
Сn = 2,65; г = 0,5; х = 0,5; у = 0,55; q = 0. Тогда
Nрез = 2,65 * (250,5) * (0,00750,5) * (9,60,5) =2,65 * 5 * 0,087 * 3,47 = 4,0 кВт.
8. Проверяем, достаточна ли мощность двигателя шлифовальной бабки:
Nшп = Nд * = 5,5 * 0,8 = 4,4 кВт
Nшп > Nрез (4,4 > 4,0),
то есть обработка возможна.
Основное время
То = L * h * K / (nз * Sо * Sx)
где L - длина хода стола; при перебеге круга на каждую сторону, равном
0,5 Вк, L = 22 мм;
h = 0,08 - припуск на сторону, мм;
К = 1,4 - коэффициент точности, учитывающий время на
«выхаживание».
То = 22 * 0,08 * 1,4 / (400 * 9,6 * 0,0075) = 0,2
Похожие работы
... ; проверять надёжность крепления молотка на рукоятке; удалять пыль и окалину с разметочной плиты только щёткой, а с крупных плит – метлой. РУБКА МЕТАЛЛА 15.Общие сведения Рубкой называется слесарная операция, при которой с помощью режущего (зубила, крейцмейселя и др.) и ударного (слесарного молотка) инструмента с поверхности заготовки (детали) удаляются лишние слои металла ...

... места, %; Тотд - время на отдых и личные потребности, %; К - коэффициент, учитывающий тип производства; Кз - коэффициент, учитывающий условия сборки. Для общей сборки гидрозамка норма времени: =1,308 мин. Расчет потребного количества сборочных стендов и коэффициентов его загрузки Найдем расчетное количество сборочных стендов , шт. =0,06 шт. Округляем в большую сторону СР=1. ...
0 комментариев