ОПИСАНИЕ КОНСТРУКЦИИ, РАБОТЫ И РАСЧЕТ
СТАНОЧНОГО
ПНЕВМО-КЛИНОВОГО
ПРИСПОСОБЛЕНИЯ
ДЛЯ ФРЕЗЕРОВАНИЯ
ЛАПКИ НА КОНУСЕ
МОРЗЕ
ОПИСАНИЕ КОНСТРУКЦИИ И РАБОТЫ КОНТРОЛЬНО
- ИЗМЕРИТЕЛЬНОГО
ИНСТРУМЕНТА
ЭКОНОМИЧЕСКАЯ
ЧАСТЬ
РАЗДЕЛ 1
ОПРЕДЕЛЕНИЕ
ЗАРАБОТНОЙ
ПЛАТЫ ОСНОВНЫХ
ПРОИЗВОДСТВЕННЫХ
РАБОЧИХ
РАСЧЕТ
ЭКОНОМИИ В
СФЕРЕ ПОДГОТОВКИ
ПРОИЗВОДСТВА
РАСЧЕТ
ЭКОНОМИИ В
ПРОИЗВОДСТВЕ
ОТ ИСПОЛЬЗОВАНИЯ
САПР
АНАЛИЗ ОПАСНЫХ
И ВРЕДНЫХ
ПРОИЗВОДСТВЕННЫХ
ФАКТОРОВ, ДЕЙСТВУЮЩИХ
В ДАННОМ ТЕХНОЛОГИЧЕСКОМ
ПРОЦЕССЕ
ИССЛЕДОВАНИЕ
И РАСЧЕТ СИСТЕМЫ
ЗАЩИТНОГО
ЗАЗЕМЛЕНИЯ
ПОЖАРОБЕЗОПАСНОСТЬ
СРЕДСТВА
ЗАЩИТЫ АТМОСФЕРЫ
ТЕХНОЛОГИЧЕСКАЯ
ЧАСТЬ
АНАЛИЗ ТЕХНОЛОГИЧНОСТИ КОНСТРУКЦИИ
РАЗВЕРТКИ
РАСЧЕТ ОПЕРАЦИОННЫХ
ПРИПУСКОВ И
РАЗМЕРОВ
РАСЧЕТ
РЕЖИМОВ РЕЗАНИЯ
РАСЧЕТ
РЕЖИМОВ РЕЗАНИЯ
ПРИ ШЛИФОВКИ
КОНУСА МОРЗЕ
Навигация
ОПИСАНИЕ КОНСТРУКЦИИ И РАБОТЫ КОНТРОЛЬНО - ИЗМЕРИТЕЛЬНОГО ИНСТРУМЕНТА
Разработка твёрдосплавной развёртки
112459
знаков
15
таблиц
4
изображения
2.3. ОПИСАНИЕ КОНСТРУКЦИИ И РАБОТЫ КОНТРОЛЬНО - ИЗМЕРИТЕЛЬНОГО ИНСТРУМЕНТА.
В подавляющем большинстве случаев в промышленности требуется измерять не все значение размера, а лишь его отклонение от некоторого заданного значения, так как при изготовлении детали контролируется точность выполнения размера, заданного чертежом. Поэтому номинальное значение размера задается предварительной установкой, а измеряется лишь отклонение фактически получившихся размеров от заданных. Эти отклонения самих размеров, как правило, не превосходят долей миллиметра. Электрические микрометры находят самое широкое применение и чаще всего выполняются на основе электроконтактных, индуктивных и емкостных преобразователей.
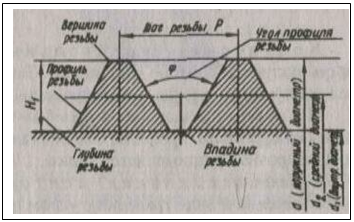
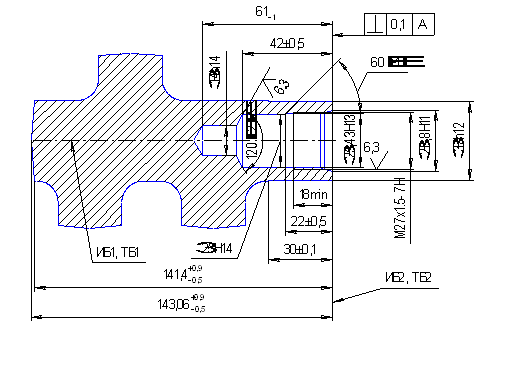
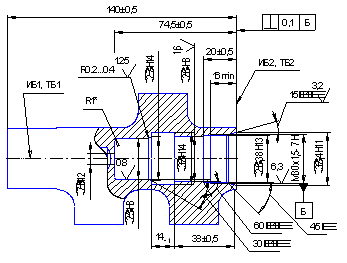
Рассмотрим измерение отклонения угла на конусе Морзе от номинального размера.
К конусу предъявляются высокие требования по точности размеров, поэтому необходимо использование высокоточных контрольно-измерительных инструментов. Индуктивные датчики позволяют достичь очень высокой точности измерения и их применение является наиболее оптимальным для контроля размеров.
Для измерения угла конуса рекомендуется использовать два индуктивных датчика, устанавливаемых на определенном расстоянии один от другого. При измерении угла конуса на приборе с двумя отсчетными устройствами конус кладут на поверхность стола и вводят под наконечники отсчетных устройств, расположенных в крайних точках образующей на длине конуса L, указанной в таблице (см. чертеж). Разность показаний отсчетных устройств определяет величину отклонения измеряемого конуса. При настройке прибора оба отсчетных устройства устанавливаются на диаметр по калибру.
Не параллельность образующих наконечников опорным поверхностям стола не должна превышать 0,5 мкм на длине наконечника.
Опорные поверхности стола должны лежать в одной плоскости с точностью 0,5 мкм.
В качестве индуктивного датчика используется датчик БВ-844. Он предназначен для измерения перемещений порядка 0,4 мм с погрешностью не более 0,5 мкм.
При перемещении штока 1 индуктивности катушек 2 и 3 изменяются вследствие изменения величины воздушных зазоров 4 магнитопроводов. Это изменение индуктивности передается в преобразователь сигнала, где происходит его изменение в соответствующую форму. Затем сигнал попадает в усилитель, усиливается и передается в показывающий прибор.
В показывающем приборе происходит сравнение сигнала от двух индуктивных датчиков и вычисляется их разность, по которой определяется отклонение угла у конуса Морзе от установленной величины.
3. СИСТЕМА АВТОМАТИЗИРОВАННОГО
ПРОЕКТИРОВАНИЯ (САПР).
Автоматизация технологической подготовки значительно сокращает сроки подготовки производства за счет автоматизации инженерного труда. За последние годы различные системы автоматизированного проектирования технологической подготовки производства (САПР ТПП) из стен академических и отраслевых научно-исследовательских институтов перешли в практику машиностроительных заводов.
Процесс автоматизированного проектирования базируется на множествах типовых решений и алгоритмах их выбора. Их нужно описать формальным образом, организовать ввод, размещение в памяти ЭВМ и предусмотреть возможной оперативной работы с ними. Результатом работы ЭВМ должна явиться распечатка технологических карт или другой документации, поэтому нужны программы вывода результатов проектирования в виде, удобном для технологов и рабочих. Поэтому необходимо: а) разработать совокупность типовых решений и алгоритмов их выбора применительно к условиям производства, где система проектирования будет эксплуатироваться; б) разработать метод формализованного описания исходной технологической информации; в) организовать информационно-поисковую службу в ЭВМ; г) разработать формы и правила печати результатов проектирования.
По ГОСТ 22487-77 САПР – это комплекс средств автоматизации проектирования, взаимосвязанных с необходимыми подразделениями проектной организации и коллективом специалистов (пользователей системы), выполняющий автоматизированное проектирование.
3.1. САПР РЕЖУЩИХ ИНСТРУМЕНТОВ.
Существуют три способа проектирования инструментов – графический, графоаналитический и аналитический.
Графический способ предусматривает определение отдельных элементов инструмента методом начертательной геометрии. Его целесообразно применять при отсутствии аналитической методики расчета. Основными недостатками этого способа являются неудовлетворительная точность графических построений и большой их масштаб.
Аналитический способ предусматривает использование функциональной зависимости размеров и форм инструмента от конструкции детали. Основное преимущество его – обеспечение высокой точности проектирования; недостаток – большой объем вычислений.
Графоаналитический способ является синтезом двух методов. При этом способе употребляют упрощенные зависимости, таблицы, графики. Важную роль здесь играют опыт и интуиция конструктора – инструментальщика.
С появление ЭВМ дальнейшую разработку методов проектирования ведут в направлении совершенствования аналитического способа как одного из главных моментов эффективного использования вычислительных машин.
Алгоритм и программы проектирования специальных инструментов считают стандартными, т. к. одни и те же программы можно эффективно использовать на различных предприятиях, в различных производственных учреждениях. Проектируемый инструмент, профиль его режущей части, как правило четко ориентируются на обработку деталей определенного класса. Конструкция их достаточно хорошо описывается. Расчет инструмента для обработки деталей с фасонными, нестандартными профилями сложнее.
Рассчитанная на ЭВМ конструкция инструмента может и должна обеспечить не только правильное изготовление детали, но и иметь оптимальные геометрические и конструктивные элементы.
Опыт по эксплуатации программ проектирования свидетельствует о сокращении времени на проектирование в 20…60 раз, повышении стойкости инструмента в 1,1…1,2 раза. Основным моментом автоматизации проектирования инструмента следует считать качественное изменение труда конструктора – инструментальщика. Применение ЭВМ ликвидирует нетворческие этапы, но не освобождает конструктора от задачи проектирования инструмента вообще. На рабочем чертеже инструмента всегда будет стоять подпись специалиста, ответственного за его выпуск. За человеком также останется выбор схемы формообразования, типа инструмента, принципиальных его особенностей, общая оценка полученной на ЭВМ конструкции.
3.2. САРП РАЗВЕРТОК.
Общая схема алгоритма проектирования разверток отражает основные этапы расчета разверток и логическую взаимосвязь этих этапов в процессе автоматизированного проектирования.
Для конструкции развертки характерно сочетание большого числа различных элементов и их параметров: материала режущей и калибрующей частей, шага и глубины впадин зубьев, числа зубьев и т. д. В результате при проектировании возможно получение нескольких десятков вариантов конструкции. Объективную сравнительную оценку вариантов можно вести по задаваемым критериям: минимальной длине, равномерности загрузки развертки исходя из силы резания на разных группах зубьев, наилучшего расположения стружки и т. д.
Эффективное использование программ автоматического проектирования на различных промышленных предприятиях требует учета местных условий, а т. ж. возможности проведения экспериментальных расчетов, связанных с изменением тех или иных базовых параметров.
Конечной целью проектирования технологических процессов является определение числа операций и станков, последовательности обработки заготовок, которые обеспечивают получение деталей требуемой точности и качества. Минимальное число операций и станков, а т. ж. минимальное время обработки на них предопределяет наибольшую производительность и экономичность.
К прикладному программному обеспечению САПР относятся программы, разрабатываемые в соответствии с прикладным назначением тех или иных подсистем САПР и затем объединяемые в тематические пакеты прикладных программ (ППП). Для разработки ППП на предприятиях организуют специальные подразделения – разработчики САПР, в состав которых входят специалисты как в области системного математического обеспечения, так и конструкторы и технологи – специалисты в различных прикладных вопросах конструирования и технологии.
В данном дипломном проекте предлагается программа по расчету режимов резания при шлифовании. Эта программа разработана фирмой MICROSOFT и носит название EXCEL. Ниже приведен принцип расчета режимов резания в EXCEL.
Система прикладных компьютерных программ AutoCAD, КОМПАС-ГРАФИК 3D и др. предназначены для автоматизации чертежных работ. Эти и другие программы устанавливаются на ЭВМ, что повышает не только производительность, но и автоматизирует подготовку документации.
Похожие работы
... ; проверять надёжность крепления молотка на рукоятке; удалять пыль и окалину с разметочной плиты только щёткой, а с крупных плит – метлой. РУБКА МЕТАЛЛА 15.Общие сведения Рубкой называется слесарная операция, при которой с помощью режущего (зубила, крейцмейселя и др.) и ударного (слесарного молотка) инструмента с поверхности заготовки (детали) удаляются лишние слои металла ...

... места, %; Тотд - время на отдых и личные потребности, %; К - коэффициент, учитывающий тип производства; Кз - коэффициент, учитывающий условия сборки. Для общей сборки гидрозамка норма времени: =1,308 мин. Расчет потребного количества сборочных стендов и коэффициентов его загрузки Найдем расчетное количество сборочных стендов , шт. =0,06 шт. Округляем в большую сторону СР=1. ...
0 комментариев