ОПИСАНИЕ КОНСТРУКЦИИ, РАБОТЫ И РАСЧЕТ
СТАНОЧНОГО
ПНЕВМО-КЛИНОВОГО
ПРИСПОСОБЛЕНИЯ
ДЛЯ ФРЕЗЕРОВАНИЯ
ЛАПКИ НА КОНУСЕ
МОРЗЕ
ОПИСАНИЕ КОНСТРУКЦИИ И РАБОТЫ КОНТРОЛЬНО
- ИЗМЕРИТЕЛЬНОГО
ИНСТРУМЕНТА
ЭКОНОМИЧЕСКАЯ
ЧАСТЬ
РАЗДЕЛ 1
ОПРЕДЕЛЕНИЕ
ЗАРАБОТНОЙ
ПЛАТЫ ОСНОВНЫХ
ПРОИЗВОДСТВЕННЫХ
РАБОЧИХ
РАСЧЕТ
ЭКОНОМИИ В
СФЕРЕ ПОДГОТОВКИ
ПРОИЗВОДСТВА
РАСЧЕТ
ЭКОНОМИИ В
ПРОИЗВОДСТВЕ
ОТ ИСПОЛЬЗОВАНИЯ
САПР
АНАЛИЗ ОПАСНЫХ
И ВРЕДНЫХ
ПРОИЗВОДСТВЕННЫХ
ФАКТОРОВ, ДЕЙСТВУЮЩИХ
В ДАННОМ ТЕХНОЛОГИЧЕСКОМ
ПРОЦЕССЕ
ИССЛЕДОВАНИЕ
И РАСЧЕТ СИСТЕМЫ
ЗАЩИТНОГО
ЗАЗЕМЛЕНИЯ
ПОЖАРОБЕЗОПАСНОСТЬ
СРЕДСТВА
ЗАЩИТЫ АТМОСФЕРЫ
ТЕХНОЛОГИЧЕСКАЯ
ЧАСТЬ
АНАЛИЗ ТЕХНОЛОГИЧНОСТИ КОНСТРУКЦИИ
РАЗВЕРТКИ
РАСЧЕТ ОПЕРАЦИОННЫХ
ПРИПУСКОВ И
РАЗМЕРОВ
РАСЧЕТ
РЕЖИМОВ РЕЗАНИЯ
РАСЧЕТ
РЕЖИМОВ РЕЗАНИЯ
ПРИ ШЛИФОВКИ
КОНУСА МОРЗЕ
Навигация
ОПИСАНИЕ КОНСТРУКЦИИ, РАБОТЫ И РАСЧЕТ СТАНОЧНОГО ПНЕВМО-КЛИНОВОГО ПРИСПОСОБЛЕНИЯ ДЛЯ ФРЕЗЕРОВАНИЯ ЛАПКИ НА КОНУСЕ МОРЗЕ
Разработка твёрдосплавной развёртки
112459
знаков
15
таблиц
4
изображения
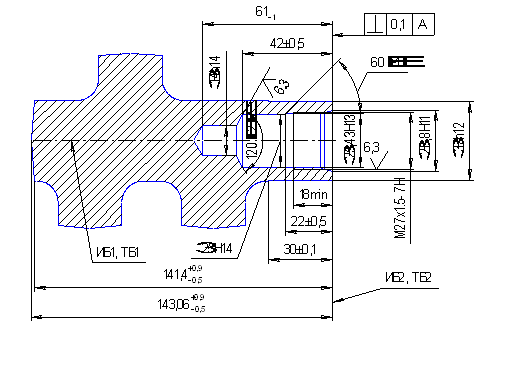
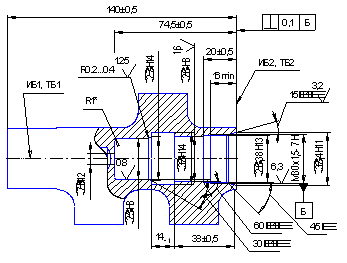
2.2. ОПИСАНИЕ КОНСТРУКЦИИ, РАБОТЫ И РАСЧЕТ СТАНОЧНОГО ПНЕВМО-КЛИНОВОГО ПРИСПОСОБЛЕНИЯ ДЛЯ ФРЕЗЕРОВАНИЯ ЛАПКИ НА КОНУСЕ МОРЗЕ
Рассмотрим конструкцию и работу зажимного пневмо-клинового приспособления для фрезерования лапки на конусе Морзе.
Основное назначение зажимного приспособления - точно установить заготовку развертки и надежно удерживать ее во время обработки.
При работе зажимные приспособления выполняют базирование, ориентирование относительно траектории движения режущего инструмента, зажим и разжим обрабатываемой заготовки.
На фрезерной операции, где применяется данное приспособление производится обработка лапки на конусе Морзе, поэтому торец должен быть свободен для обработки.
2.2.1. АНАЛИЗ СИЛ ДЕЙСТВУЮЩИХ НА ЗАГОТОВКУ.
Движение инструмента во время обработки заготовки происходит перпендикулярно оси детали. Максимальное осевое усилие резания на этой операции составляет 238,4 кгс I (Справочник режимов резания под редакцией Ю. В. Барановского 1976 год).
2.2.2. ВЫБОР СХЕМЫ БАЗИРОВАНИЯ И МЕСТ ЗАЖИМА.
В качестве направляющей базы принимаем двойную направляющую базу - эта база лишает заготовку четырех степеней свободы: перемещение вдоль двух координатный осей Y и Z и поворота вокруг этих же осей.
Для лишения заготовки еще двух степеней свободы: перемещения вдоль оси X и вращения вокруг этой же оси должны быть применены силы зажима.
Конструкция приспособления предполагает зажим заготовки развертки по конусу Морзе.
2.2.3. АНАЛИЗ КОНСТРУКЦИЙ ПРИСПОСОБЛЕНИЙ ПРИМЕНЯЕМЫХ В АНАЛОГИЧНЫХ УСЛОВИЯХ.
Приспособление для зажима заготовки в данном случае должно иметь элементы зажима по наружному диаметру двойной направляющей базы, следовательно элементы зажима могут быть различными, например: мембрана, цанговые элементы, гидропластмассовые и другие элементы зажима. Наиболее надежный зажим это клиновой зажим, в нашем случае выбираем его. Зажим производим по конусу Морзе.
2.2.4. АНАЛИЗ ПОГРЕШНОСТЕЙ, ВОЗНИКАЮЩИХ ПРИ УСТАНОВКЕ ЗАГОТОВКИ.
Отклонение фактического положения установленной заготовки от требуемого оценивают погрешностью установки Е, которая является одной из составляющих отклонений обрабатываемого размера
___________
Е=Еб2+Ез2+Еп2
где Еб - погрешность базирования, мм;
Ез - погрешность закрепления, мм;
Еп - погрешность положения заготовки, мм.
Еб = 0,015 мм - максимально возможный эксцентриситет между наружной поверхностью (двойной направляющей базой) и внутренней поверхностью заготовки. Погрешность зажима оценивается как:
Ез=10мкм=0,01мм
Погрешность закрепления равна нулю, следовательно:
____________
Е=(0,0152+0,012)=0,0148мм
Такая погрешность установки и закрепления удовлетворяет на данной операции.
2.2.5. РАСЧЕТ УСИЛИЙ ЗАКРЕПЛЕНИЯ.
Коэффициент запаса закрепления рекомендуется в пределах: k=1,2...1,5 к максимальному усилию резания. Усилие закрепления должно быть
Р = 238,4* 1,4 = 333,8 кгс
Сила Q, необходимая для получения зажимающей силы Р составит без учета силы трения на скосе клина при угле конуса а:
Q = Р * tg(α),
где Р - усилие на каждом кулачке;
α - угол конуса клинового зажима. С учетом силы трения на скосах сила составит:
Q = Р * tg(a + ),
где = arctg(f)
f - коэффициент трения на скосах клиньев, f = 0,4. Тогда:
Q = 334 * tg(32,2 + 21.8) = 462,1 кгс = 4621 Н = 4,621 кН.
Для надежного зажима детали необходимо на штоке приспособления приложить усилие равное 4,7 кН. Определяем площадь силового цилиндра:
Q = * S,
где - давление в системе зажима, Па;
S - площадь поршня цилиндра, м.кв.
S = 4,7 / 600 = 0,0078 м.кв. = 78 см.кв.
Определяем диаметр силового цилиндра:
_________
D = 4 * S / 3,14 = 9,97 см = 997 мм.
по ГОСТ 21495 - 76 принимаем диаметр цилиндра 100 мм.
2.2.6. ОПИСАНИЯ РАБОТЫ ЗАЖИМНОГО ПРИСПОСОБЛЕНИЯ.
Зажимное приспособление для зажима заготовки развертки работает следующим образом.
Деталь устанавливается на призму, включается пневмоцилиндр, который тянет за собой шток. Шток имеет коническую поверхность на которой находится упор, опирающийся о призму с заготовкой. После установки штока в требуемом положении заготовка прижимается сверху к призме посредством прижима.
Отжим детали происходит в обратной последовательности: прижим отводится вверх с помощью винта, пневмоцилиндр перемещает шток влево, призма смещается вместе со штоком, деталь разжата.
Затем цикл повторяется.
Для фрезерования различных конусов Морзе (1...5) приспособление оснащается набором призм и упоров разной конструкции, что позволяет обеспечить одну и ту же высоту от лапок призмы до прижима.
Похожие работы
... ; проверять надёжность крепления молотка на рукоятке; удалять пыль и окалину с разметочной плиты только щёткой, а с крупных плит – метлой. РУБКА МЕТАЛЛА 15.Общие сведения Рубкой называется слесарная операция, при которой с помощью режущего (зубила, крейцмейселя и др.) и ударного (слесарного молотка) инструмента с поверхности заготовки (детали) удаляются лишние слои металла ...

... места, %; Тотд - время на отдых и личные потребности, %; К - коэффициент, учитывающий тип производства; Кз - коэффициент, учитывающий условия сборки. Для общей сборки гидрозамка норма времени: =1,308 мин. Расчет потребного количества сборочных стендов и коэффициентов его загрузки Найдем расчетное количество сборочных стендов , шт. =0,06 шт. Округляем в большую сторону СР=1. ...
0 комментариев