ОПИСАНИЕ КОНСТРУКЦИИ, РАБОТЫ И РАСЧЕТ
СТАНОЧНОГО
ПНЕВМО-КЛИНОВОГО
ПРИСПОСОБЛЕНИЯ
ДЛЯ ФРЕЗЕРОВАНИЯ
ЛАПКИ НА КОНУСЕ
МОРЗЕ
ОПИСАНИЕ КОНСТРУКЦИИ И РАБОТЫ КОНТРОЛЬНО
- ИЗМЕРИТЕЛЬНОГО
ИНСТРУМЕНТА
ЭКОНОМИЧЕСКАЯ
ЧАСТЬ
РАЗДЕЛ 1
ОПРЕДЕЛЕНИЕ
ЗАРАБОТНОЙ
ПЛАТЫ ОСНОВНЫХ
ПРОИЗВОДСТВЕННЫХ
РАБОЧИХ
РАСЧЕТ
ЭКОНОМИИ В
СФЕРЕ ПОДГОТОВКИ
ПРОИЗВОДСТВА
РАСЧЕТ
ЭКОНОМИИ В
ПРОИЗВОДСТВЕ
ОТ ИСПОЛЬЗОВАНИЯ
САПР
АНАЛИЗ ОПАСНЫХ
И ВРЕДНЫХ
ПРОИЗВОДСТВЕННЫХ
ФАКТОРОВ, ДЕЙСТВУЮЩИХ
В ДАННОМ ТЕХНОЛОГИЧЕСКОМ
ПРОЦЕССЕ
ИССЛЕДОВАНИЕ
И РАСЧЕТ СИСТЕМЫ
ЗАЩИТНОГО
ЗАЗЕМЛЕНИЯ
ПОЖАРОБЕЗОПАСНОСТЬ
СРЕДСТВА
ЗАЩИТЫ АТМОСФЕРЫ
ТЕХНОЛОГИЧЕСКАЯ
ЧАСТЬ
АНАЛИЗ ТЕХНОЛОГИЧНОСТИ КОНСТРУКЦИИ
РАЗВЕРТКИ
РАСЧЕТ ОПЕРАЦИОННЫХ
ПРИПУСКОВ И
РАЗМЕРОВ
РАСЧЕТ
РЕЖИМОВ РЕЗАНИЯ
РАСЧЕТ
РЕЖИМОВ РЕЗАНИЯ
ПРИ ШЛИФОВКИ
КОНУСА МОРЗЕ
Навигация
РАСЧЕТ ОПЕРАЦИОННЫХ ПРИПУСКОВ И РАЗМЕРОВ
Разработка твёрдосплавной развёртки
112459
знаков
15
таблиц
4
изображения
1.7. РАСЧЕТ ОПЕРАЦИОННЫХ ПРИПУСКОВ И РАЗМЕРОВ.
Припуск на обработку - слой металла, удаляемый с поверхности заготовки в процессе ее обработки для обеспечения заданного качества детали.
Промежуточный припуск - слой материала, удаляемый при выполнении отдельного технологического перехода.
Общий припуск - слой материала, необходимый для выполнения всей совокупности технологических переходов, то есть всего процесса обработки данной поверхности от черной заготовки до готовой детали.
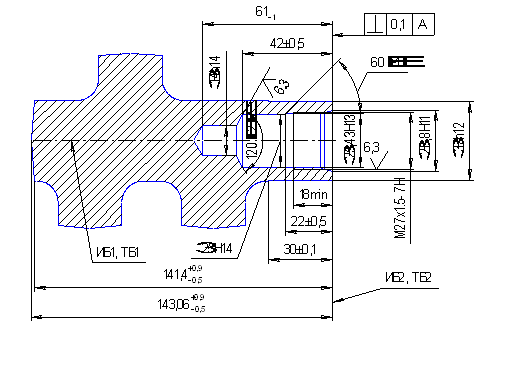
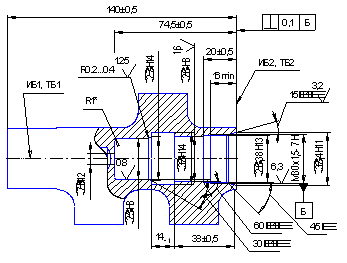
Рассчитаем операционные припуски и предельные размеры на обработку поверхности конуса Морзе.
Поверхность конуса Морзе обрабатывается на первой операции - точение и на четвертой операции - шлифование: предварительное и окончательное. Требование к поверхности по чертежу: шероховатость Ra 0,4.
Минимальный припуск на окончательное шлифование, исходя из требований технологии обработки развертки, составляет 0,15мм.
Минимальный припуск на предварительное шлифование рассчитаем по формуле:
_____________
2Zi mim = 2 * (Rzi-1 +Тi-1 + √ (i-1 )2 + (Eyi)2)
где Rzi-1 - высота микронеровностей на предшествующем переходе, мкм;
Ti-1 - глубина дефектного поверхностного слоя на предшествующем переходе, мкм;
i-1 - суммарное значение пространственных отклонений на предшествующем переходе, мкм;
Eyi - погрешность установки заготовки при выполняемом переходе, мкм.
Rzi-1 = 30 мкм; Тi-1 = 30 мкм (табл. 4, стр. 167) [12].
Найдем суммарное значение пространственных отклонений по формуле:
ост= Ку * заг,
где Ку = 0,06 - коэффициент уточнения (табл. 22, стр. 181); - кривизна заготовки, мкм.
_________
заг=(к)2+(ц)2
где к - величина кривизны (местная или общая), мкм;
рц - величина смещения оси заготовки в результате погрешности
зацентровки, мкм.
к = к * L ,
где к - удельная кривизна, мкм/мм;
L - общая длина заготовки, мм
_____
ц = 0,25 * 2 + 1 ,
где δ - допуск в мм на диаметр базовой поверхности заготовки, использованной при зацентровке. к = 1 мкм/мм;
L = 235 мм, тогда получим
к= 1 *235 = 235 мкм.
= 0,5 мм. Тогда,
_______
ц = 0,25 * √ 0,52 +1 =280 мкм.
__________
заг = 2352 + 2802 = 365 мкм.
ост = 0,06 * 365 = 22 мкм.
Так как во время всего процесса обработки развертки базовые поверхности остаются постоянными, принимаем Eyi = 0; тогда припуск на предварительное шлифование составит:
2Zi min = 2 * (30 + 30 + 22) = 164 мкм.
Минимальный припуск на точение рассчитывается по той же формуле.
Rzi-1 = 100 мкм; Ti-1 = 100 мкм; заг = 365 мкм; Eyi = О
2Zi min = 2 * (100 + 100 + 365) = 1300 мкм.
Расчет предельных размеров и припусков сведем в таблицу 1.7.1.
Табл. 1.7.1.
| Rz | T | Р | Еу | Zmin | расч. размер | |
| мкм | мкм | мкм | мкм | мкм | мм | |
| Заготовка | 100 | 100 | 365 | - | - | 19.62 |
| Точение | 30 | 30 | 22 | - | 1300 | 18,32 |
| Предв. шлифов-е | 6 | 12 | 1,3 | - | 170 | 18,15 |
| Оконч. шлифов-е | - | - | - | - | 150 | 18 |
| Допуск | Пред, р-ры | Пред. прип. | |||
| max | min | max | min | ||
| мкм | мм | мм | мм | мм | |
| Заготовка | - | 19,62 | 19,62 | - | - |
| Точение | 84 | 19,16 | 18,32 | 0,46 | 1,3 |
| Предв. шлифов-е | 33 | 18,48 | 18,15 | 0,68 | 0,17 |
| Оконч. шлифов-е | 7 | 18,07 | 18 | 0,41 | 0,15 |
Максимальный припуск на обработку найдем по формуле:
2Zi min= 2Zi min + δi-1 - i,
где δi-1 - допуск по размеру на предшествующем переходе;
i - допуск по размеру на выполняемом переходе.
Результаты расчетов приведены в таблице 1.7.1.
Так как заготовка получена сортовым прокатом, то диаметр заготовки должен иметь определенное значение. Ближайшим большим диаметром заготовки является заготовка с диаметром 20 мм. Исходя из этого примем, что минимальный припуск на точении составляет 1,68 мм, а максимальный припуск - 0,84 мм.
Определим общие припуски 2Zomaxи 2Zomin, суммируя промежуточные припуски на обработку:
2Zomax = 0,84 + 0,68 + 0,41 = 1,91 мм,
2Zomin = 1,68 + 0,17 + 0,15 = 2 мм.
Проведем проверку правильности расчетов по формуле:
2Zi max-2Zi min=δз-δд
где δз - допуск по размеру на заготовку;
д - допуск по размеру на деталь.
1,91 -2 = 0-0,07
Условие выполняется, следовательно, припуски рассчитаны верно.
Похожие работы
... ; проверять надёжность крепления молотка на рукоятке; удалять пыль и окалину с разметочной плиты только щёткой, а с крупных плит – метлой. РУБКА МЕТАЛЛА 15.Общие сведения Рубкой называется слесарная операция, при которой с помощью режущего (зубила, крейцмейселя и др.) и ударного (слесарного молотка) инструмента с поверхности заготовки (детали) удаляются лишние слои металла ...

... места, %; Тотд - время на отдых и личные потребности, %; К - коэффициент, учитывающий тип производства; Кз - коэффициент, учитывающий условия сборки. Для общей сборки гидрозамка норма времени: =1,308 мин. Расчет потребного количества сборочных стендов и коэффициентов его загрузки Найдем расчетное количество сборочных стендов , шт. =0,06 шт. Округляем в большую сторону СР=1. ...
0 комментариев