Усилие для вытяжки
Усилие гибки
Расчет затрат на вспомогательное технологическое оборудование
Расчет затрат на хозяйственный инвентарь
Расчет фонда заработной платы основных рабочих
Расчет затрат на инструмент, оснастку и устройства, которые относятся к оборотным фондам
Технико-экономические показатели цеха
Освещенность
Снижение шума и вибраций кузнечно-прессового оборудования
Навигация
Расчет затрат на хозяйственный инвентарь
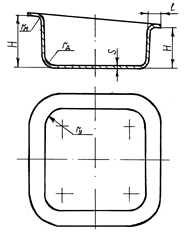
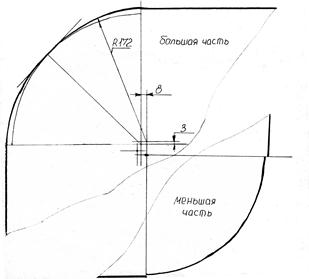
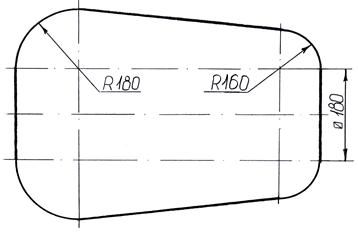
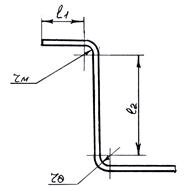
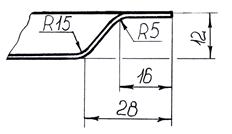
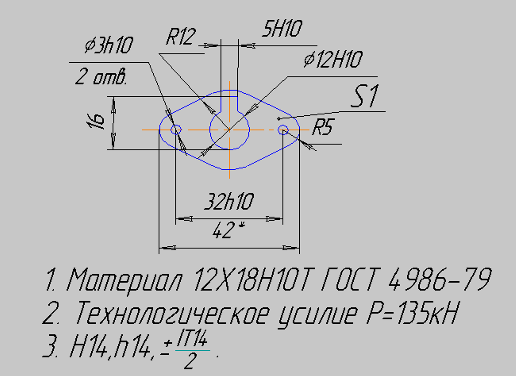
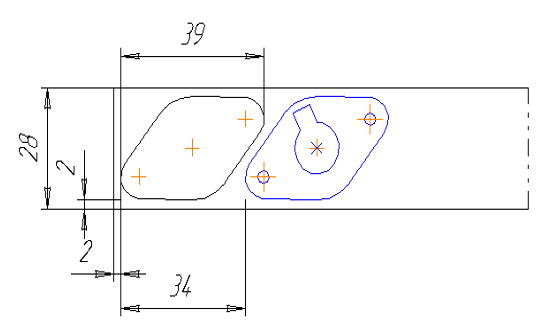
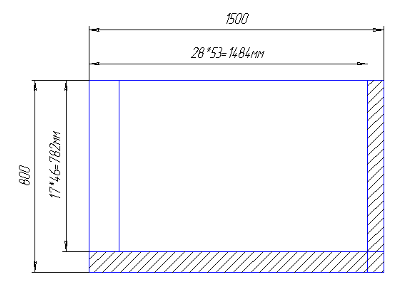
Технологические требования к конструкции штампованных деталей (часть 2)
65494
знака
20
таблиц
14
изображений
5.1.6. Расчет затрат на хозяйственный инвентарь.
Хозяйственный инвентарь определяется из расчета 50 грн. на одного служащего, и 30 грн. на одного рабочего.
Приведенные выше расчеты относятся к цеху что проектируется. Тем не менее для расчета экономической эффективности проекта необходимо его сравнить с данными базового варианта, которые было собрано в период преддипломной практики.
В таблице 5. 8. приведенные данные о составе, структуре и балансовой стоимости основных фондов цеха по базовому и проектному варианту.
Таблица 5. 8. – Состав основных фондов цеха
|
| Стаття | Балансовая стоимость по варианту | |
| Базовий, К1, грн. | Проектний, К2, грн | ||
| Kз | Здания | 1020000 | 1008000 |
| Кс | Соружения | 61200 | 60480 |
| Ко | Оснащение всего: | 3632328 | 3276238,3 |
| Кто | - технологическое: | 3327412 | 2996312 |
| Кото | - основное | 3145700 | 2844600 |
| Кдто | - дополнительное | 181712 | 151712 |
| Ккво | - контрольно-измерительное | 123626 | 119815,6 |
| КЭО | - энергетическое | 127842 | 116552 |
| Кпто | - подъемно-транспортное | 53448 | 43558,7 |
| Кін | Инструмент, который дорого стоит | 489100 | 466900 |
| Кві | Производственный инвентарь | 950 | 800 |
| Кгі | Хозяйственный инвентарь | 570 | 480 |
Всего: К1 = 1216388,8 грн.; К2 = 1108544,83 грн.
5.2 Расчет себестоимости годового объема продукции цеха, С.
5.2.1. Расчет затрат на основные материалы и полуфабрикаты, См.
Масса материала (полуфабриката), который необходимый для изготовления детали:
Ммі = ![]() , (5. 16)
, (5. 16)
где Мді – чистая масса і - ой детали-представителя, кг.;
kвмі – коэффициент использования материала і - ой детали.
Масса отходов, которые возвращаются:
Мві = Ммі- Мді (5. 17)
Определяем затраты на материалы (полуфабрикаты) на годовую программу с учетом отходов, которые реализуются:
См = ![]() (Цмі
(Цмі![]() Ммі - Цві
Ммі - Цві![]() Мві )
Мві ) ![]() Qі
Qі![]() (1+kті),
(1+kті),
где Цмі – цена і-го материала, грн/кг.;
Цві – цена i –ых отходов, которые реализуются, грн/кг.;
kті – коэффициент транспортных затрат i –го материала, kт = 0,06 ¸ 0,1
Результаты расчетов сводим в таблицу 5. 9.
Таблица 5. 9. – Затраты на основные материалы и полуфабрикаты
| Наименование деталей | Марка материала | Мд, кг | kвн | Мм, кг | Мв, кг | Цм, грн/кг | Цв, грн/кг | Q, шт | kт | См, грн |
| Общая | ||||||||||
| Коробка | 12Х18Н10Т | 1,53 | 0,8 | 1,9 | 0,37 | 16 | 1,6 | 150000 | 0,08 | 4828896 |
| Крышка | сталь 10 | 3,3 | 0,7 | 4,7 | 1,4 | 2 | 0,2 | 150000 | 1477440 | |
| Крышка | АМГ6М | 0,42 | 0,7 | 0,6 | 0,18 | 20 | 2 | 250000 | 3142800 | |
| Пластина | сталь 3 | 2,73 | 0,6 | 4,55 | 1,82 | 1,425 | 0,143 | 225000 | 1411693,92 | |
| скоба | сталь3 | 0,57 | 0,4 | 1,4 | 0,83 | 1,425 | 0,143 | 300000 | 567521,6 |
Всего См = 11428351,56 грн.
5.2.2. Расчет затрат на энергоносителе для технологических целей, Сээ.
Затраты на электроэнергию рассчитываются:
Сээ = Тшк![]() Wі
Wі![]() Цээ
Цээ![]() Q, (5. 18)
Q, (5. 18)
где Цээ – тариф на 1 квт. час. электроэнергии, Цээ = 0,21 грн.
Результаты расчетов сведенны в таблицу 5. 10.
Таблица 5. 10. – Затраты на электроэнергию для технологических целей
| Наименование оснащения (марка, модель) | W, кВт | Тшк, мин | СЕЕ, грн | |
| Единицы | Общая | |||
| Ножницы КА3221 | 19,7 | 2,08 | 2569,5 | 308344,4 |
| Пресс КБ3534А | 40 | 7,79 | 327180 | 163590 |
| Пресс КД23221 | 3 | 0,55 | 1443,75 | 1443,75 |
| Пресс КД2126К | 4,5 | 1,55 | 6103,125 | 12206,25 |
| Пресс КВ2536 | 43,3 | 1,65 | 131280,19 | 262560 |
| Пресс КД2128 | 6,3 | 0,78 | 5159,7 | 5159,7 |
| Станок сверлильный 2М112 | 0,55 | 1,55 | 895 | 1790 |
Всего Сээ = 755093,85 грн.
Если цех потребляет другие виды энергоносителей для технологических целей (пар, сжатый воздух), их годовые затраты и стоимость определяется прямым расчетом аналогично расчетам в таблице 5. 9.
Похожие работы
... ». 3. Деталь «Крышка». 4. Деталь «Пластина». 5. Деталь «Скоба». 3. Разработка технологических процессов листовой штамповки деталей-представителей цеха. Технологические требования к конструкции штампованных деталей. Свойства и конструктивные элементы, которые обеспечивают наиболее простое и экономическое изготовление деталей при соблюдении технических ...

... параметров технологичности Показатели технологичности Критерии a b c d e оценка + + + + +/- Анализ параметров технологичности детали, предполагаемый метод получения которой – листовая штамповка, показывает, что деталь обладает удовлетворительной технологичностью, следовательно, ее производство в заданных условиях целесообразно на штампе ...
... 1.3. Литье под давлением Литьем под давлением называется такой метод литья, когда жидкий металл заполняет полость металлической формы (пресс-формы) под принудительно большим давлением (40 – 100 МПа). Литье под давлением является самым производительным способом изготовления тонкостенных деталей сложной конструкции и применяется в РЭС для изготовления корпусов приемников, передатчиков и других ...

... . Цм = 26 (руб/кг), Цо = 6 (руб/кг), кт = 1,5. (руб/дет). ЗАКЛЮЧЕНИЕ Исходя из проделанной курсовой работы по технологии листовой штамповки можно сделать выводы: 1. Разработан технологический процесс изготовления детали «Гайка резервуара», со следующей структурой маршрута обработки: разрезка листа на полосы, вытяжка, вырубка детали за один ход ползуна в штампе совмещённого действия. ...
0 комментариев