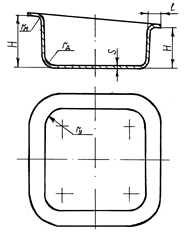
Усилие для вытяжки
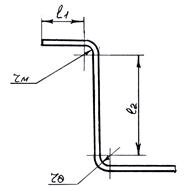
Усилие гибки
Расчет затрат на вспомогательное технологическое оборудование
Расчет затрат на хозяйственный инвентарь
Расчет фонда заработной платы основных рабочих
Расчет затрат на инструмент, оснастку и устройства, которые относятся к оборотным фондам
Технико-экономические показатели цеха
Освещенность
Снижение шума и вибраций кузнечно-прессового оборудования
Навигация
Технико-экономические показатели цеха
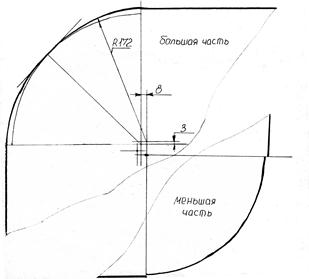
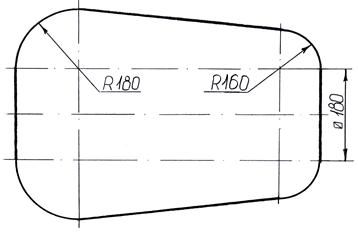
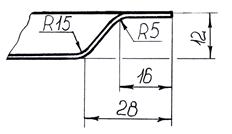
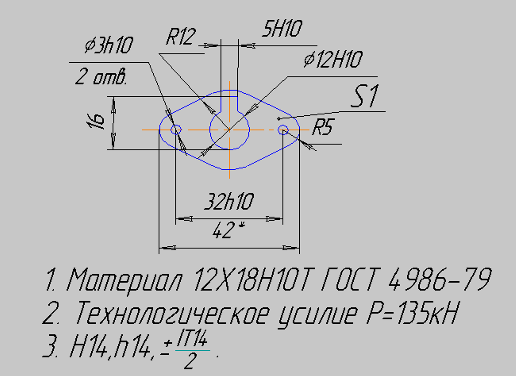
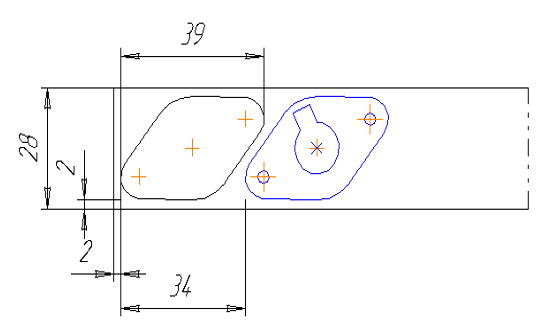
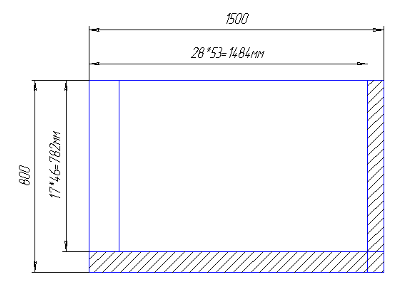
Технологические требования к конструкции штампованных деталей (часть 2)
65494
знака
20
таблиц
14
изображений
5.4. Технико-экономические показатели цеха.
| Показатели | Базовый вариант | Вариант, что проектируется |
| Годовой выпуск продукции, шт | 1075000 | 1075000 |
| Площадь цеха (участка), м2 | 1600 | 1440 |
| Количество основного оборудования, шт | 21 | 15 |
| Установленная мощность, кВт | 401,6 | 345,4 |
| Численность работников, чел | 43 | 34 |
| Годовая себестоимость продукции, грн | 1459419,23 | 1342691,67 |
| Енерговооружение одного работника, кВт | 9,3 | 10,16 |
| Производственная площадь на единицу основного оборудования, м2 | 76,19 | 96 |
| Производственная площадь одного работника, м2 | 37,21 | 48 |
| Фондоотдача, грн | 1,19 | 1,21 |
5. 5. Выводы организационно-экономического раздела.
При выполнении раздела поставлены и решены следующие задачи:
· применение высокоэффективной новой техники и технологий производства;
· повышение фондоотдачи;
· повышение производительности труда, оборудования, съема продукции с 1м2 производственной площади;
· снижение материалоемкости и энергоемкости продукции за счет организационных мероприятий и применения системы прогрессивных норм и нормативов;
· снижение себестоимости продукции;
· повышение энерговооруженности рабочих и другие.
6. Охрана труда и окружающей среды.
Высокий уровень охраны труда, закрепленный законодательством является определяющим. В числе важнейших мероприятий по охране труда и оздоровлению условий труда – замена ручного труда машинным, повышение оснащенности предприятий современными средствами техники безопасности.
Задачи кузнечно-прессового оборудования определяются, в первую очередь, повышением производительности и сокращением ручного труда, экономным расходом металла. При проектировании цеха листовой штамповки завода автоматических телефонных станций приняты технические решения и разработаны мероприятия, обеспечивающие санитарно-гигиенические условия в рабочих помещениях и рабочих местах, соблюдение техники безопасности, не допущено загрязнение окружающей среды.
Характеристика помещения и размещения оборудования.
Площадь проектируемого цеха листовой штамповки составляет 1440 м2. Всего работающих в цехе листовой штамповки составляет 34 человек, работа в цехе 2-х сменная, следовательно в одну смену в цехе работает 17 человек.
Объем производственного помещения на каждого работающего должна быть не менее 15 м3. в разработанном цехе листовой штамповки объем производственного помещения соответствует требованиям ГПР, МОП, СКП, для служебных помещений площадь, приходящая на одного служащего, должна быть не менее 4…6 м2, в цехе, проектируемом в дипломном проекте, площадь соответствует требуемым нормам. Административно-конторские помещения, помещения технологических служб и других, расположенных в данном цехе изолированы от шума цеха звукоизолирующими перегородками. Бытовые помещения спроектированы согласно требованиям СН и П – П – 96 – 76. В проектируемом цехе листовой штамповки пресса и вспомогательное оборудование размещено согласно ГОСТ 12. 2 017 – 83 ССБТ. Оборудование кузнечно-прессовое. Общие требования безопасности. М. 1983 г.
6.1. Анализ производственных опасностей и вредностей. Разработка мероприятий по их снижению.
6.1.1. Метеоусловия.
Метеоусловия или микроклимат в производственных условиях определяется следующими параметрами: ГОСТ 12 – 1. 005 – 83
· температура воздуха t (C0),
· относительная влажность j (%),
· скорость движения воздуха на рабочем месте V (м/с). Работы, выполняемые в цехе, относятся к категории работ средней тяжести 2 б, затраты энергии на эти работы не превышают 628 кДж/с.
Нормы метеоусловий для холодного и переходного периодов и для теплового периода года:
· для холодного и переходного периодов при температуре наружного воздуха ниже 100 С – температура воздуха в производственном помещении 17…190 С, влажность воздуха 30…60 %, скорость движения воздуха не более 0,3 м/с;
· для теплого периода года при температуре наружного воздуха 100 С и выше - – температура воздуха в производственном помещении 20…220 С, влажность воздуха 75 %, скорость движения воздуха 0,7…1,5 м/с.
Для поддержки таких метеоусловий в цехе предусмотрена в холодный период года центральное паровое отопление, в качестве нагревательных приборов применяются радиаторы, ребристые трубы и регистры из гладких труб. Задачей вентиляции является обеспечение чистоты воздуха и заданных метеоусловий в производственном помещении. Вентиляция достигается путем удаления загрязненного воздуха из помещения и подачей в него свежего воздуха. В цехе, в теплый период года, происходит естественная вентиляция, аэрация, за счет открытых дверей, ворот и оконных фрамуг. Аэрация в помещении происходит за счет разности температуры воздуха в производственном помещении и температуры воздуха вне помещений цеха. Так как высота цеха 8,4 метра, то при аэрации перемещаются большие объемы воздуха, но этого не достаточно, особенно в теплый период года, поэтому применяют обще-обменную вентиляцию. При обще-обменной вентиляции обеспечивается поддержание необходимых параметров воздушной среды во всем объеме помещения. Система обще-обменной вентиляции – притоко-вытяжная вентиляция. Требуемая производительность вентиляции определяется исходя из количества работающих в помещении цеха. Требуемый расход воздуха:
L = N ´ N¢, (6. 1)
где L - требуемый расход воздуха для производственного помещения м3/ч;
N – количество работающих человек, N = 17 чел.;
N’ – расход воздуха на одного работающего, N = 123,5 м3/ч
L = 123,5 ´ 17 = 2100 м3/ч
Подбор вентилятора производится по его аэродинамическим характеристикам:
· требуемая производительность вентилятора Lв = ( 1,10…1,15 ) L = 2420 м3/ч;
· развиваемое давление Нв = 1,1 Нп = 1,1 ´ 805 = 886 Па.
При выборе вентилятора по аэродинамическим характеристикам КПД вентилятора ЦЧ – 70 № 32 h = 0,8, число оборотов крыльчатки n = 250 с-1. Выбираем по полученным данным электродвигатель для чего используем КПД вентилятора и число оборотов ([3]).
Предварительно рассчитываем потребную мощность электродвигателя:
![]()
![]() , (6. 2)
, (6. 2)
где LB – производительность вентилятора, LB = 2420 м3 / ч;
Hb – развиваемое вентилятором давление, Hb = 886 Па;
K – коэффициент запаса мощности, К = 1,05 … 1,10;
hb – КПД вентилятора, hb = 0,8;
hn – КПД подшипников, hn = 0,96 … 0,97;
hp – КПД передачи (ременной или редуктора) hp = 1
![]()
![]()
Выбираем электродвигатель серии А, тип двигателя А 02 – 31 – 2, мощность 3кВт (3000 об/мин).
Похожие работы
... ». 3. Деталь «Крышка». 4. Деталь «Пластина». 5. Деталь «Скоба». 3. Разработка технологических процессов листовой штамповки деталей-представителей цеха. Технологические требования к конструкции штампованных деталей. Свойства и конструктивные элементы, которые обеспечивают наиболее простое и экономическое изготовление деталей при соблюдении технических ...

... параметров технологичности Показатели технологичности Критерии a b c d e оценка + + + + +/- Анализ параметров технологичности детали, предполагаемый метод получения которой – листовая штамповка, показывает, что деталь обладает удовлетворительной технологичностью, следовательно, ее производство в заданных условиях целесообразно на штампе ...
... 1.3. Литье под давлением Литьем под давлением называется такой метод литья, когда жидкий металл заполняет полость металлической формы (пресс-формы) под принудительно большим давлением (40 – 100 МПа). Литье под давлением является самым производительным способом изготовления тонкостенных деталей сложной конструкции и применяется в РЭС для изготовления корпусов приемников, передатчиков и других ...

... . Цм = 26 (руб/кг), Цо = 6 (руб/кг), кт = 1,5. (руб/дет). ЗАКЛЮЧЕНИЕ Исходя из проделанной курсовой работы по технологии листовой штамповки можно сделать выводы: 1. Разработан технологический процесс изготовления детали «Гайка резервуара», со следующей структурой маршрута обработки: разрезка листа на полосы, вытяжка, вырубка детали за один ход ползуна в штампе совмещённого действия. ...
0 комментариев