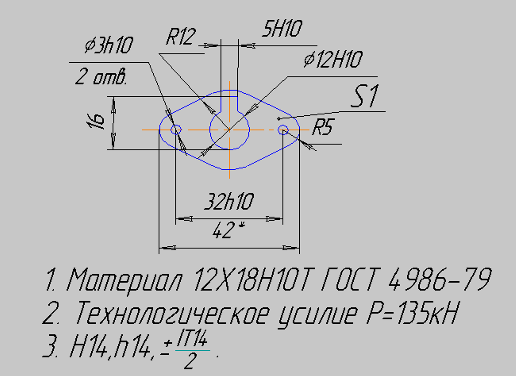
Усилие для вытяжки
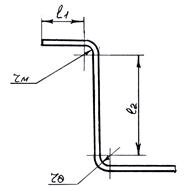
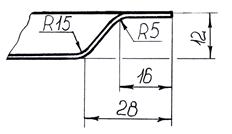
Усилие гибки
Расчет затрат на вспомогательное технологическое оборудование
Расчет затрат на хозяйственный инвентарь
Расчет фонда заработной платы основных рабочих
Расчет затрат на инструмент, оснастку и устройства, которые относятся к оборотным фондам
Технико-экономические показатели цеха
Освещенность
Снижение шума и вибраций кузнечно-прессового оборудования
Навигация
Снижение шума и вибраций кузнечно-прессового оборудования
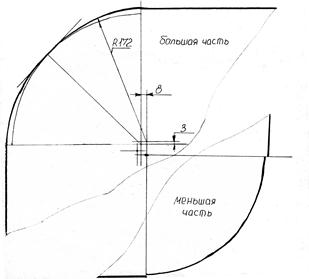
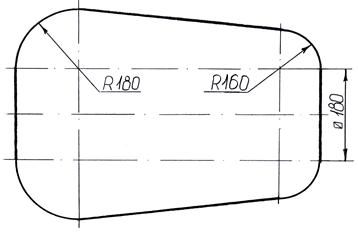
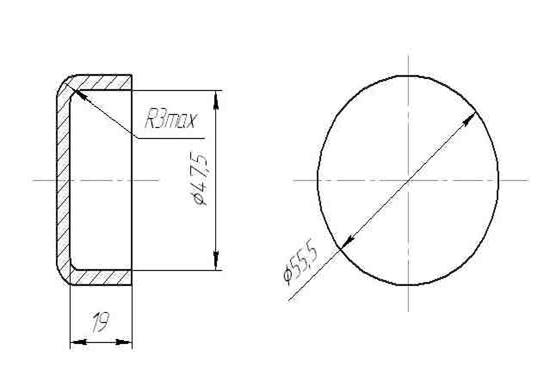
Технологические требования к конструкции штампованных деталей (часть 2)
65494
знака
20
таблиц
14
изображений
6.1.3. Снижение шума и вибраций кузнечно-прессового оборудования.
Для снижения шума при работе прессов применяется глушитель шума отработанного воздуха. На прессах применяют шумопоглощающую обшивку, экран, специальные ограждения. В соответствии с требованиями ГОСТа рабочие в цехе на рабочих местах пользуются средствами индивидуальной защиты от шума. Противошумовые наушники ВЦНИИОТ, ВЦНИИОТ – 1 и ВЦНИИОТ – 2 предназначены для защиты органов слуха от воздействия от воздействия производственных шумов с уровнем звукового давления до 110 дБ, среднечастотного до 150 дБ.
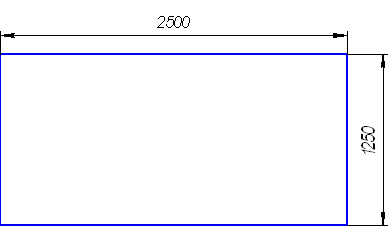
Для обеспечения нормальных санитароно-технических условий работы штамповщиков важное значение имеет снижение вибрации пола, на котором стоит рабочий. Это достигается применением виброизолированных фундаментов для штамповочных прессов с усилием 2500 кН.
Эксплуатация пресса на виброизолированных фундаментах показало, что они значительно снижают возникающие при работе колебания, улучшают условия эксплуатации конструкции здания, цеха и работы обслуживающего персонала.
Уровень вибрации в 1,5…3,5 раза ниже, чем допускаемые санитарные нормы. Для снижения уровня вибрации также применяется скошенные штампы, что позволяют дополнительно снизить уровень вибрации на 3…4 дБ.
При работе с ручными механизированными электрическими инструментами (в частности шлифовки) применяем средства индивидуальной защиты рук от вибрации. К ним относятся рукавицы, виброзащитные прокладки или пластины. Общие технические требования к средствам индивидуальной защиты от вибраций определены ГОСТ 12. 4002 – 74.
Проектируемые изготовляемые прессы с пневмо-фрикционными муфтами включения обеспечены средствами глушения шума на пути распространения воздушной струи (на пневмоклапанах).
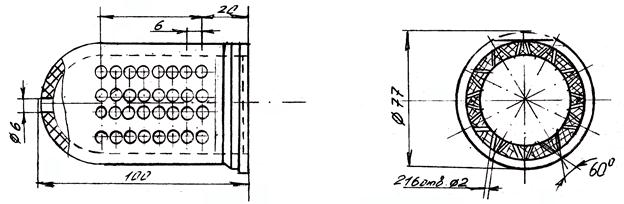
рис. 6. 2. Глушитель шума.
Глушитель шума со сферическим дном, устанавливаемых на прессах КД2124. Для глушения шума при работе прессов КД2124 разработан и внедрен глушитель шума.
Корпус глушителя представляет собой стаканчик из полиэтилена, выдерживающего высокое давление, со сферическим дном. Отработанный сжатый воздух из пневмоклапанов через клапан последовательного включения поступает в полость глушителя и проходит через 216 отверстий d = 2 мм, расположенных друг к другу под углом 60о.
6.1.4. Электробезопасность.
Электротравмы возникают при прохождении электрического тока через тело человека или попадение человека в среду электрической дуги.
Основой электробезопасности эксплуатации электроустановок в цехе является требование совершенно закрыть или сделать недоступным токоведущие части установки.
Токоведущие части рубильников, включателей плавких предохранителей, клем электродвигателей закрыты сплошными кожухами, применены блокировки кожухов, рубильников, которые не допускают его включение при снятом или не закрытом кожухе.
На всех выключателях положение включения и выключения обозначены подписями « Вкл. » и « Откл. ».
Каждая единица прессового оборудования, объединенная в автоматическую линию, должна иметь вводный выключатель ручного действия, размещенный в безопасном и удобном для обслуживания месте. Штепсельное соединение для напряжения 12 и 42 В отличаются от штепсельных соединений 110 – 220 В как по конструкции, так и по цвету.
Электропроводка в помещениях выполнена изолированными проводами. Изолированные провода, которые проложены в производственном помещении на высоте 2-х метров и менее, ограждены от возможных поверхностей, а проложенные в станках и других агрегатах и под полом заключены в специальные трубы.
Все металлические части пресса и вспомогательного оборудования, которые могут оказываться под напряжением, оснащены устройствами заземления. Для предупреждения электротравматизма применена система защитного зануления.
При работе под напряжением с разъединителями высокого напряжения и при положении временных заземлений применяют изолирующие клемы или штанги. Диэлектрические перчатки и боты относятся к дополнительным средствам защиты от поражения электрическим током. В данном проектируемом цехе применяют «заземление» и «зануление» для трехфазной четырехпроводной цепи с глухо заземленной нейтралью.
Предупреждение работающих от всевозможной опасности устанавливаются защитные ограждения опасных зон, в местах производства развешивают плакаты, предостерегающие, напоминающие, разрешающие, запрещающие.
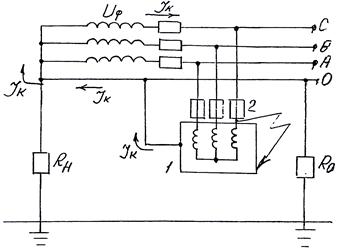 |
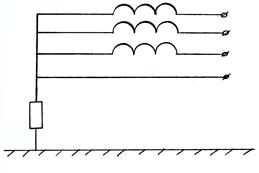
рис. 6.3. Трехфазная четырехпроводная цепь с глухозеземленной нейтралью.
рис. 6.4. Принципиальная схема зануления.
1 – корпус;
2 – предохранители, которые плавятся;
Rо – сопротивление нейтрали источника тока;
Rп – сопротивление посторного заземления;
Iк – ток короткого замыкания.
6.1.5. Обеспечение безопасности при работе на прессовом оборудовании.
Все открытые движущиеся и вращающиеся части оборудования расположены на высоте до 2,5 метров над уровнем пола, закрыты сплошными или сетчатыми ограждениями со стороной ячеек не более 10 мм. Ограждение массой более 5 кг. имеют рукоятку, скобы для их удержания при открывании или снятии.
Машины снабжены централизированной системой смазки основных трущихся частей, действующие автоматически. Включается машина только после включения системы смазки и достижения в ней установленного давления. Точки индивидуальной смазки обозначены и к ним обеспечен доступ с пола или с обслуживающих площадок. Для стекающей смазочной жидкости имеется сборник, надежно загрязнение рабочего места. Для сигнализации применяются светофильтры в соответствии с ГОСТ 15 548 – 70:
· красный – запрещающий – сигнализирующий необходимость немедленного вмешательство, указывает устройство, которое прервало процесс;
· желтый – предохраняющий – указывает на недостающий переход на автоматический цикл работы;
· зеленный – извещающий – указывает о нахождении механизмов в подготовленном к работе состоянии в нормальном давлении воздуха;
· синий – сигнализирующий – используется для указательных знаков и элементов технической информации;
· белый (прозрачный) – подтверждающий количество напряжения.
Требования безопасности к приборам управления на прессовых машинах:
1. при одновременном управлениями двумя руками система должна допускать возможность включения рабочих органов только при нажатии обеих пусковых кнопок (рычагов), которые располагаются на расстоянии не менее 300 и не более 600 мм. Каждый последующий ход после их освобождения и последующего нажатия исключается возможность пуска рабочих органов при заклинивании одной из кнопок. В мелких прессах, у которых из-за малых габаритах стола не возможно выдержать минимальное расстояние между кнопками включения, применяют пульт двурукого включения. Безопасность движения рабочих органов обеспечивается наличием 2-х рычагов для включения кнопок. Кнопки рычагов, на которые воздействует оператор, расположены на расстоянии не менее 300 мм друг от друга.
2. для педального управления (ножного)муфтой прессов в режиме одиночных ходов наиболее распространены электрические педали. Конечные переключатели в педалях для надежности имеют контакты с двойным разрывом. Система управления сблокированы так, что при работе одной системы исключается включение другой. Ножницы и пресса имеют защитные устройства опасной зоны, исключающие попадание рук под ножницы и рабочие части штампа, сблокированные с механизмом включения исключая включение без устройств. Ножницы и пресса оборудованы также двурукими управлениями машин.
Для листовых ножниц применяется защитное ограждение. Решетка расположена перед гидравлическим прижимом может поворачиваться в опарах, которые крепятся вместе с кронштейнами к станине ножниц. Когда опасная зона закрыта, опущенная решетка воздействует на конический выключатель, замыкает электрическую цепь и ножницы можно включить в работу.
Каждый пресс, на котором производится работа одиночными ходами, имеет устройства, исключающие травмирование рук в опасной зоне: двурукое включение, фотозащиту или другое устройство, обеспечивающее безопасность. Одно-кривошипные пресса усилием выше 16 т. с. и двух-кривошипные пресса усилием более 6 т. с. имеют индивидуальные электродвигатели для регулировки межштамповых пространств.
Пуск элекродвигателя регулирования межштампового пространства должен быть сблокирован с пуском пресса таким образом, чтобы во время регулирования включение пресса было не возможно.
На открытых одностоечных прессах предусмотрено ограждение кривошипно-шатунного механизма и кривошипного вала, сблокированные с пуском пресса и предотвращающие падение их частей при поломках.
Пресса с усилием 125 т. с. и более снабжены приспособлениями механизирующими или обеспечивающими работу по установки и съему штампов. Ввиду высокой скорости перемещения, автоматичности действия большой зоны обслуживания промышленными роботами (в цехе имеется роботизированный комплекс и пресса с манипуляторами), они представляют собой повышенную опасность для обслуживающего персонала и работающих на смежных участках. Поэтому роботы оснащены устройствами, обеспечивающими безопасность рабочих. При обслуживании промышленных роботов выполнены следующие мероприятия:
- запрещено движение робота рабочую зону оборудования в случаи нахождения там человека ;
- аварийная остановка робота при наезде на посторонний предмет при неправильном базировании заготовки на оборудование;
- удержание заготовки в захвате при отключении электропитания;
- запрещены перемещения робота за приделы загрузочных устройств и зон оборудования и других рабочих позиций;
- блокировку гарантирующую безусловное выполнение выше перечисленных команд;
- зона действия робота загружена и обозначена соответствующими цветами и знаками безопасности, вход в зону ограждения сблокирован с электрической цепью остановки работы.
ГОСТ 12. 2072 – 82 роботопромышленные и робототехнические участки. Требования безопасности.
Применяются также при опускании ползуна рукоотстранители. Рукоотстранитель обеспечивает отсранение рук рабочего из опасной зоны раньше, чем наступит непосредственная опасность.
6.1.6. Пожарная безопасность.
Согласно ОНТП в цехе категория пожарной опасности «Д». При проектировании цеха листовой штамповки обеспечиваем выполнение требований пожарной профилактики, предусмотренных ОНТП 24 – 86 мероприятий, установленных ведомственными указаниями и нормами, обязательные для кузнечно-прессового оборудования:
- предусморенные противопожарные разрывы между зданием цеха и соседними зданиями не менее 9 метров;
- расстояние от края проезжой части дороги или от спланированной территории не должно превышать 25 метров;
- здание имеет снаружи стальные пожарные лестницы;
- здание цеха обеспечено пожарным инвентарем (ведра, грабли, лопаты, ящики с песком и т.д.) и огнетушителями ОАХ – 0,5, ПО 10;
- в цехе предусмотрен противопожарный водопровод, который объединен с хозяйственным мытьевым и производственным водопроводом;
- количество эвакуационных выходов из здания цеха – 2 и расположены они в разных концах цеха, также для этой цели в цехе используются проезды, проходы и ворота, используемые в производственных целях;
- расстояние от наиболее удаленного мечта до эвакуационного выхода в пределах 40…50 метрах;
- ширина пожарных проездов принята 4 метра;
- ширина проходов служащих людей не менее 1 метра, приборов не менее 1…3 метров, площадок и лестниц 1,15…2,4 метра, дверей в пределах 0,8…2,4 метра.
Литература.1. Романовский В.П. Справочник по холодной штамповке – Л.: Машиностроение, 1979 г.
2. Кузнечно-прессовое оборудование, выпускаемое в 1990-91 г.г. Номенклатурный каталог. – М.: ВМИИТЭМР; 1989 г.
3. Анурьев В.И. Справочник конструктора-машиностроителя, Т.1. – М.: Машиностроение, 1979 г.
4. Норицын И.А., Шехтер В.Я., Мансуров А.М. Проектирование кузнечных и холодноштамповочных цехов и заводов. – М.: Высшая школа, 1977 г.
5. Ковалев В.А. «Автоматизация производства крупных листоштамповочных деталей».
6. Абрамов Ю.А. и др. «Экономика машиностроительного производства». М.: Высшая школа, 1988 г.
7. Методические указания к дипломному проекту. Сос. Доц. Запунных А.И., К.: НТУУ КПИ, 1996 г.
8. Охрана труда в машиностроении. Е.Я. Юдин., С.В. Белов, С.К. Баланцев и др. М.: Машиностроение, 1983 г.
9. Отраслевой каталог кузнечно-прессового оборудования.
10. Государственный комитет по ценам. Прейскурант № 18 – 01. Оптовые цены на станки металлорежущие. Книга 1, прейскурант, М. 1981 г.
11. Государственный комитет по ценам. Прейскурант № 18 – 03. Оптовые цены на машины кузнечно – прессовые. Книга 1, прейскурант, М. 1981 г.
12. http://www.colibrys.kiev.ua/SAIT/kiaz.htm
13. http://www.price-list.kiev.ua/cgi-bin/test/pr.pl
Похожие работы
... ». 3. Деталь «Крышка». 4. Деталь «Пластина». 5. Деталь «Скоба». 3. Разработка технологических процессов листовой штамповки деталей-представителей цеха. Технологические требования к конструкции штампованных деталей. Свойства и конструктивные элементы, которые обеспечивают наиболее простое и экономическое изготовление деталей при соблюдении технических ...

... параметров технологичности Показатели технологичности Критерии a b c d e оценка + + + + +/- Анализ параметров технологичности детали, предполагаемый метод получения которой – листовая штамповка, показывает, что деталь обладает удовлетворительной технологичностью, следовательно, ее производство в заданных условиях целесообразно на штампе ...
... 1.3. Литье под давлением Литьем под давлением называется такой метод литья, когда жидкий металл заполняет полость металлической формы (пресс-формы) под принудительно большим давлением (40 – 100 МПа). Литье под давлением является самым производительным способом изготовления тонкостенных деталей сложной конструкции и применяется в РЭС для изготовления корпусов приемников, передатчиков и других ...

... . Цм = 26 (руб/кг), Цо = 6 (руб/кг), кт = 1,5. (руб/дет). ЗАКЛЮЧЕНИЕ Исходя из проделанной курсовой работы по технологии листовой штамповки можно сделать выводы: 1. Разработан технологический процесс изготовления детали «Гайка резервуара», со следующей структурой маршрута обработки: разрезка листа на полосы, вытяжка, вырубка детали за один ход ползуна в штампе совмещённого действия. ...
0 комментариев