Усилие для вытяжки
Усилие гибки
Расчет затрат на вспомогательное технологическое оборудование
Расчет затрат на хозяйственный инвентарь
Расчет фонда заработной платы основных рабочих
Расчет затрат на инструмент, оснастку и устройства, которые относятся к оборотным фондам
Технико-экономические показатели цеха
Освещенность
Снижение шума и вибраций кузнечно-прессового оборудования
Навигация
Расчет затрат на инструмент, оснастку и устройства, которые относятся к оборотным фондам
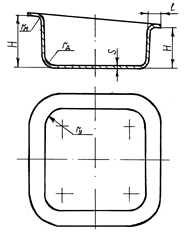
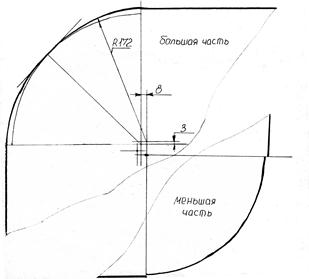
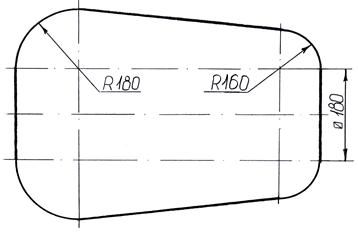
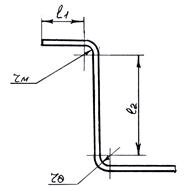
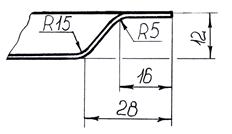
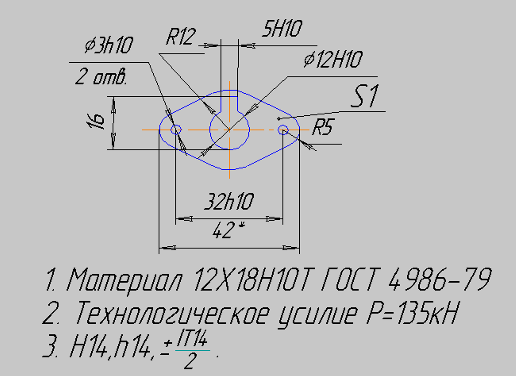
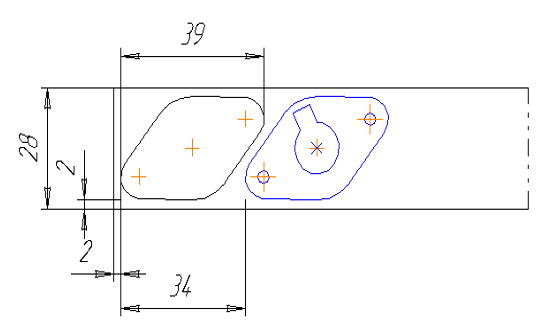
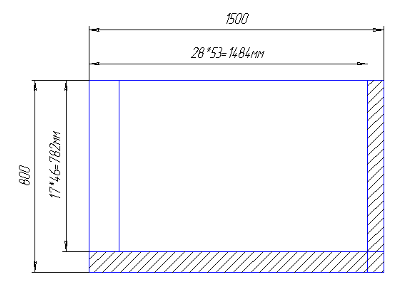
Технологические требования к конструкции штампованных деталей (часть 2)
65494
знака
20
таблиц
14
изображений
5.2.3. Расчет затрат на инструмент, оснастку и устройства, которые относятся к оборотным фондам.
Допускается определение затрат на такой инструмент в процентах от балансовой стоимости оборудования, которое его использует:
Сін = ![]() ,
(5. 21)
,
(5. 21)
kін = 10 ¸ 20%
Расчет затрат приведен в таблице 5. 13.
Таблица 5. 13. – Затраты на малоценный инструмент, оснастку и устройства
| Наименование оснащения (марка, модель) | Ко, грн | kін | Сін, грн | |
| Единицы | Общая | |||
| Пресс КБ3534А | 372000 | 0,15 | 55800 | 279000 |
| Пресс КД23221 | 24750 | 3712,5 | 3712,5 | |
| Пресс КД2126К | 24000 | 3600 | 7200 | |
| Пресс КВ2536 | 316500 | 47475 | 94950 | |
| Пресс КД2128 | 23850 | 3577,5 | 3577,5 | |
| Ножницы КА3221 | 117000 | 17550 | 35100 | |
| Станок серлильны 2М112й | 10500 | 1575 | 3150 | |
Всего: Сін = 426690 грн.
5.2.4. Общепроизводственные затраты.
Эти затраты включаются в себестоимость продукции пропорционально затратам на основную заработную плату:
Сзв
= kзв ![]() Зосн = 0,7 ´ 171201,38 = 119840,97, (5. 22)
Зосн = 0,7 ´ 171201,38 = 119840,97, (5. 22)
где kзв норматив общепроизводственных затрат, kзв = 0,7…1,0
5.2.5. Расчет общехозяйственных затрат.
Эти затраты распределяются между разными видами продукции аналогично поэтому, как распределяются общепроизводственные затраты:
Сзг = kзг![]() Зосн =
119840,97 (5.23)
Зосн =
119840,97 (5.23)
где kзг – норматив общехозяйственных затрат, kзг = 0,7…1.0
5.2.6. Расчет непроизводственных (коммерческих) затрат.
Эти затраты относятся на себестоимость продукции пропорционально производственной себестоимости. Норматив коммерческих затрат kпв принять равным 0,02…0,05:
Спр = kпв (См + СЕЕ + Сз +Сін +Сзв +Сзг) ![]() kпв
(5. 24)
kпв
(5. 24)
Себестоимость (С) продукции – это денежная форма затрат на изготовление и сбыт данной продукции. Себестоимость рассчитывается по калькуляционным статьям по для базового варианта (1) и варианта, который проектируется (2) в таблице 5. 14.
Таблица 5. 14. – Калькуляция себестоимости годового объема продукции цеха
| № п/п | Статья калькуляций | С1 | С2 |
| 1 | Основные материалы и полуфабрикаты (См) | 12428352 | 11428351,56 |
| 2 | Енергоносители для технологических целей (СЕЕ) | 800220 | 755093,85 |
| 3 | Фонд зароботной платы основных работников (Сз) | 21839 | 21739,25 |
| 4 | Малоценный инструмент, оснастка и приспособления (Сін) | 447590 | 426690 |
| 5 | Общепроизводственные затраты (Сзв) | 130550,03 | 119840,97 |
| 6 | Общехозяйственные затраты (Сзг) | 130550,03 | 119840,97 |
| 7 | Непроизводственные (коммерчиские) затрати (Спв) | 422926,9 | 389197,1 |
| Полная себестоимость | 1459419,23 | 1342691,67 |
5.3. Расчет годового экономического эффекта Эр, и срока окупаемости капитальных вложений Ток.
Годовой экономический эффект - это суммарная экономия всех видов затрат (текущих С и капитальных К ), рассчитывается по формуле:
Эр = (С1 + Ен![]() К1) – (C2 + Ен
К1) – (C2 + Ен![]() К2) = (1459419,23 + 0,15 ´ 1216388,8) – (1342691,67 + 0,15 ´ 1108544,83) = 282904,16 грн, (5. 25)
К2) = (1459419,23 + 0,15 ´ 1216388,8) – (1342691,67 + 0,15 ´ 1108544,83) = 282904,16 грн, (5. 25)
где Ен – нормативный коэффициент эффективности капиталовложений, Ен = 0,15.
В этом случае критерием эффективности проекта является коэффициент эффективности:
Е = ![]() > Ен
(5. 26)
> Ен
(5. 26)
Е = ![]() = 0,19 > 0,15
= 0,19 > 0,15
Похожие работы
... ». 3. Деталь «Крышка». 4. Деталь «Пластина». 5. Деталь «Скоба». 3. Разработка технологических процессов листовой штамповки деталей-представителей цеха. Технологические требования к конструкции штампованных деталей. Свойства и конструктивные элементы, которые обеспечивают наиболее простое и экономическое изготовление деталей при соблюдении технических ...

... параметров технологичности Показатели технологичности Критерии a b c d e оценка + + + + +/- Анализ параметров технологичности детали, предполагаемый метод получения которой – листовая штамповка, показывает, что деталь обладает удовлетворительной технологичностью, следовательно, ее производство в заданных условиях целесообразно на штампе ...
... 1.3. Литье под давлением Литьем под давлением называется такой метод литья, когда жидкий металл заполняет полость металлической формы (пресс-формы) под принудительно большим давлением (40 – 100 МПа). Литье под давлением является самым производительным способом изготовления тонкостенных деталей сложной конструкции и применяется в РЭС для изготовления корпусов приемников, передатчиков и других ...

... . Цм = 26 (руб/кг), Цо = 6 (руб/кг), кт = 1,5. (руб/дет). ЗАКЛЮЧЕНИЕ Исходя из проделанной курсовой работы по технологии листовой штамповки можно сделать выводы: 1. Разработан технологический процесс изготовления детали «Гайка резервуара», со следующей структурой маршрута обработки: разрезка листа на полосы, вытяжка, вырубка детали за один ход ползуна в штампе совмещённого действия. ...
0 комментариев