Усилие для вытяжки
Усилие гибки
Расчет затрат на вспомогательное технологическое оборудование
Расчет затрат на хозяйственный инвентарь
Расчет фонда заработной платы основных рабочих
Расчет затрат на инструмент, оснастку и устройства, которые относятся к оборотным фондам
Технико-экономические показатели цеха
Освещенность
Снижение шума и вибраций кузнечно-прессового оборудования
Навигация
Расчет фонда заработной платы основных рабочих
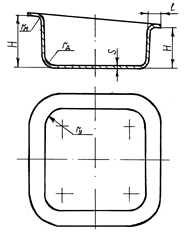
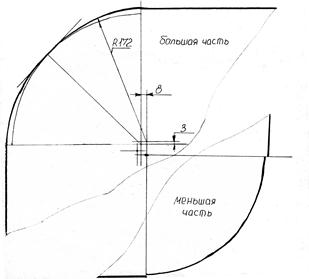
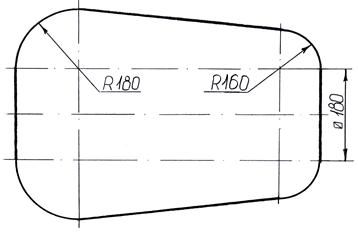
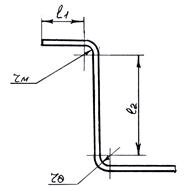
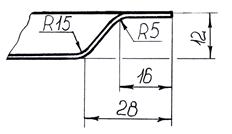
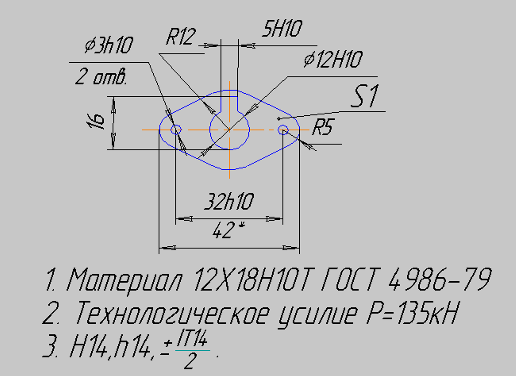
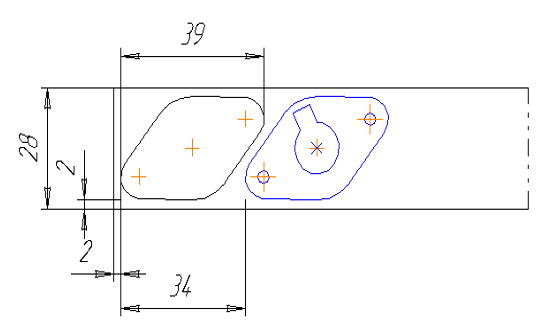
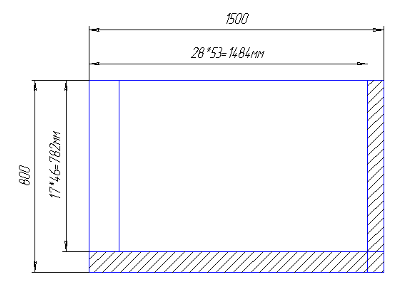
Технологические требования к конструкции штампованных деталей (часть 2)
65494
знака
20
таблиц
14
изображений
5.2.3. Расчет фонда заработной платы основных рабочих.
Учетная численность основных рабочих, которые необходимы для изготовления деталей і- го наименования, определяются:
ЧОБі =  (5. 19)
(5. 19)
При расчете соответствующей действительности годового фонда времени надо учесть, что рабочий работает только одну смену: Зм = 1.
Результаты расчетов сводим в таблицу 5. 11.
Таблица 5. 11. – Учетный состав основных рабочих
| Наименование деталей и операций | Тшк, мин | Q, шт | kвн | Состав работников | |||
| профессия | разряд | Fд, ч | количество | ||||
| Коробка: | 1,1 | 1915,2 | 6,2 | ||||
| Транспортировка | 0,25 | 150000 | штамповщик | 4 | 0,3 | ||
| Разрезка | 0,63 | 0,74 | |||||
| Вырубка | 0,72 | 0,86 | |||||
| Вытяжка | 1,12 | 1,32 | |||||
| Вытяжка | 0,95 | 1,12 | |||||
| Калибровка | 0,89 | 1,06 | |||||
| Обсечка | 0,68 | 0,8 | |||||
| Крышка: | 5,1 | ||||||
| Транспортировка | 0,32 | 150000 | штамповщик | 5 | 0,38 | ||
| Разрезка | 0,56 | 0,66 | |||||
| Вырубка | 0,8 | 0,94 | |||||
| Вытяжка | 1,06 | 1,26 | |||||
| Гибка | 0,89 | 1,06 | |||||
| Обсечка | 0,68 | 0,8 | |||||
| Крышка: | 5,32 | ||||||
| Транспортировка | 0,34 | 250000 | штамповщик | 4 | 0,68 | ||
| Резка | 0,22 | 0,44 | |||||
| Вырубка | 0,55 | 1,1 | |||||
| Вытяжка | 1,02 | 2,04 | |||||
| Пробивка | 0,53 | 1,06 | |||||
| Пластина: | 2,76 | ||||||
| Транспортировка | 0,34 | 225000 | штамповщик | 3 | 0,6 | ||
| Резка | 0,38 | 0,68 | |||||
| Вырубка | 0,83 | 1,48 | |||||
| Скоба: | 9,24 | ||||||
| Транспортировка | 0,33 | 300000 | штамповщик | 5 | 0,78 | ||
| Резка | 0,41 | 0,98 | |||||
| Вырубка | 0,82 | 1,94 | |||||
| Механическая обработка | 1,55 | токарь | 5 | 3,68 | |||
| гибка | 0,78 | штамповщик | 5 | 1,86 | |||
Всего Чог = 34 чел.
В связи с тем, что в одну смену одни ножницы обслуживаются двумя рабочими, следовательно двое ножниц в одну смену обслуживают 4 человека, отсюда общее количество рабочих 34 человека.
Общий фонд заработной платы, Ззаг состоит из основного, Зосн и дополнительного Здод фондов.
В основной фонд входят: прямая заработная плата, Зп, и премии Зпр.
Прямая заработная плата основного рабочего за год:
Зпі = ![]() , (5. 20)
, (5. 20)
где Чсі – тарифная ставка і- го рабочего j- го разряда за час, грн;
k1 – коэффициент доплат за профессиональное мастерство и совмещение профессий:
для 3-ого разряда: k1 = 1,08;
для 4-ого разряда: k1 = 1,1;
для 5-ого разряда: k1 = 1,8;
k2 – коэффициент доплат за условия работы, k2 = 1,06.
Тарифные ставки берутся по данным базового варианта.
Премии Зпр в процентном соотношении к прямой заработной плате составляет 30%.
Дополнительный фонд заработной платы Здод составляет 10% от основного фонда Зосн
На сумму основного и дополнительного фонда начисляется 2% в фонд страхования, 32% к пенсионному фонду, 2,5% к фонду занятости.
Результаты расчета затрат на заработную плату сводим в таблицу 5. 12.
Таблица 5. 12. – Затраты на заработную плату основных рабочих
| Состав работников | Чс, грн/час | Fд, час | k1 | k2 | Зп, грн | ||
| Профессия | Розряд | Количество | |||||
| штамповщик | 3 | 5 | 1,45 | 1915,2 | 1,08 | 1,06 | 15895,78 |
| 4 | 14 | 1,6 | 1,1 | 50021,96 | |||
| 5 | 15 | 1,8 | 1,8 | 65775,63 | |||
Всего:прямая зарплата: Зп = 131693,37 грн.
премии: Зпр = 0,3 ´ Зп = 35508,01 = грн
основной фонд: Зосн = Зп + Зпр = 171201,38 грн
дополнительный фонд: Здод = 0,1 ![]() Зосн = 17120,14 грн;
Зосн = 17120,14 грн;
общий фонд: Ззаг = Зосн + Здод = 188321,52 грн;
начисления: Зн = 0,365 ´ Ззаг = 68737,35 грн;
Затраты на заработную плату: Сз = Ззаг + Зн = 257058,87 грн.
Похожие работы
... ». 3. Деталь «Крышка». 4. Деталь «Пластина». 5. Деталь «Скоба». 3. Разработка технологических процессов листовой штамповки деталей-представителей цеха. Технологические требования к конструкции штампованных деталей. Свойства и конструктивные элементы, которые обеспечивают наиболее простое и экономическое изготовление деталей при соблюдении технических ...

... параметров технологичности Показатели технологичности Критерии a b c d e оценка + + + + +/- Анализ параметров технологичности детали, предполагаемый метод получения которой – листовая штамповка, показывает, что деталь обладает удовлетворительной технологичностью, следовательно, ее производство в заданных условиях целесообразно на штампе ...
... 1.3. Литье под давлением Литьем под давлением называется такой метод литья, когда жидкий металл заполняет полость металлической формы (пресс-формы) под принудительно большим давлением (40 – 100 МПа). Литье под давлением является самым производительным способом изготовления тонкостенных деталей сложной конструкции и применяется в РЭС для изготовления корпусов приемников, передатчиков и других ...

... . Цм = 26 (руб/кг), Цо = 6 (руб/кг), кт = 1,5. (руб/дет). ЗАКЛЮЧЕНИЕ Исходя из проделанной курсовой работы по технологии листовой штамповки можно сделать выводы: 1. Разработан технологический процесс изготовления детали «Гайка резервуара», со следующей структурой маршрута обработки: разрезка листа на полосы, вытяжка, вырубка детали за один ход ползуна в штампе совмещённого действия. ...
0 комментариев