Усилие для вытяжки
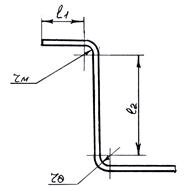
Усилие гибки
Расчет затрат на вспомогательное технологическое оборудование
Расчет затрат на хозяйственный инвентарь
Расчет фонда заработной платы основных рабочих
Расчет затрат на инструмент, оснастку и устройства, которые относятся к оборотным фондам
Технико-экономические показатели цеха
Освещенность
Снижение шума и вибраций кузнечно-прессового оборудования
Навигация
Освещенность
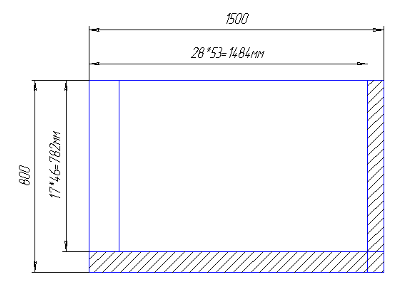
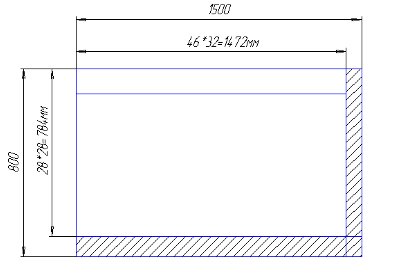
Технологические требования к конструкции штампованных деталей (часть 2)
65494
знака
20
таблиц
14
изображений
6.1.2. Освещенность.
Цех листовой штамповки авиационного завода работает в две смены, следовательно цех не может полностью в течении рабочего времени быть обеспеченным естественным светом, а также в дневную смену в зимнее время и в пасмурную погоду части требуется искусственное освещение.
Искусственное освещение выполняется системой общего освещения. Для освещения помещения высотой более 6 метров, а наш цех имеет высоту 8б4 метра, применяют лампы высокого давления ДРЛ, ДРИ. При использовании этих ламп и системы общего освещения равномерное освещение горизонтальной поверхности для расчета применяется метод горизонтальной поверхности коэффициента использования светового потока. Световой поток лампы:
![]() , (6. 3)
, (6. 3)
где Ен – нормируемое значение освещенности, Ен = 200 Лк;
S – площадь освещенного помещения, S = 1980 м2;
k3 – коэффициент запаса, учитывающий зануленность помещения и уменьшение светового потока лампы в процессе эксплуатации (для газоразрядных ламп) при содержании в рабочей зоне пыли от 1…5 на 1 м2, k3 = 1,8;
Z – коэффициент неравномерности освещения, Z = 1,15;
N – количество светильников в помещении цеха;
h - коэффициент использования светового потока, устанавливается в зависимости от индекса помещения и коэффициента отражения потока rn, смен rc, рабочей поверхности или пола rp, h = 0,71.![]()
Количество светильников в помещении цеха рассчитывается по формуле:
![]() ,
(6. 4)
,
(6. 4)
где l1 и l2 – расстояние между светильниками в ряду и между смежными рядами светильников.
Принимаем для цеха листовой штамповки лампы типа ДРЛ (газоразрядные лампы) дожде-защитные РСП05 – 1000 – 103, мощность лампы 1000 Вт, диаметр лампы 610 мм, высота 677 мм.
![]() шт, принимаем расчетное количество светильников 28 штук.
шт, принимаем расчетное количество светильников 28 штук.
![]() , (6. 5)
, (6. 5)
где а длина помещения;
b – ширина помещения;
h – высота подвеса светильников над освещаемой поверхностью,
h = H – hc – hp, (6. 6)
где H – высота помещения цеха, Н = 8,4 м;
hp – высота рабочей поверхности пола, hp = 1,2 м;
hc – высота светильника, hc = 0,6777 м;
h = 8,4 – 0,677 – 1,2 = 65 м
При i = 3 коэффициент использования светового потока h = 0,5
![]() Лм
Лм
При полученной величине светового потока, равного 56000 Лм, лампа ДРЛ 1000 подходит по по параметрам к выбранной мощности лампы – 1000 Вт, напряжение сети - 220 В, световой поток – 57000 Лм. Размер лампы диаметр 181 мм, длинна подвеса 410 мм, тип цокола Е 40.
Для цеха листовой штамповки применяем совмещенное освещение. Естественное освещение в цехе – боковое, оно осуществляется через световые проемы в наружных стенах.
Основная задача производства создать наилучшие условия труда и условия видения. Эта задача осуществляется только осветительной системой, отвечающей следующим требованиям. Характеру зрительной работы должна соответствовать такая освещенность, которая должна соответствовать следующим параметрам:
· объект различия – размер рассматриваемого предмета, отдельная его часть или дефект, который надо видеть во время работы. Для цеха листовой штамповки применяем наименьший размер объекта различения 0,3…0,5 мм – это соответствует высокой точности характера зрительной работы;
· фон – поверхность, прилегающая непосредственно к объекту различения, на которой он рассматривается, характеризуется коэффициентом отражения, зависит от цвета и фактуры поверхности, значения которого находятся в пределах 0,02…0,95. Коэффициент отражения поверхности в цехе 0,2…0,4, по этому коэффициенту соответствует светлый (серый) фон;
· контраст объекта с фоном – характеризуется соотношением яркости рассматриваемого объекта и фона.
Для повышения равномерности естественного освещения цеха, осуществляется общее освещение. Светлая краска потолка, стен и производственного оборудования способствует созданию равномерного распределения яркостей в зоне зрения. Блескость – это повышение яркости светящихся поверхностей, вызывающая нарушения зрительных функций (ослепительность). Прямую блескость, яркость источников света, уменьшаем правильным выбором защитного угла светильника, увеличением высоты подвеса светильника. Отраженную блескость уменьшаем правильным выбором светового потока на рабочем месте, на рабочую поверхность, заменяем где можно матовыми повехностями блистяшие.
Величину освещенности устанавливаем в зависимости от характера зрительной работы, которую определяют наименьшим размером объекта размещения, контраста объема с фоном и характеристикой фона. В нашем случае разряд зрительной работы 3-й (высокой точности) подразряд зрительной работы (контраст объекта с фоном – средний, характеристика фона – светлый). Расчет естественного освещения проводим по СН и П – П – 4 – 79 «Стрительные нормы и правила»:
· площадь светлых проемов:
S0 = 508,4 м2;
· при боковом освещении цеха:
![]() , (6. 7)
, (6. 7)
где So площадь световых проемов, Sо = 508,4 м2;
Sn – площадь пола помещения, Sn = 1440 м2;
Ln – нормированное значение;
K3 – коэффициент запаса, K3 = 1,5
hо – световая характеристика, hо = 6,5
Kзд – коэффициент, учитывающий окон противостоящими зданиями, Kзд = 1,2;
rо – коэффициент светоспускания:
rо = r1 ´ r2 ´ r3 ´ r4 ´ r5, (6. 8)
где r1 - коэффициенты светопропускания материала (стекло листовое солнцезащитное), r1 = 0,65
r2 – коэффициент, учитывающий потери света в светопроемах (вид переплета двойной, окна двойные открывающиеся), r2 = 0,6;
r3 - коэффициент, учитывающий потери света в несущих конструкциях, r3 = 0,9;
r4 - коэффициент, учитывающий потери света в солнцезащитных устройствах, r4 = 0,8;
r5 - коэффициент, учитывающий потери света в защитной сетке, установленной под фонарями, r5 = 0,9
rо = 0,65 ´ 0,6 ´ 0,9 ´ 0,8 ´ 0,9 = 0,25
![]()
Следовательно, естественного света не достаточно для освещения цеха, требуется также искусственное освещение.
Проверка коэффициента естественного освещения (К, l, С) при боковом освещении:
![]() ,
(6. 9)
,
(6. 9)
где Еб геометрическое (К, l, С) в расчетной точке при боковом освещении, учитывающий прямой свет неба, Еб = 1,5;
g – коэффициент, учитывающий неравномерную яркость облачного неба, g = 1;
R - коэффициент, учитывающий яркость противоположного здания (кирпич или бетон), R = 0,22;
n1 - коэффициент, учитывающий повышение (К, l, С) при боковом освещении благодаря свету, отраженному от поверхностей помещений и подстилающего слоя прилегающего здания, n1 = 1,25
![]() ,
,
![]() (6. 10)
(6. 10)
![]()
ЕН < ЕФ
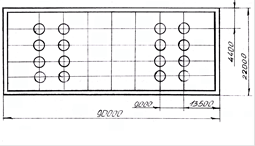 |
План размещения на потолке цеха светильников типа ламп ДРЛ – 1000: светильники размещены на потолке в 7 рядов по 4 штуки в ряду (рис. 8. 1.).
рис. 6.1. Размещение светильников на потолке.
Похожие работы
... ». 3. Деталь «Крышка». 4. Деталь «Пластина». 5. Деталь «Скоба». 3. Разработка технологических процессов листовой штамповки деталей-представителей цеха. Технологические требования к конструкции штампованных деталей. Свойства и конструктивные элементы, которые обеспечивают наиболее простое и экономическое изготовление деталей при соблюдении технических ...

... параметров технологичности Показатели технологичности Критерии a b c d e оценка + + + + +/- Анализ параметров технологичности детали, предполагаемый метод получения которой – листовая штамповка, показывает, что деталь обладает удовлетворительной технологичностью, следовательно, ее производство в заданных условиях целесообразно на штампе ...
... 1.3. Литье под давлением Литьем под давлением называется такой метод литья, когда жидкий металл заполняет полость металлической формы (пресс-формы) под принудительно большим давлением (40 – 100 МПа). Литье под давлением является самым производительным способом изготовления тонкостенных деталей сложной конструкции и применяется в РЭС для изготовления корпусов приемников, передатчиков и других ...
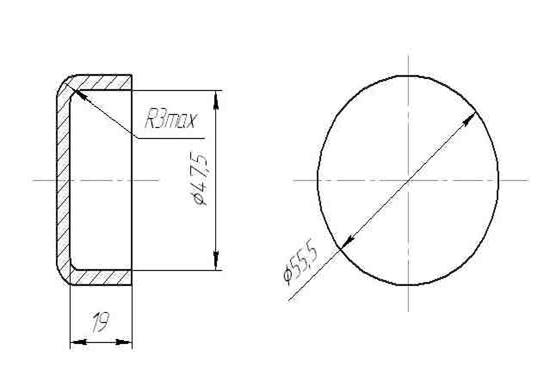

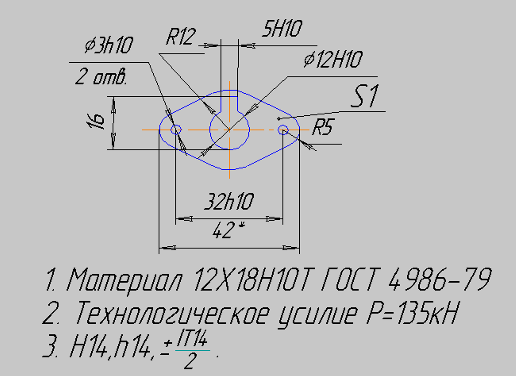
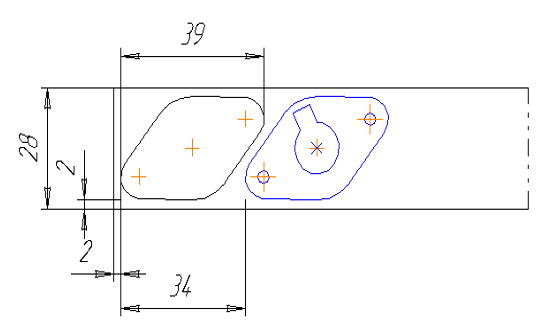
... . Цм = 26 (руб/кг), Цо = 6 (руб/кг), кт = 1,5. (руб/дет). ЗАКЛЮЧЕНИЕ Исходя из проделанной курсовой работы по технологии листовой штамповки можно сделать выводы: 1. Разработан технологический процесс изготовления детали «Гайка резервуара», со следующей структурой маршрута обработки: разрезка листа на полосы, вытяжка, вырубка детали за один ход ползуна в штампе совмещённого действия. ...
0 комментариев