Определение массы заготовки, полученной методом штамповки на КГШП
Проектирование плана обработки
Определение МОП внутренней цилиндрической поверхности
Определение МОП длиннового размера 29 мм
Расчёт межоперационных припусков и технологических размеров
Расчет припусков длиннового размера 10 мм методом размерных цепей
Расчет режимов резания на операцию № 035 зубофрезерная
Техническое нормирование операций
Техническое нормирование на операцию № 015
Расчет приспособления на прочность
Навигация
Определение массы заготовки, полученной методом штамповки на КГШП
Изготовление детали и участка механосборочного цеха
45694
знака
46
таблиц
32
изображения
1.3.2 Определение массы заготовки, полученной методом штамповки на КГШП.
В соответствии с [4] установлены следующие характеристики штамповки:
класс точности………………………………......Т2
группа стали…………………………………….МЗ
степень сложности……………………………...С1
уклоны для наружных поверхностей…………3±1°
радиусы закругления, мм………………………2
Масса штампованной заготовки определяется с помощью системы
Компас-ЗD путем измерения массово-центровочных характеристик.
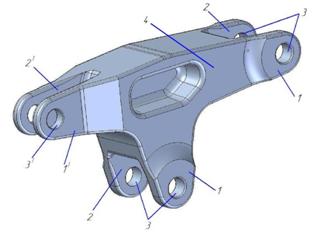
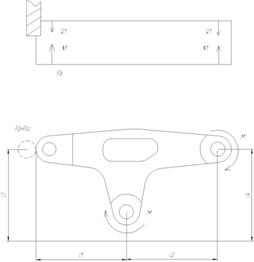
Эскиз заготовки, полученной методом штамповки на КГШП представлен на рисунке 1.1
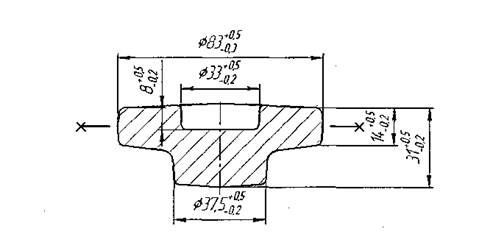
Рисунок 1.1 - Эскиз заготовки, полученной методом штамповки на КГШП
Q=0,759 кг
1.3.3 Определение массы заготовки, полученной методом проката
В виде заготовки для данной детали принимаем сортовой гарячекатанный круглый прокат нормальной точности, Ø85 мм.
Масса заготовки из проката определяется путем измерения массово-центровочных характеристик в системе Компас-ЗD
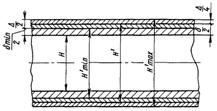
Эскиз заготовки, полученной методом проката представлен на рисунке 1.2
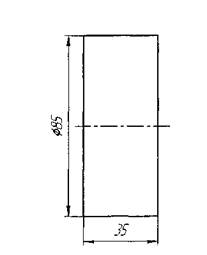
Рисунок 1.2 - Эскиз заготовки из проката.
1.3.4 Стоимость одной заготовки, полученной разными методами
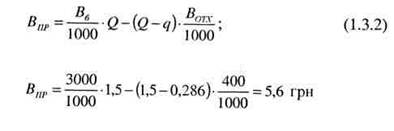
а) Метод гарячей штамповки

где В6 - базовая стоимость 1 т заготовок, грн
Q, q - масса заготовки и детали соответственно, кг
КТ,КМ,КВ,К3,КП - коэффициенты, которые учитывают соответственно материал, класс точности, группу сложности, массу заготовки, программу выпуска.

ВОТХ - стоимость 1 т стружки, грн
б) Метод проката
Результаты расчетов сводим в табл. 1.2.
1.3.5 Расчет коэффициента использования материала заготовок
Коэффициент использования материала:

При сравнении двух способов получения заготовок видим, что ВКГШП < ВПР при ηКГШП < ηПР . Из этого следует, что в качестве заготовки в данном случае выбираю штамповку на КГШП.
Годовые сбережения по стоимости изготовления заготовок, грн:

Дополнительно использованный вес материала при получении заготовок прокатом, кг:

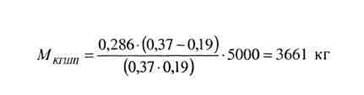
Таблица 1.2- Сравнительная таблица
| Показатели | Обозначение | Единицы | Вариант | |
| измерения | КГШП | Прокат | ||
| Вес заготовки | Q | кг | 0,759 | 1,5 |
| Базовая стоимость 1 т. заготовок | Вб | грн. | 4000 | 3000 |
| Коэффициенты | КТ | - | 1 | - |
| КМ | - | 1,22 | - | |
| КВ | - | 0,79 | - | |
| КЗ | - | 0,87 | - | |
| КП | - | 0,8 | - | |
| Стоимость 1 т. стружки | ВОТХ | грн. | 400 | 400 |
| Стоимость одной заготовки | В | грн. | 2,25 | 5,6 |
| Коэффициент использования материала | η | - | 0,37 | 0,19 |
Похожие работы
... заготовки в рабочей зоне при помощи контрольно-измерительных щупов для задания нуля управляющей программы. Таким образом, используемое оборудование отвечает всем условиям и техническим требованиям изготовления детали. Этап №1, обработка производится в тисках. Переход №1 Черновая обработка поверхности. Используем фрезу ø20мм: Корпус HP E90AN D20-4-C20-07-С Держатель HSK A63 ER ...
... - определить тип производства и выбрать вид его организации - разработать технологический процесс сборки крана вспомогательного тормоза локомотива - разработать технологический процесс изготовления корпуса - проектирование технологической оснастки - планировка участка механосборочного цеха - экономическая часть. Основной задачей дипломного проекта является систематизация, закрепление и расширение ...
... – сторожа, гардеробщики, уборщицы бытовых и конторских помещений. 6. Основные задачи проектирования механосборочных производств - технологические, экономические, организационные. В общем виде задача проектирования может быть сформулирована следующим образом: спроектировать цех (участок) обеспечивающий выпуск изделий определенной номенклатуры требуемого качества с заданной программой ...
... , технологической, транспортной и по генеральному плану. К технологическим относятся следующие рабочие чертежи: 1. монтажные планы и разрезы цеха; 2. чертежи транспортных устройств и средств комплексной механизации. Проектирование механосборочного производства ведут в соответствии с действующими нормами, правилами, инструкциями и стандартами, а затем разработанные проекты подвергают экспертизе. ...
0 комментариев