Определение массы заготовки, полученной методом штамповки на КГШП
Проектирование плана обработки
Определение МОП внутренней цилиндрической поверхности
Определение МОП длиннового размера 29 мм
Расчёт межоперационных припусков и технологических размеров
Расчет припусков длиннового размера 10 мм методом размерных цепей
Расчет режимов резания на операцию № 035 зубофрезерная
Техническое нормирование операций
Техническое нормирование на операцию № 015
Расчет приспособления на прочность
Навигация
Техническое нормирование на операцию № 015
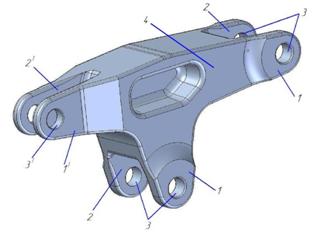
Изготовление детали и участка механосборочного цеха
45694
знака
46
таблиц
32
изображения
1.5.7 Техническое нормирование на операцию № 015
Основное время tО=1,88 мм
Подготовительно- заключительное время:
![]()
где Тп-з1 – затраты времени на:
- получение технологической документации 8 мин;
- инструктаж мастера 4 мин;
- установку рабочих органов станка 5 мин;
- установку перфоленты 3 мин;
Тогда Тп-з1=8+4+5+3=20 мин ([5] табл. 13 стр. 609)
Тп-з2 - затраты, учитывающие дополнительные работы 6 мин ([5] табл. 13 стр. 609)
Тп-з3=5 мин
Тп-з3=20+6+5=31 мин
Вспомогательное время:
Тв=Тву+Тмв мин (1.5.22)
Тву - время на установку и снятие заготовки
Тву=0,18·2=0,36 мин ([2] табл. 5.1 стр. 197)
Тмв - машинно-вспомогательное время
Тмв=Твкл+Тпов р г+Тподв/отв=0,01+2-0,04+6-0,025=0,24 мин (1.5.23)
Твкл - на включение станка;
Тпов р г - на поворот револьверной головки;
Тподв/отв - на быстрый подвод/отвод резца;
Тобс - время на обслуживание рабочего места;
Тп - время на личные потребности;
Тв=0,36+0,24=0,6 мин
Время на обслуживание рабочего места, отдых и естественные надобности
Пользуясь источником [8, стр.136, карта 49] время на обслуживание
рабочего места при работе фрезами из стали, для станка с высотой центров 150 мм аобс=4% от оперативного времени.
Время на отдых и естественные надобности при выполнении работ с механической подачей составит аотд=4 % от оперативного времени. Тогда время на обслуживание рабочего места, отдых и естественные надобности будет равно согласно формуле (9.5)
Штучное время на операцию, мин
![]()
Штучно-калькуляционное время на операцию, мин
2. Конструкторская часть
2.1 Конструирование рабочего приспособления
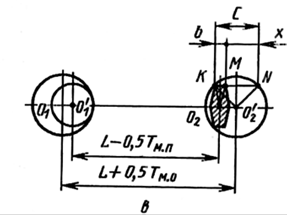
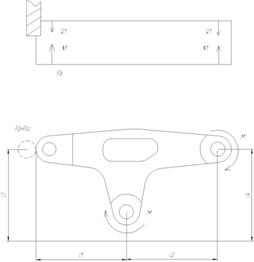
Схема для расчета погрешности базирования и силы зажима в рабочем приспособлении представлена на рис.2.1
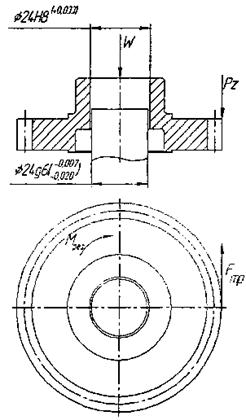
Рисунок 2.1- Схема для расчета погрешности базирования и силы зажима в рабочем приспособлении
При установке детали на жесткий цилиндрический палец и плоскость (как в данном случае) погрешность установки рассчитывается по формуле 2.1.1
![]()
где εб - погрешность базирования
εз - погрешность закрепления; в данном случае εз=0

Тп -допуск на палец
То - допуск на базовое отверстие
Δ - величина радиального гарантированного зазора для свободной установки детали. Т. к. посадка на палец выполнена в системе отверстия, то величина 2Δ будет равна верхнему отклонению поля допуска на палец. Значит 2Δ=0,007 мм
2.1.1 Расчет силы зажима в приспособлении
Данная схема установки не учитывает трение в точке приложения силы
зажима W. Исходная величина расчетов - суммарный момент резания (ΣМрез), действующий на заготовку в процессе обработки.
Условие статического равновесия
 | |||
где

откуда
f- коэффициент трения покоя f=0,25 ([1] табл 4.18 стр 149)
![]()
Pz- сила резания при зубофрезеровании
![]()
Ср - постоянный коэффициент; х,у -показатели степени ([1] табл 4.15 стр

Действительная сила зажима
![]()
Где К - коэффициент запаса закрепления ([1] стр 139)
![]()
К0 - гарантированный коэффициент запаса закрепления
К1 - коэффициент, учитывающий наличие случайных неровностей на
поверхности детали
К2 - коэффициент, учитывающий увеличение сил резания из-за
прогрессивного износа инструмента
КЗ - характеризует зажимное приспособление с точки зрения постоянства
развивающих сил
К4 - учитывает механизацию зажимных приспособлений
К5 - характеризует удобство размещения рукоятки для ручных зажимов
Кб - характеризует постоянство положения заготовки.
Похожие работы
... заготовки в рабочей зоне при помощи контрольно-измерительных щупов для задания нуля управляющей программы. Таким образом, используемое оборудование отвечает всем условиям и техническим требованиям изготовления детали. Этап №1, обработка производится в тисках. Переход №1 Черновая обработка поверхности. Используем фрезу ø20мм: Корпус HP E90AN D20-4-C20-07-С Держатель HSK A63 ER ...
... - определить тип производства и выбрать вид его организации - разработать технологический процесс сборки крана вспомогательного тормоза локомотива - разработать технологический процесс изготовления корпуса - проектирование технологической оснастки - планировка участка механосборочного цеха - экономическая часть. Основной задачей дипломного проекта является систематизация, закрепление и расширение ...
... – сторожа, гардеробщики, уборщицы бытовых и конторских помещений. 6. Основные задачи проектирования механосборочных производств - технологические, экономические, организационные. В общем виде задача проектирования может быть сформулирована следующим образом: спроектировать цех (участок) обеспечивающий выпуск изделий определенной номенклатуры требуемого качества с заданной программой ...
... , технологической, транспортной и по генеральному плану. К технологическим относятся следующие рабочие чертежи: 1. монтажные планы и разрезы цеха; 2. чертежи транспортных устройств и средств комплексной механизации. Проектирование механосборочного производства ведут в соответствии с действующими нормами, правилами, инструкциями и стандартами, а затем разработанные проекты подвергают экспертизе. ...
0 комментариев