Определение массы заготовки, полученной методом штамповки на КГШП
Проектирование плана обработки
Определение МОП внутренней цилиндрической поверхности
Определение МОП длиннового размера 29 мм
Расчёт межоперационных припусков и технологических размеров
Расчет припусков длиннового размера 10 мм методом размерных цепей
Расчет режимов резания на операцию № 035 зубофрезерная
Техническое нормирование операций
Техническое нормирование на операцию № 015
Расчет приспособления на прочность
Навигация
Расчет припусков длиннового размера 10 мм методом размерных цепей
Изготовление детали и участка механосборочного цеха
45694
знака
46
таблиц
32
изображения
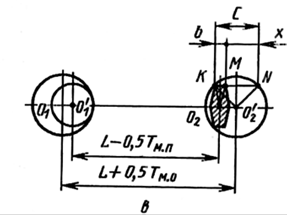
1.4.4.4 Расчет припусков длиннового размера 10 мм методом размерных цепей
Предварительно необходимо составить маршрутную схему и примерный маршрут обработки.

Рисунок 1.6 Маршрут обработки поверхности
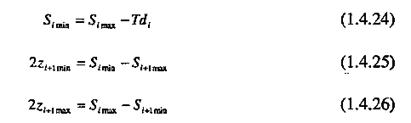
Технологические размеры определяются методом размерной цепи, мм
![]()
При выполнении технологических расчетов значения припусков нахожу табличным методом, используя источник [4]:
а)токарная черновая обработка zmin=1,2 мм на сторону
б)токарная получистовая обработка zmin=0,25 мм на сторону
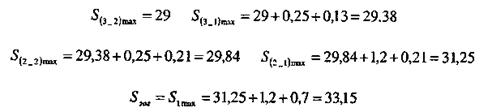
Расчетные значения Simax необходимо округлить с точностью до количества знаков после запятой в допуске - в большую сторону для валов.
Расчет минимальных технологических размеров и припусков по переходам, мм
|
|
Номинальный размер, мм:
![]()
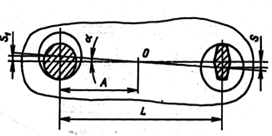
Таблица 1.12 - Маршрут обработки длинновой поверхности 29 мм
| I | Наименовани технологич. перехода | Расчетный размер | Доп.Td, мм | Значение размеров | Значение припусков | Технологический размер, мм | ||||
| zmin мкм | S, мм | Smax мм | Smin мм | zmax мм | zmin мм | |||||
| 1 | Заготовительная | - | 33,2 | 0,7 | 33,15 | 32,45 | - | - |
| |
| 2 | Точение получистовое поверхности | 2 | 1,2 | 31,25 | 0,21 | 31,25 | 31,04 | 2,11 | 1,2 |
|
| 15 | 1,2 | 29,84 | 0,21 | 29,84 | 29,63 | 1,62 | 1,2 |
| ||
| 3 | Точение чистовое поверхности | 2 | 0,25 | 29,38 | 0,13 | 29,38 | 29,25 | 0,59 | 0,25 |
|
| 15 | 0,25 | 29 | 0,13 | 29 | 28,87 | 0,51 | 0,25 |
| ||
1.5 Проектирование операционной технологии
1.5.1 Расчет режимов резания на шлифовальную операцию (030)
Исходные данные:
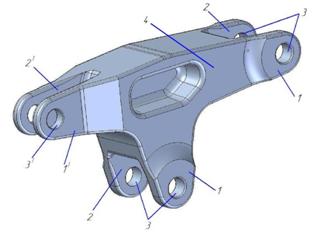
деталь - Шестерня привода;
обрабатываемый материал - Сталь 14ХГСН2МА-Ш, σВ=1000 МПа;
заготовка - штамповка;
оборудование - круглошлифовальный станок мод. 3У151;
инструмент - круг шлифовальный 1 200x32x76 24А 40 С1 К5 35м/с 1кл ГОСТ 2424-88
Процесс обработки:
1. Установить и закрепить деталь
2. Шлифовать поверхность 9.
3. Снять деталь
Характеристика станка (3М151)
Наибольшие размеры устанавливаемой заготовки:
диаметр, мм 270
длина, мм 700
Рекомендуемый диаметр (наибольший) шлифования, мм:
Наружного 60
Внутреннего -
Наибольшая длина шлифования, мм:
Наружного 700
Внутреннего -
Высота центров над столом, мм 125
Наибольшее продольное перемещение стола, мм 705
Частота вращения шпинделя, об/мин, шпинделя заготовки с бесступенчатым регулированием 50-500
Наибольшие размеры шлифовального круга, мм:
![]() наружный диаметр 600
наружный диаметр 600
высота 100
Частота вращения шпинделя шлифовального круга, об/мин:
наружное шлифование 1590
внутреннее шлифование -
Скорость врезной подачи шлифовальной головки, мм/мин 0,1-4
Мощность электродвигателя, кВт 12
Габариты, мм
Длина 4605
Ширина 2450
Определение режимов резания
Стойкость шлифовального круга Т=5 мин [8, стр.625, карта 4].
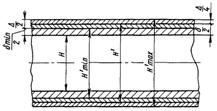
Глубина резания принимается равной припуску на обработку t=0,1 мм
![]()
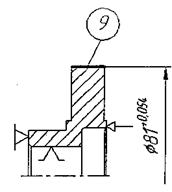
Рисунок 1.7 Операционный эскиз на операцию 030
Предварительно принимаю скорость вращения детали Vd=(18...35) м/с, принимаю Vd=30, используя источник [8, с 628, карта 6]. В связи с этим число оборотов детали, согласно формуле (1.5.1):
|
|
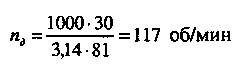
Для поверхности 9 ( D=81 мм)
По паспорту станка принимаю ![]() . При данном значении числа оборотов детали скорость ее вращения согласно формуле (1.5.2) составит:
. При данном значении числа оборотов детали скорость ее вращения согласно формуле (1.5.2) составит:
|
|
Выбор поперечной передачи производится согласно источника [8]
|
|
где K1 - коэффициент, зависящий от припуска и точности; K1=0,63
[8, стр.629, карта 6]
|
|
К2 - коэффициент, зависящий от обрабатываемого материала и
диаметра обрабатываемою круга; К2=0,8 [8, стр.629, карта 6]
Расчет мощности резания, кВт:
где K1 - коэффициент, учитывающий твердость и ширину круга
|
|
К2 - коэффициент, учитывающий диаметр шлифования
K1=l,04, K2=l,l, [8, стр.630, карта 7]
NТАБЛ=0,30 кВт [8, стр.631, карта 8]
N=0,3·1,04·1,1=0,34 кВт
Расчет основного времени, мин:
![]()
![]() [8, стр.636, карта 12] - табличное время установившегося процесса
[8, стр.636, карта 12] - табличное время установившегося процесса
![]()
где K1 – коэффициент, учитывающий припуск и точность обработки
К2 - коэффициент, учитывающий материал и диаметр шлифовального круга.
|
|
где К - коэффициент, зависящий от материала заготовки и припуска
![]()
Похожие работы
... заготовки в рабочей зоне при помощи контрольно-измерительных щупов для задания нуля управляющей программы. Таким образом, используемое оборудование отвечает всем условиям и техническим требованиям изготовления детали. Этап №1, обработка производится в тисках. Переход №1 Черновая обработка поверхности. Используем фрезу ø20мм: Корпус HP E90AN D20-4-C20-07-С Держатель HSK A63 ER ...
... - определить тип производства и выбрать вид его организации - разработать технологический процесс сборки крана вспомогательного тормоза локомотива - разработать технологический процесс изготовления корпуса - проектирование технологической оснастки - планировка участка механосборочного цеха - экономическая часть. Основной задачей дипломного проекта является систематизация, закрепление и расширение ...
... – сторожа, гардеробщики, уборщицы бытовых и конторских помещений. 6. Основные задачи проектирования механосборочных производств - технологические, экономические, организационные. В общем виде задача проектирования может быть сформулирована следующим образом: спроектировать цех (участок) обеспечивающий выпуск изделий определенной номенклатуры требуемого качества с заданной программой ...
... , технологической, транспортной и по генеральному плану. К технологическим относятся следующие рабочие чертежи: 1. монтажные планы и разрезы цеха; 2. чертежи транспортных устройств и средств комплексной механизации. Проектирование механосборочного производства ведут в соответствии с действующими нормами, правилами, инструкциями и стандартами, а затем разработанные проекты подвергают экспертизе. ...
0 комментариев