Определение массы заготовки, полученной методом штамповки на КГШП
Проектирование плана обработки
Определение МОП внутренней цилиндрической поверхности
Определение МОП длиннового размера 29 мм
Расчёт межоперационных припусков и технологических размеров
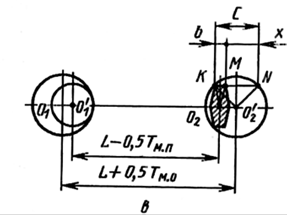
Расчет припусков длиннового размера 10 мм методом размерных цепей
Расчет режимов резания на операцию № 035 зубофрезерная
Техническое нормирование операций
Техническое нормирование на операцию № 015
Расчет приспособления на прочность
Навигация
Техническое нормирование операций
Изготовление детали и участка механосборочного цеха
45694
знака
46
таблиц
32
изображения
1.5.4 Техническое нормирование операций.
К.р. №2 Расчет штучно-калькуляционного времени на операцию.
Штучно-калькуляционное время на операцию определяется по формуле, мин:
![]()
где Тшт - штучное время, мин
Тпз - подготовительно-заключительное время, мин
n - количество деталей в партии, n=100 шт.
Подготовительно-заключительное время в серийном производстве берется для партии запуска. Подготовительно-заключительное время включает в себя:
-время на перенастройку и переналадку оборудования для обработки партии деталей нового наименования
-время на наладку инструмента
-время на получение сменного задания
-время на получение инструментов, приспособлений
-время на установку приспособления, копира
-время на пробную обработку детали
-время на установку и перемотку перфоленты
![]()
где tо - суммарное время на операцию, мин;
tвсп - вспомогательное время, мин;
to6c -время на обслуживание рабочего места, мин
tвсп=tуст+tсн+tпереуст+tконтр+tсм_инст+tв_подв
где tуст - время на установку заготовки, мин;
tсн - время на снятие заготовки, мин;
tпереуст - время на переустановку детали или инструмента, мин;
tконтр - время на контрольные измерения, мин;
tсм_инст - время на смену инструмента, мин;
tв_подв - время на быстрые подводы инструмента в зону резания и быстрые отводы из этой зоны, мин.
Существует также понятие оперативное время. Оперативное время рассчитывается по формуле:
где аобс - процент от оперативного времени, затрачиваемый на организационное обслуживание рабочего места
![]()
аотд - процент от оперативного времени, затрачиваемый на отдых и естественные надобности
![]()
1.5.5 Операция зубофрезерная (035)
Основное суммарное время на операцию to = 2,2 мин Штучное время
![]()
где То - основное время;
ТВ – вспомогательное;
![]() ТПР – прибавочное.
ТПР – прибавочное.
![]()
где ТУ - время на установку и закрепление детали ([2] табл. 5.5 стр. 199);
ТУ' - время на установку и закрепление следующей детали;
ТУПР - время на управление станком ([2] табл. 5.9 стр. 205);
ТКОНТР - время на контрольные измерения (ТКОНТР=0,05 мин; оно меньше То, значит его можно не учитывать)

Подготовительно-заключительное время ТП-З включает [8, стр.422, карта 56]
- время на наладку станка 16 мин;
- время на установку фрезы 7 мин;
- время на получение инструмента и приспособления 10 мин.
1.5.6 Техническое нормирование на круглошлифовальную операцию (030)
Основное суммарное время на операцию tО =0,32 мин
Подготовительно-заключительное время:
Получение исполнителем наряда, работы, инструмента, и приспособлений 7,0 мин
Время на крепление заготовки в центрах [8, стр.646, карта 20]
8,0 мин
Правка шлифовального круга - диаметр [8, стр.646, карта 20]
1,5 мин
![]()
Вспомогательное время:
Время на установку, снятие детали [8, стр.639, карта 15] tУСТ=tCH=0,26 мин Поставить и снять хомутик [8, стр.639, карта 14] составляет 0,18 мин.
Время, связанное с переходом при шлифовании наружных цилиндрических поверхностей [8, стр.641, карта 17] - 0,24 мин
Время на измерения (шаблон) [8] - 1,1 мин
![]()
Время на обслуживание рабочего места, отдых и естественные
надобности
Пользуясь источником [8, стр.423, карта 57] время на обслуживание рабочего аобс=2% от оперативного времени.
Время на отдых и естественные надобности при выполнении работ с механической подачей составит аотд=4 % от оперативного времени. Тогда время на обслуживание рабочего места, отдых и естественные надобности будет равно согласно формуле (9.5)

Штучное время на операцию, мин:
![]()
Штучно-калькуляционное время на операцию, мин:

Похожие работы
... заготовки в рабочей зоне при помощи контрольно-измерительных щупов для задания нуля управляющей программы. Таким образом, используемое оборудование отвечает всем условиям и техническим требованиям изготовления детали. Этап №1, обработка производится в тисках. Переход №1 Черновая обработка поверхности. Используем фрезу ø20мм: Корпус HP E90AN D20-4-C20-07-С Держатель HSK A63 ER ...
... - определить тип производства и выбрать вид его организации - разработать технологический процесс сборки крана вспомогательного тормоза локомотива - разработать технологический процесс изготовления корпуса - проектирование технологической оснастки - планировка участка механосборочного цеха - экономическая часть. Основной задачей дипломного проекта является систематизация, закрепление и расширение ...
... – сторожа, гардеробщики, уборщицы бытовых и конторских помещений. 6. Основные задачи проектирования механосборочных производств - технологические, экономические, организационные. В общем виде задача проектирования может быть сформулирована следующим образом: спроектировать цех (участок) обеспечивающий выпуск изделий определенной номенклатуры требуемого качества с заданной программой ...
... , технологической, транспортной и по генеральному плану. К технологическим относятся следующие рабочие чертежи: 1. монтажные планы и разрезы цеха; 2. чертежи транспортных устройств и средств комплексной механизации. Проектирование механосборочного производства ведут в соответствии с действующими нормами, правилами, инструкциями и стандартами, а затем разработанные проекты подвергают экспертизе. ...
0 комментариев