Краткая характеристика предприятия ОАО «Русполимет»
Анализ эффективности использования предметов труда
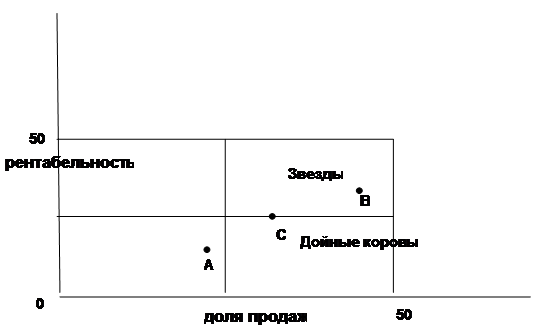
Анализ внешней конкурентной среды
Анализ прибыли и рентабельности
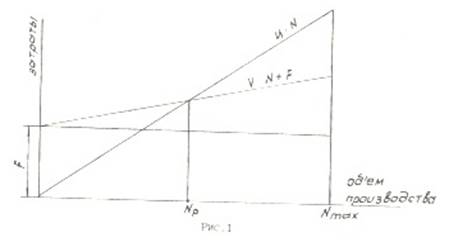
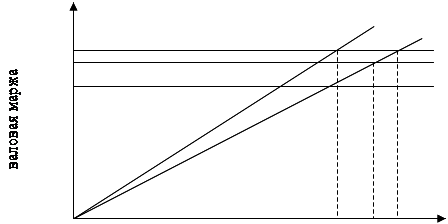
Анализ безубыточности
Характеристика Ремонтно - механического цеха
Анализ выполнения плана по качеству продукции
Х 0,17 / 100 = 1,01 тыс. рублей
Она прочная и жесткая, что позволяет обрабатывать ее с наиболее производительными режимами резания;
Степень точности отливки 6-11 , принимаем 8;
Организационно-экономическая часть
Маркетинговый анализ
Персонал
Содержание оборудования и других рабочих мест
Безопасность и экологичность проектных решений
Расчёт экономической эффективности мероприятий по безопасности труда
Вибрация, ее действие на организм человека и методы защиты от вибрации
Защита от вредных веществ
Экономическая эффективность от реализации решений по снижению заболеваемости
Решения по защите атмосферы
Экономическая эффективность от реализации решений по охране труда и экологии
Управление внедрением проектных мероприятий
Сетевой план-график внедрения проектных мероприятий
Навигация
Сетевой план-график внедрения проектных мероприятий
Планирование выпуска новой продукции
152497
знаков
72
таблицы
10
изображений
5.3. Сетевой план-график внедрения проектных мероприятий.
При построении сетевого графика (приложение17) определяем весь перечень выполняемых работ, и полученные данные заносим в таблицу (см. приложение).
Заключение
По данным анализа производственно-хозяйственной деятельности ОАО«Русполимет», проведенного в данном дипломном проекте, можно сделать вывод о том, что предприятие на настоящий момент находится в достаточно устойчивом финансовом положении, за отчетный период повысились показатели, характеризующие эффективность его работы. Однако возможности данного предприятия значительно больше: не на полную мощность используется оборудование, недозагружены производственные площади и рабочий персонал.
Для повышения эффективности деятельности предприятия предлагается внедрить производство новой продукции.
При освоении выпуска новой продукции загрузка оборудования повысится, что повысит производительность. Увеличение выпуска продукции, без привлечения дополнительных работников позволит повысить заработную плату, что положительно отразится на общей производительности. Повысится также эффективность использования производственной площади.
В дипломном проекте приведены все соответствующие расчеты, позволяющие доказать эффективность предлагаемых мероприятий.
Изучение соблюдения норм безопасности труда и экологии показало, что на предприятии имеется ряд отклонений по данным показателям.
На рабочих цеха воздействуют некоторые вредные и опасные факторы, такие как повышенный уровень шума, неблагоприятные параметры микроклимата, загрязнение воздуха рабочей зоны пылью и химическими веществами. Все вышеперечисленные проблемы не являются исключительно экологическими и напрямую связаны с экономическими затратами (потери от болезни рабочих, снижение трудоспособности, плата за загрязнение). Для решения этих проблем предлагается провести соответствующие мероприятия, которые позволят добиться значительной экономии от их введения.
В последней части подведен итог общей эффективности от внедрения проектных мероприятий, рассчитан срок их окупаемости и показано изменение показателей деятельности предприятия после внедрения мероприятий.
Таким образом, предприятию необходимо проводить анализ текущей деятельности предприятия для выявления имеющихся резервов и повышать эффективность будущего производства путем внедрения мероприятий, направленных на это, иначе, в нынешних условиях конкуренции деятельность его не будет эффективной.
Список литературы
1. Мельников Г.Н., Вороненко В.П. Проектирование механосборочных цехов. М.: Машиностроение, 1990.
2. Аттестация бакалавров. Методические указания к выпускной работе., г.Чебоксары, 1996.
3. Справочник режимы резания металлов./ Под редакцией Барановского Ю.В. М.: Машиностроение, 1972.
4. Отливки из металлов и сплавов ГОСТ 26645-85
5. Горбацевич А.Ф., Шкред В.А. Курсовое проектирование по технологии машиностроения. Минск: вышэйшая школа, 1983.
6. Справочник технолога – точность обработки, заготовки и припуски в машиностроении. /Под ред. А. Г. Косиловой и Р. К. Мещерякова. М.: Машиностроение , 1976.
7. С.П. Митрофанов Групповая технология машиностроительного производства. Том 1. Ленинград, «Машиностроение», 1983.
8. Справочник технолога – машиностроителя. В 2-х томах. Т.1 /Под ред. А. Г. Косиловой и Р. К. Мещерякова. 4-е изд., перераб. и доп. - М.: Машиностроение , 1985.
9. Справочник технолога – машиностроителя. В 2-х томах. Т.2 /Под ред. А. Г. Косиловой и Р. К. Мещерякова. 4-е изд., перераб. и доп. - М.: Машиностроение , 1985.
10. Общемашиностроительные нормативы времени и режимов резания для нормирования работ, выполняемых на универсальных и многоцелевых станках с числовым программным управление. Ч.-2- Нормативы режимов резания. М.: Экономика, 1990.
11. Общемашиностроительные нормативы времени и режимов резания для нормирования работ, выполняемых на универсальных и многоцелевых станках с числовым программным управление. Ч.-1- Нормативы времени. М.: Экономика, 1990.
12. Справочник- приспособления для металлорежущих станков. Горошкин А.К. М.: Машиностроение , 1979.
13. Уткин А.В. Приспособления для механообработки М.: Машиностроение, 1990.
14. Станочные приспособления. Справочник. /Под ред. Б.Н. Вардашкина.Том 1
М.: Машиностроение. 1984.
15. Организация, планирование и управление предприятиями машиностроения. Методические указания к выполнению дипломного проекта. – Чебоксары, 1986г.
16. С.П. Митрофанов Групповая технология машиностроительного производства. Том 1. Ленинград, «Машиностроение», 1983.
17. В.И. Анурьев Справочник конструктора-машиностроителя. Том 3, М., «Машиностроение», 1980.
18. Н.А. Нефедов, К.А. Осипов Сборник задач и примеров по резанию металлов и режущему инструменту. - М.: Машиностроение, 1990.
19. В.А. Федоренко, А.И. Шоршин Справочник по машиностроительному черчению. Ленинград, «Машиностроение», 1983.
20. В.И. Анурьев Справочник конструктора-машиностроителя. Том 2, - М., «Машиностроение», 1980.
21. В.И. Анурьев Справочник конструктора-машиностроителя. Том 1, - М., «Машиностроение», 1980.
22. Охрана труда. Сертификация производственных объектов: учебное пособие. - Чебоксары, 1996г.
23. М.К. Полтев Охрана труда в машиностроении, М.:, 1980.
24. Охрана труда в машиностроении / Под ред. Е.Я. Юдина, М.: Машиностроение, 1976.
25. Абрютина М. С., Грачев А. В., Анализ финансово-экономической деятельности предприятия,- М.: Издательство «Дело и сервис», 1999.
26. Алпатов А. А., Управление реструктуризацией предприятия,- М.: «Высшая школа приватизации и предпринимательства», 2002
27. Акунин Б.А. Логистика. -М.: ИНФРА 1998
28. Артеменко В. Г., Беллендир М. В. Финансовый анализ.- М.: «Дело и сервис», 2004
29. Бабич Т.Н., Кузьбожев Э.Н. Планирование на предприятии.- М.: «КНОРУС»,2005.
30. Бахтинов В.В. Прокатное производство .- М .: Металлургия,1992
31. Бердникова Т.Б. Анализ и диагностика финансово –хозяйственной деятельности предприятия.- М.: ИНФРА-М, 2002
32. Беняковский М.А., Богоявленский К.Н., Виткин А.Н., Технология прокатного производства.- М.:Металлургия,1991
33. Быкадоров В,Л., Алексеев П.Д., Финансово – экономическое состояние предприятия. – М.: ПРИОР, 2002
34. Казаков А.П., Минаева Н. В., Экономика .- М.: Издательство «Гном-Пресс», 2005
35. Ковалев А.И., Привалов В.П. , Анализ финансового состояния предприятия.- М.: «Центр экономики и маркетинга», 1999.
36. Кожинов В.Я, Налоговое планирование.- М.: Издательство «1 Федеративная Книготорговая Компания», 1998.
37. Крейнина М. Н. Финансовый менеджмент . - М.: «Дело и сервис», 1998.
38. Канке А.А., Кошевая И.П. Анализ финансово- хозяйственной деятельности. -М.: ФОРУМ: ИНФРА-М ,2004
39. Прыкин Б.В. Технико –экономический анализ производства.- М.:ЮНИТИ, 2000
40. Щибощ К.В. Управление затратами на предприятии. – М.:2001
41. Сайт предприятия ОАО «Русполимет»:www.ruspolimet.ru
Приложение
Таблица 1
Анализ основных экономических показателей, млн. руб.
| № п/п | Показатели | Усл обозна- ние | Ед. изм. | 2008г. | 2009г.
|
Ин-декс |
Абсолютное отклонени | Темп при- роста, % |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 1. | Прибыль от реализации | Пр | млн. руб. | 1780129 | 3129013 | 1,8 | 1348884 | 78 |
| 2. | Товарная продукция | Тп | млн. руб. | 5631000 | 9864000 | 1,7 | 4233000 | 75 |
| 3. | Объём реализованной продукции | Рп | млн. руб. | 5721829 | 10033813 | 1,8 | 4311984 | 76 |
| 4. | Основные производственные фонды | Фоп | млн. руб. | 1396033 | 1702077 | 1,2 | 306044 | 22 |
| 5. | Оборотные фонды | Фно | млн. руб. | 1907276 | 3344604 | 1,7 | 1437328 | 75 |
| 6. | Материальные затраты | Мз | млн. руб. | 2759190 | 4833360 | 1,7 | 2074170 | 75 |
| 7. | Численность персонала | Чп | чел. | 3754 | 4932 | 1,3 | 1178 | 30 |
| 8. | Годовой ФЗП | Фзп | млн. руб. | 825880 | 1183680 | 1,4 | 357800 | 43 |
| 9. | Себестоимость продукции | Сп | млн. руб. | 3941700 | 6904800 | 1,8 | 2963100 | 75 |
| 10. | Фондоотдача | Фотд | руб. руб. | 4,03 | 5,8 | 1,5 | 1,77 | 44 |
| 11. | Материалоотдача | Мотд | руб. руб. | 4,5 | 4,9 | 1,1 | 0,4 | 9 |
| 12. | Средняя годовая зарплата | Зср | Тыс. руб. | 220 | 240 | 1,1 | 20 | 10 |
| 13. | Среднегодовая производительность труда | Пт | тыс. руб. | 1500 | 2000 | 1,3 | 500 | 33 |
| 15. | Затраты на 1руб. ТП | Зр | коп. | 68,9 | 68,8 | 0,9 | -0,01 | 15 |
| 16. | Рентабельность продаж | Rпр | % | 31,6 | 31,7 | 1,1 | 0,1 | 0,3 |
| 17. | Коэф. оборачиваемости капитала | Кок | обороты | 1,2 | 1,5 | 1,3 | 0,3 | 30 |
Таблица 3
Анализ качества и конкурентоспособности продукции (цельнокатаные кольца)
| № | Показатели качества | Ед. изм. | Весо-мость | Категория | |||||
| ОАО «Ступинский металлургический комбинат», г.Ступино | ПП «ВИВАТ» г. Москва | ОАО «Русполимет» | |||||||
| ном. | относ | ном. | относ. | ном. | относ | ||||
| 1 | Показатели назначения | 0,1 | X | 1 | X | 1 | X | 1 | |
| 2 | Показатели надежности | 0,5 | X | 0,791 | X | 0,87 | X | 1 | |
| 2.1 | Временное сопротивление | Н/мм2 | 0,3 | 330 | 0,8 | 370 | 0,9 | 410 | 1 |
| 2.2 | Предел текучести | Н/мм2 | 0,2 | 225 | 0,85 | 245 | 0,92 | 265 | 1 |
| 2.3 | Относительное удлинение | % | 0,2 | 32 | 0,75 | 26 | 0,923 | 24 | 1 |
| 2.4 | Изгиб до параллельности сторон | 0,1 | d=1,5a | 0,6 | d=1,5a | 0,6 | d=2,5a | 1 | |
| 2.5 | Ударная вязкость | Дж/см2 | 0,2 | 69 | 0,855 | 69 | 0,855 | 59 | 1 |
| 3 | Эстетика (внешний вид) | 0,2 | X | 0,6 | X | 0,8 | X | 1 | |
| 4 | Экономические показатели | Руб. | 0,2 | 11950 | 1 | 15350 | 0,77 | 15750 | 0,755 |
| 4.1 | Цена 1 тонны | Руб. | 0,7 | 11500 | 1 | 14800 | 0,777 | 15150 | 0,76 |
| 4.2 | Расходы на транспортировку 1 тонны | Руб. | 0,3 | 450 | 1 | 550 | 0,82 | 600 | 0,75 |
| ИТОГО | 1 | Х | 0,82 | Х | 0,85 | Х | 0,95 | ||
Таблица 5
Затраты по статьям калькуляции себестоимости товарной продукции, тыс. руб.
| № п/п | Статьи затрат | 2008г. | Уд. вес, % | 2009г. | Уд. вес, % | Абсолютное отклонение | Отклонение удельных весов | Темп прироста, % |
| 1 | Сырье и материалы | 1587178 | 40,3 | 2771525 | 40,1 | 1184347 | -0,2 | 74,6 |
| 2 | Покупные изделия | 965716 | 24,5 | 1680945 | 24,3 | 715229 | +0,4 | 74,1 |
| 3 | Топливо и энергия | 206295 | 5,2 | 380890 | 5,51 | 174595 | +0,31 | 84,6 |
| 4 | Основная зарплата рабочих | 765151 | 19,4 | 1096642 | 15,9 | 331491 | -3,5 | 43,3 |
| 5 | Дополнительная зарплата рабочих (10% от п.4) | 76515,1 | 1,9 | 109664 | 1,6 | 33148,9 | -0,3 | 43,3 |
| 6 | Начисления на зарплату (26%) | 198939 | 5,0 | 285131 | 4,13 | 82592 | -0,87 | 41,5 |
| 7 | Общепроизводственные расходы | 27529 | 0,7 | 186430 | 2,7 | 158901 | +2 | 58,0 |
| 8 | Общехозяйственные расходы | 23880 | 0,61 | 248573 | 3,6 | 224693 | +2,99 | 94 |
| 9 | Потери от брака | 17778 | 0,45 | 24630 | 0,36 | 6852 | 0,1 | 40 |
| 10 | Прочие расходы | 9815 | 0,502 | 14141 | 0,2 | 4326 | 0,5 | 40 |
| Итого: производственная себестоимость | 3878796 | 98,4 | 6794323 | 98,4 | 2915527 | - | 75,2 | |
| 11 | Коммерческие расходы | 62904 | 1,6 | 108709 | 1,6 | 45805 | - | 72,8 |
| Полная себестоимость | 3941700 | 100 | 6904800 | 100 | 2963100 | - | 75,2 |
Таблица 8
Образование и распределение прибыли на ОАО «Русполимет», тыс. руб.
| № п/п | Показатели | 2008 г. | 2009 г. | Индекс | Абсол. отклоне- ние | Темп прироста% |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 |
| 1 | Выручка от реализации продукции | 4691899 | 8227727 | 1,5 | 3535828 | 75 |
| 2 | НДС (18%) | 1029929 | 1806086 | 1,5 | 776157 | 75 |
| 3 | Реализованная продукция | 5721829 | 10033813 | 1,5 | 4233000 | 75 |
| 4 | Себестоимость продукции, в т.ч. | 3941700 | 6904800 | 1,3 | 2963100 | 75 |
| -материальные затраты | 2759190 | 4833360 | 1,2 | 2074170 | 69 | |
| - затраты на оплату труда | 841666 | 1206306 | 1,5 | 364640 | 43 | |
| - ЕСН | 198939 | 285135 | 1,5 | 86196 | 43 | |
| - амортизация ОПФ | 27920 | 34042 | 1,1 | 6122 | 2 | |
| - прочие расходы | 113981 | 545961 | 1,5 | 431980 | 14 | |
| 5 | Прибыль от реализации продукции | 1780129 | 3129013 | 1,6 | 1348884 | 78 |
| 6 | Прибыль от реализации имущества | 131695 | 178071 | 1,2 | 46376 | 35 |
| 7 | Прибыль(убыток) от внереализационных операций | 47793 | 95399 | 1,8 | 47606 | 99 |
| 8 | Валовая прибыль | 850016 | 1392491 | 1,4 | 542475 | 64 |
| 9 | Налог на имущество (2,2%) | 108189 | 146865 | 1,2 | 38676 | 36 |
| 10 | Налогооблагаемая прибыль | 741827 | 1245626 | 1,4 | 503799 | 68 |
| 11 | Налог на прибыль | 178038 | 298950 | 1,4 | 120912 | 68 |
| 12 | Чистая прибыль | 563788 | 946676 | 1,4 | 382888 | 68 |
| 13 | Резервный фонд(5%) | 28189 | 47334 | 1,4 | 19145 | 68 |
| 14 | Фонд развития производства(60%) | 338273 | 568006 | 1,4 | 229733 | 68 |
| 15 | Фонд социального развития (25%) | 140947 | 236669 | 1,4 | 95722 | 68 |
| 16 | Фонд материального поощрения (10%) | 56379 | 94668 | 1,4 | 38289 | 68 |
Таблица 26
Припуски отливки
| Размер детали | Группа припуска | Степень точности отливки | Допуск на линейный размер | Припуск на сторону | Размер заготовки |
| Ø 144 | 3 | 8 | 1,6 | 2,4 | Ø148,8±1,6 |
| Ø132,9 | 3 | 8 | 1,6 | 2,4 | Ø128,1±1,6 |
| Ø101 | 3 | 8 | 1,6 | 2,4 | Ø105,8±1,6 |
| Ø95 | 3 | 8 | 1,4 | 2,5 | Ø90±1,4 |
| Ø80 | 3 | 8 | 1,4 | 2,5 | Ø75±1,4 |
| Ø100 | 3 | 8 | 1,4 | 2,2 | Ø95,6±1,4 |
| 120 | 3 | 8 | 1,4 | 2,2 | 122,2±1,4 |
| 15 | 3 | 8 | 0,85 | 2,2 | 12,8±0,8 |
| 25 | 3 | 8 | 1 | 2,4 | 29,4±0,9 |
| 7 | 3 | 8 | 0,85 | 2,2 | 7±1,1 |
| 9 | 3 | 8 | 0,85 | 2,2 | 9±0,85 |
| 38 | 3 | 8 | 1,1 | 1,1 | 42±1,1 |
| 74 | 3 | 8 | 1,4 | 2 | 74±1,4 |
Таблица 29
Последовательность обработки поверхностей по базовому ТП
| Номер поверхности | Вид обработки |
| 0А | Растачивание |
| 0 | Точение |
| 1 | Фрезерование однократное |
| 1А | Фрезерование однократное |
| 2 | Фрезерование однократное |
| 3а | Зацентровка |
| 3б | Сверление |
| 3в | Зенкерование предварительное |
| 3д | Зенкерование окончательное |
| 3г | Развертывание |
| 4 | Сверление |
| 5 | Точение |
| 6а | Точение предварительное |
| 6б | Точение окончательное |
| 7а | Точение предварительное |
| 7б | Точение окончательное |
| 8а | Растачивание обдирочное |
| 8б | Растачивание черновое |
| 8в | Растачивание получистовое |
| 8г | Растачивание чистовое |
| 8(1) | Растачивание однократное |
| 9 | Растачивание |
| 10а | Растачивание обдирочное |
| 10б | Растачивание предварительное |
| 10в | Растачивание чистовое |
| 11 | Растачивание |
| 12а | Растачивание предварительное |
| 12б | Растачивание чистовое |
| 13а | Растачивание предварительное |
| 13б | Растачивание чистовое |
| 14а | Растачивание обдирочное |
| 14б | Растачивание предварительное |
| 14в | Растачивание чистовое |
| 14г | Растачивание контурное |
| 15 | Растачивание |
| 16а | Зацентровка |
| 16б | Сверление |
| 16в | Зенкерование предварительное |
| 16г | Зенкерование окончательное |
| 16д | Развертывание |
| 16е | Зенкование |
| 17а | Точение обдирочное |
| 17б | Точение предварительное |
| 17в | Точение чистовое |
| 18 | Точение |
| 19 | Фрезерование однократное |
| 20 | Точение |
Таблица 30
Последовательность обработки поверхностей по новому ТП
| Номер поверхности | Вид обработки |
| 0А | - |
| 1 | Фрезерование однократное |
| 1А | Фрезерование однократное |
| 2 | Фрезерование однократное |
| 3а | Зацентровка |
| 3б | Сверление |
| 3в | Зенкерование предварительное |
| 3г | Зенкерование окончательное |
| 3д | Развертывание |
| 4 | Фрезерование |
| 5 | Точение |
| 6 | Точение |
| 7 | Точение |
| 8а | Растачивание предварительное |
| 8б | Растачивание чистовое |
| 9 | Растачивание |
| 10а | Растачивание предварительное |
| 10б | Растачивание чистовое |
| 11 | Растачивание |
| 12 | Точение |
| 13а | Растачивание предварительное |
| 13б | Растачивание чистовое |
| 14а | Растачивание предварительное |
| 14б | Растачивание чистовое |
| 15 | Растачивание |
| 16а | Зацентровка |
| 16б | Сверление |
| 16в | Зенкерование предварительное |
| 16г | Зенкерование окончательное |
| 16д | Развертывание |
| 16е | Зенкерование |
| 17 | Точение |
| 18 | Точение |
| 19 | Фрезерование однократное |
| 20 | Точение |
Таблица 32
Режимы резания на вертикально-сверлильном станке 2Р135Ф3 с мощностью электродвигателя Nэ =3,7кВт.
| № операции и перехода | Наименование операций | Инструмент | Глубина резания, мм | Подача | Частота вращения, об/мин | Скорость резания, м/мин | Мощность, кВт | Машинное время, мин | ||
| S0, мм/об | Sz, мм/зуб | Sm | ||||||||
| 020 | Обща | сверло центровочное Ø3мм | 1,5 | 0,05 | 0,52 | - | 1972 | 18,58 | 0,03 | 0,52 |
| Сверление | сверло спиральное с цилиндрическим хвостовиком D = 11,5мм. | 5,75 | 0,13 | 0,52 | - | 457,3 | 16,3 | 0,2 | 4,5 | |
| Зенкерование | зенкер с цилиндрическим хвостовиком | 0,2 | - | 0,52 | - | 341 | 12,8 | - | 0,52 | |
| Развертывание | Развертка ГОСТ 1672-80 для обработки глухих отверстий, D=12+0,027 мм. | 0,05 | - | 0,03 | - | 302,9 | 11,4 | - | - | |
| Нарезание фаски | Зенкер-зенковка, Ø16, φ=45º. | 2 | 0,25 | 0,5 | - | 234,2 | 11,7 | - | 0,365 | |
РАСЧЕТ РЕЖИМОВ РЕЗАНИЯ ТАБЛИЧНЫМ ПУТЕМ
| № операции и перехода | Наименование операций | Оборудования | Инструмент | Глубина резания, мм | Подача | Частота вращения, об/мин | Скорость резания, м/мин | Мощность, кВт | Машинное время, мин | ||
| S0, мм/об | Sz, мм/зуб | Sm | |||||||||
| 005 | фрезерно- сверлильная | вертикально-фрезерно-сверлильно-расточном станок модели 2204ВМФ4 с мощностью электродвигателя Nэ =6,3 кВт , η=0,9 | торцевая фреза Ø 100 мм, | 1 | 0,13 | 0,12 | 10 | 667,8 | 209,7 | 5,7 | 0,69 |
| 010 | Токарная | Токарный станок с ЧПУ 16К20Т3 с мощностью электродвигателя Nэ=10 кВт. | резец прямой проходной упорный | 2,4 | 0,24 | - | - | 232,6 | 121,6 | 2,5 | 0,56 |
| 015 | Расточная | вертикально-фрезерно-сверлильно-расточном станок модели 2204ВМФ4 с мощностью электродвигателя Nэ =6,3 кВт , η=0,9. | резец расточной | 0,2 | 0,224 | 0,12 | 10 | 986,8 | 247,9. | 5,7 | 0,53 |
Таблица 41
Баланс времени одного рабочего за год
| Состав фонда рабочего времени | Дни | Часы | В % к раб. времени |
| Календарные дни Нерабочие дни Рабочее время (номинальный фонд времени Fн.р.) Целодневные невыходы на работу: а) отпуска основные и дополнительные б) отпуска по беременности и родам в) невыходы по болезни г) выполнение государственных и общественных обязанностей | 365 115 250 15 2,5 10 1 | 2920 920 2000 120 20 80 8 | 6 1 4 0,4 |
| Итого невыходов Явочное рабочее время Потери внутри рабочего дня: а) сокращенный рабочий день подростков б) перерывы для кормящих матерей в) сокращенный рабочий день рабочих с вредными условиями труда | 28,5 221,5 0,75 1,75 1,5 | 228 1772 6 14 12 | 11,4 0,3 0,7 0,6 |
| Итого внутрисменных потерь Эффективный фонд времени (Fэф.р.) Средняя продолжительность рабочего дня | 4 217,5 0,87 | 32 1740 0,87 | 1,6 0,37 |
Таблица 51
Основные технико-экономические показатели по участку РМЦ.
| Показатели | Индекс | Единицы измерения | Показатели | |
| По Б. вар | По Н. вар. | |||
| Абсолютные показатели: 1. Выпуск продукции 2. Выпуск продукции 3. Основные фонды: - оборудование - здание - инструмент и оснастка 4. Общая площадь участка 5. Общее число рабочих в том числе: - основных - вспомогательных -ИТР 6. Режим работы: рабочих дней в году рабочих смен в сутки 7.Технологическая себестоимость | Nгод Nгод Фосн. Фоб. Фзд Фо.и. F Rобщ. Rосн. Rвсп. Тр S Sсб | шт. руб. руб. руб. руб. руб. м2 чел. чел. чел. дни смен руб. | 14 000 9517771,3 12400300 8480000 3008700 63600 3008700 29 19 8 2 250 2 679,84 | 14 000 8452466 9005923 6883000 138300 51622,5 1383000 11 6 4 1 250 2 603,74 |
| 8.Вспомогательные рабочие в проценте к основным | % | 42 | 66 | |
| 9.Фондовооруженность | Фв | руб/чел | 427597 | 818720 |
| 10. Фондоотдача | Фотд | руб/ руб | 0,767 | 0,938 |
| 11. Энерговооруженность | Эв | руб/чел | 13027 | 9654,5 |
| 12.Выпуск продукции на 1 м2 производственной площади | руб/м2 | 51722 | 150332 | |
| 13.Выпуск продукции на 1 основного рабочего | руб/чел | 495441 | 1403095 | |
| 14.Выпуск продукции на 1 рубль стоимости оборудования | руб/ руб | 1,11 | 1,22 | |
| 15.Среднемесячный заработок. - основного рабочего -вспомогательного рабочего | Руб Руб. | 4434 4525 | 5026 4525 | |
| № п/п | Содержание работы | Продол-житель-ность, календар-ные дни | Исполнители | Код ра-боты |
| |||||
| 1 | 2 | 3 | 4 | 5 |
| |||||
| 1. 2. 3. 4. 5. 6. 7. 8. 9 | Подготовка приказа о начале проведения работ Экономический анализ до внедрения мероприятий Анализ существующих технологий Расчет мероприятий по охране окружающей среды Анализ рынков сбыта, подготовка предложений по организации производства новой продукции, прогноз возможных объемов производства и реализации новых изделий Разработка и выдача технического задания на доработку конструкции выпускаемых изделий Согласование с заказчиками новой конструкции и чертежей выпускаемых изделий Разработка технологических процессов изготовления новых изделий и определение требований к оборудованию Разработка технологической оснастки | 1 10 10 4 22 9 20 6 3 12 | Секретарь Главный экономист, экономист цеха, студент-дипломник Главный технолог, технологическое бюро цеха (2 чел.), студент-дипломник Начальник отдела по безопасности труда Маркетолог, отдел сбыта (1 чел.), студент-дипломник Главный инженер, главный металлург Отдел главного металлурга (2 чел.) Технологическое бюро цеха (2 чел.) Технологическое бюро цеха (2 чел.) | 0-1 1-2 1-3 1-4 2-5 3-6 6-7 7-10 9-11 10-12 |
| |||||
| 10. 11. 12. 13. 14. 15. 16. 17 18. 19. 20. 21. 22. 23. | Определение потребности в оборудовании и рабочих исходя из планируемого объема производства Оценка состояния оборудования Заключение договора с фирмами Станко-завода «Красный пролетарий» г. Москва и Ивановский СПО, Комплектация «ФАНУК» на модернизацию и закупку нового оборудования Разработка проекта по реконструкции оборудования. Закупка дополнительного оборудования Разработка проекта по увеличению грузоподъемности механизмов Разработка проекта по модернизации линии ЧПУ модели 6Р13ПФ3 специалистами фирмы Станко-завода «Красный пролетарий» г. Москва Работы по реконструкции оборудования Поставка запасных частей и комплектующих для модернизации линии ЧПУ Заключение договоров на реконструкцию базы станков Закупка робота «Циклон-5» и станка ИР-320ПМФ-4 Работы по модернизации линии с ЧПУ и установке нового гидравлического пресса Работы по увеличению грузоподъемности загрузочных линий Закупка стройматериалов | 3 15 16 10 14
6
35 25 6 15 34
6 20 | Главный экономист, экономист цеха, нормировщик, студент-дипломник Отдел главного механика (2 чел.), главный энергетик Директор, главный инженер, юрист Главный энергетик, инженер оборудованию Главный механик Отдел главного механика (2 чел.) Специалисты фирмы Станко-завода «Красный пролетарий» г. Москва и Ивановский СПО, Комплектация «ФАНУК» Фирма поставщик Станко-завода «Красный пролетарий» г. Москва и Ивановский СПО, Комплектация «ФАНУК»Директор, главный энергетик, юрист Отдел главного механика (1 чел.) Ремонтный персонал (25 чел.) и вспомогательные рабочие (крановщики, стропальщики - 4 чел.) цеха - двухсменный режим работы; специалисты фирмы (3 чел.) Ремонтный персонал цеха (4 чел.) Отдел снабжения (1 чел.), | 12-14 12-15 15-16 15-17 15-20 15-21 16-18 18-19 17-22 14-23 19-25 20-25 21-25 | |||||
| 24. 25. 26. 27. 28. 29. 30. | Закупка спецоснастки для новых изделий и выпускаемых изделий с уменьшенными припусками Монтаж робота «Циклон-5» и станка ИР-320ПМФ-4 Пуск автоматизированной линии ЧПУ модели 6Р13ПФ3 в эксплуатацию и обучение персонала РМЦ Пуск станка ИР-320ПМФ-4 Пробное (изготовление опытных партий) новых изделий; анализ механических свойств; уточнение технологических процессов Оценка эффективности после внедрения проекта Принятие решения о начале серийного производства | 25 2 7 3 9 3 1 | ШИХ (2 чел.) Ремонтный персонал цеха (2 чел.) Ремонтный персонал цеха (5 чел.); специалисты фирмы поставщика (3 чел); основные рабочие цеха Ремонтная бригада подрядчиков; инженер по оборудованию Основные рабочие РМЦ; ОАО «Русполимет»; технологическое бюро цеха (4 чел.) Главный инженер, главный технолог, главный экономист, экономист цеха Директор, главный инженер, главный металлург, главный технолог | 13-27 23-27 25-27 26-27 27-28 28-29 29-30 | |||||
Похожие работы
... и т.п.) предприятия; организация работ по созданию новых видов продукции во времени; обеспечение рациональной организации труда работников и необходимых условий для осуществления всего комплекса работ по подготовке производства к выпуску новой продукции; установление экономических отношений между участниками процесса создания новой техники, обеспечивающих заинтересованность ученых, инженеров ...
... использования нормативно-справочной литературы по экономике, организации предприятия и управлению им. Работа включает следующие разделы: 1) предварительный анализ доходности и определение объёмов выпуска новой продукции; 2) расчёт показателей производственной программы цеха; 3) расчёт потребности в оборудовании и площадях (условно считаем, что цех проектируется заново); 4) расчёт основных ...
... - разработка новых видов использования ранее выпускаемой продукции за счет ее модернизации или дополнительных приспособлений; - сокращение ассортимента выпускаемой продукции или снятия с производства продукции, не пользующейся спросом. Приступая к планированию ассортимента и разработке новой продукции, следует всегда помнить, что никакие, самые хорошо продуманные планы сбыта и рекламы не ...

... . Они получают финансирование и отдельное рабочее место – «собачью площадку». Такой тип организации используют фирмы 3M, Dow, Westinghouse, General Mills. В Российской практике, планированием новой продукции на предприятиях старой формации заняты планово-экономический, финансово-сбытовой отдел, отдел главного конструктора, отдел главного технолога, отдел, занятый НИОКР. На предприятиях, созданных ...
0 комментариев