Краткая характеристика предприятия ОАО «Русполимет»
Анализ эффективности использования предметов труда
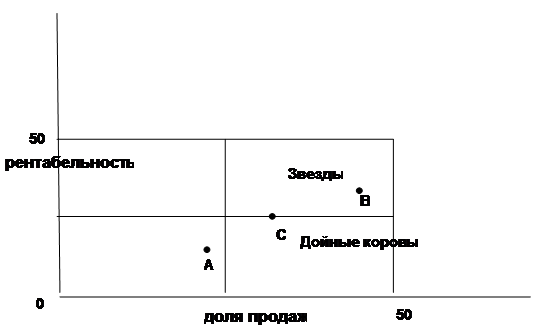
Анализ внешней конкурентной среды
Анализ прибыли и рентабельности
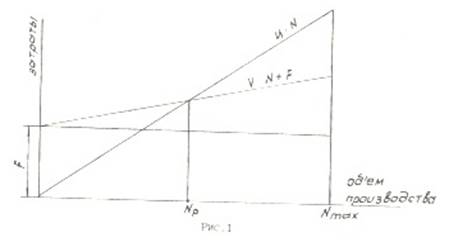
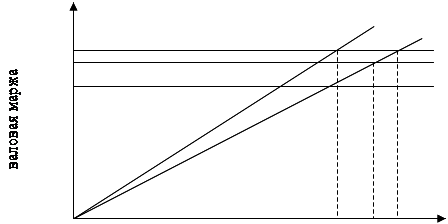
Анализ безубыточности
Характеристика Ремонтно - механического цеха
Анализ выполнения плана по качеству продукции
Х 0,17 / 100 = 1,01 тыс. рублей
Она прочная и жесткая, что позволяет обрабатывать ее с наиболее производительными режимами резания;
Степень точности отливки 6-11 , принимаем 8;
Организационно-экономическая часть
Маркетинговый анализ
Персонал
Содержание оборудования и других рабочих мест
Безопасность и экологичность проектных решений
Расчёт экономической эффективности мероприятий по безопасности труда
Вибрация, ее действие на организм человека и методы защиты от вибрации
Защита от вредных веществ
Экономическая эффективность от реализации решений по снижению заболеваемости
Решения по защите атмосферы
Экономическая эффективность от реализации решений по охране труда и экологии
Управление внедрением проектных мероприятий
Сетевой план-график внедрения проектных мероприятий
Навигация
Она прочная и жесткая, что позволяет обрабатывать ее с наиболее производительными режимами резания;
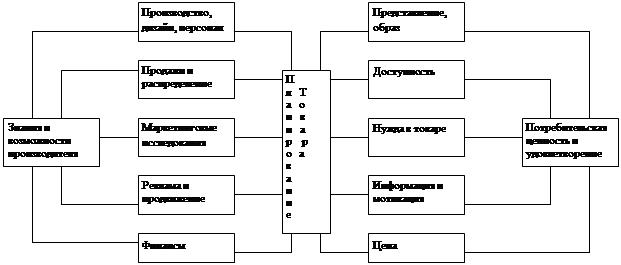
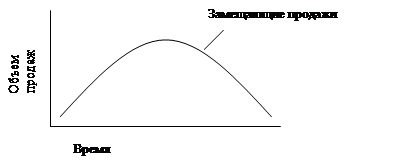
Планирование выпуска новой продукции
152497
знаков
72
таблицы
10
изображений
3. она прочная и жесткая, что позволяет обрабатывать ее с наиболее производительными режимами резания;
4. имеется возможность производить финишную обработку от одной базы всех поверхностей, которые связаны между собой условиями соосности, симметричности, параллельности
Количественная оценка технологичности
Количественная оценка технологичности определяется по ГОСТ 14201-84Е.
Таблица 20 Точность обработки детали
| Квалитеты | 14 | 12 | 10 | 9 | 8 | Всего поверхностей |
| Количество поверхностей | 6 | 19 | 2 | 2 | 3 | 32 |
Таблица 21 Точность поверхностей детали
| Шероховатость, Ra | 80 | 50 | 25 | 20 | 12,5 | 6,3 | 3,2 | 1,6 | Всего поверхностей |
| Количество поверхностей | 6 | 2 | 2 | 10 | 8 | 3 | 3 | 3 | 32 |
Таблица 22 Показатели технологичности конструкции крышки
| Показатели | Норма | Значение | |
| Коэффициент точности обработки | Ктн | 0,91 > 0,8. | 0,91 |
| Коэффициент шероховатости | Кш | 0,96£ 1,6. | 0,96 |
| Коэффициент унификации | Ку.э | 0,78 | |
| Коэффициент использования материала | Ки.м | 0,78 | |
| Коэффициент обрабатываемости стали | Км | 0,95 | |
| Квалитета обработки | JT12. |
Выбор типа производства
Коэффициент закрепления операций определяется по формуле 1.7:
 , (1.7)
, (1.7)
где Р- число рабочих мест,
О- количество операций ,выполняемых на рабочем месте за месяц, определяется по формуле 1.8;
![]() , (1.8)
, (1.8)
где ηзн-нормативный коэффициент загрузки оборудования
ηзф-фактический коэффициент загрузки рабочего места, определяется по формуле 1.9:
![]() , (1.9)
, (1.9)
где mр- расчетное количество станков, определяется по формуле 1.10:
![]() , (1.10)
, (1.10)
где N-годовая программа выпуска (14000 шт.)
Тшт- штучное время , мин.
Fд- действительный годовой фонд времени ,ч определяется по формуле 1.11:
![]() , (1.11)
, (1.11)
где Fн- номинальный фонд времени работы оборудования ,мин, определяется по формуле 1.12 :
![]() , (1.12)
, (1.12)
где Ккд, Кпд – календарные и праздничные дни соответственно,
S- количество смен , 2,
d – продолжительность смены 8 ч.
Fн=250*2*8=4000
![]()
ηзн=0,75…0,85.
Примем ηзн=0,85 ,все полученные данные сводим в таблицу 23.
Таблица 23 Коэффициент закрепления операций
| Операция | Тштк | mp | P | ηзф | О |
| 005 | 20,4 | 1,79 | 2 | 0,89 | 0,95 |
| 010 | 7,2 | 0,53 | 1 | 0,53 | 1,6 |
| 015 | 3,73 | - | - | - | - |
| 020 | 1,91 | 0,071 | 1 | 0,071 | 10,6 |
| Итого | 4 | 2,99 | |||
Если 10≥Кзо>1- крупносерийное,
20≥Кзо>10- производство среднесерийное,
40≥Кзо>20-производство мелкосерийное
Кзо=2,99-следовательно, производство крупносерийное.
ВЫБОР ИСХОДНОЙ ЗАГОТОВКИ
Заготовка является сложной геометрической фигурой, то для нахождения объема заготовки необходимо разбить заготовку на элементарные геометрические фигуры. Тогда объем заготовки будет складываться из объема элементарных геометрических фигур, см3 :
![]()
![]()

![]()
![]()
![]()
Для стали 45ФЛ g=7,81г/см3
Масса заготовки, г:
![]() .
.
Для отливки
S=(360/1000* 10,87*1,05*1*0,87*0,5)-(10,87-8,5)25/1000=1,72 руб.
Для штамповки
S=(373/1000*11,2*1*1*0,8*1*1)-(11,2-8,5)25/1000=3,27 руб,
Коэффициент использования материала:
для отливки
Ки.м.=8,5/10,87=0,78
для штамповки
Ки.м.=8,5/11,2=0,75
Значит штамповка по сравнению с отливкой дорога, а также менее экономична по использованию материала.
Ввиду того, что крышка не является телом вращения и имеет сложную конфигурацию, заготовку для нее можно получить из отливки.
Чертеж заготовки представлен в (приложении 8 )
Материал детали - литейная сталь 45ФЛ, которая хорошо обрабатывается всеми видами лезвийного инструмента, применяется для изготовления станин , корпусов , муфт , тормозных дисков, вилок ,звездочек и других деталей , работающих при температуре до 400ºС . Некоторые механические свойства стали 45ФЛ рассмотрены в таблице 24 .
Таблица 24 Механические свойства стали 45ФЛ
| Диаметр сечения, 1мм | т, Мпа | B, МПа | 5, % | , % | HB |
| До400 | 320 | 550 | 14 | 25 | 167-207 |
Таблица 25 Массовая доля элементов и легированных добавок в стали 45ФЛ ГОСТ 977-75
| Марка материала | C,% | V,% | Si,% | Mn,% | Cr,% | S,% | P,% | Cu,% | Ni,% |
| 45ФЛ ГОСТ 977-75 | 0,37-0,45 | 0,06-0,15 | 0,2-0,52 | 0,4-0,9 | 0,3 | 0,045 | 0,04 | 0,3 | 0,3 |
Для заготовки данной массы и конфигурации целесообразно предварительно принять литые отливки, особенно если учесть, что материал детали – литейная сталь.
При этом заготовка имела 11 степень точности( припуски в среднем составляли по 4 мм на сторону) и Rа 80мкм.
Целесообразно снизить припуски на механообработку детали , поэтому я предлагаю в качестве метода получения заготовки использовать литье в песчаные формы, отверждаемые в контакте с оснасткой, при этом припуски сокращаются в 2 раза, степень точности получаемой отливки-8.
При получении заготовки более высокой точности стоимость ее изготовления возрастет, однако, сформировав отливку иным образом, чем в действующем технологическом процессе (сэкономив ≈15% металла) снижаем стоимость механической обработки деталей.
Данный проект представляет разработку группового технологического процесса механообработки деталей. Считаем, что на производство заготовок также распространяется групповая технология, причем для каждой детали группы формируется своя отливка.
Метод получения заготовки -литье в песчаные формы, отверждаемые в контакте с отливкой.
Согласно [4] таблица 1.1, для вышеуказанного метода получения отливки :
Похожие работы
... и т.п.) предприятия; организация работ по созданию новых видов продукции во времени; обеспечение рациональной организации труда работников и необходимых условий для осуществления всего комплекса работ по подготовке производства к выпуску новой продукции; установление экономических отношений между участниками процесса создания новой техники, обеспечивающих заинтересованность ученых, инженеров ...
... использования нормативно-справочной литературы по экономике, организации предприятия и управлению им. Работа включает следующие разделы: 1) предварительный анализ доходности и определение объёмов выпуска новой продукции; 2) расчёт показателей производственной программы цеха; 3) расчёт потребности в оборудовании и площадях (условно считаем, что цех проектируется заново); 4) расчёт основных ...
... - разработка новых видов использования ранее выпускаемой продукции за счет ее модернизации или дополнительных приспособлений; - сокращение ассортимента выпускаемой продукции или снятия с производства продукции, не пользующейся спросом. Приступая к планированию ассортимента и разработке новой продукции, следует всегда помнить, что никакие, самые хорошо продуманные планы сбыта и рекламы не ...

... . Они получают финансирование и отдельное рабочее место – «собачью площадку». Такой тип организации используют фирмы 3M, Dow, Westinghouse, General Mills. В Российской практике, планированием новой продукции на предприятиях старой формации заняты планово-экономический, финансово-сбытовой отдел, отдел главного конструктора, отдел главного технолога, отдел, занятый НИОКР. На предприятиях, созданных ...
0 комментариев