Краткая характеристика предприятия ОАО «Русполимет»
Анализ эффективности использования предметов труда
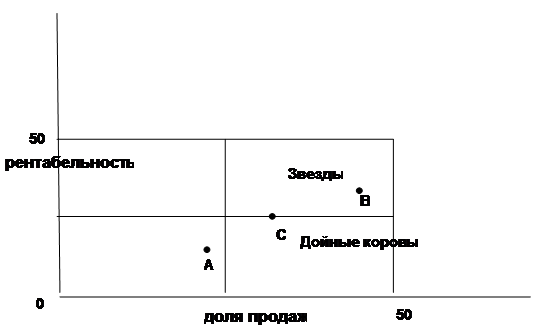
Анализ внешней конкурентной среды
Анализ прибыли и рентабельности
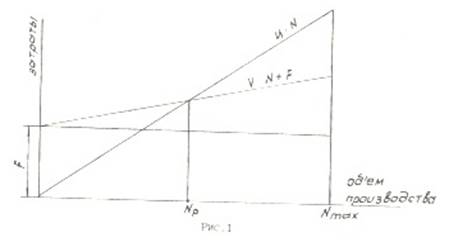
Анализ безубыточности
Характеристика Ремонтно - механического цеха
Анализ выполнения плана по качеству продукции
Х 0,17 / 100 = 1,01 тыс. рублей
Она прочная и жесткая, что позволяет обрабатывать ее с наиболее производительными режимами резания;
Степень точности отливки 6-11 , принимаем 8;
Организационно-экономическая часть
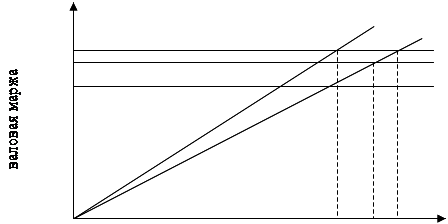
Маркетинговый анализ
Персонал
Содержание оборудования и других рабочих мест
Безопасность и экологичность проектных решений
Расчёт экономической эффективности мероприятий по безопасности труда
Вибрация, ее действие на организм человека и методы защиты от вибрации
Защита от вредных веществ
Экономическая эффективность от реализации решений по снижению заболеваемости
Решения по защите атмосферы
Экономическая эффективность от реализации решений по охране труда и экологии
Управление внедрением проектных мероприятий
Сетевой план-график внедрения проектных мероприятий
Навигация
Характеристика Ремонтно - механического цеха
Планирование выпуска новой продукции
152497
знаков
72
таблицы
10
изображений
1.2 Характеристика Ремонтно - механического цеха
Организационно-производственная структура ремонтного хозяйства определяется масштабом завода и принятой формой организации ремонта. На ОАО «Русполимет» существует как общезаводские и цеховые ремонтные службы. К общезаводским подразделениям относятся отдел (управление) главного механика, ремонтно-механический цех, склад оборудования и запасных частей, цех по ремонту кольцевого и металлургического оборудования (ЦРКО И ЦРМО). Руководит ремонтным хозяйством главный механик завода через отдел главного механика, который состоит из ряда бюро: оборудования (планово-предупредительного ремонта), планово-производственного, технического и др. Отдел главного механика выполняет конструкторскую, технологическую, производственную и планово-экономическую работу для всего ремонтного хозяйства.
Ремонтно-механический цех (РМЦ) подчинен главному механику и проводит капитальный ремонт и модернизацию сложного оборудования, изготавливает запасные части, технологической оснастки и нестандартное оборудование, оказывает помощь цеховым ремонтным службам.
Структура ремонтного цеха имеет комплексный характер и обеспечивает выполнение всех ремонтных работ и их обслуживание. К числу отделении и участков РМЦ относятся демонтажное, заготовительное, механическое, слесарно-сборочное, кузнечное, сварочное, жестяницкое, восстановления деталей, окрасочное и др.
В состав цеховой ремонтной базы входят механическая мастерская, слесарный участок, ремонтные бригады, кладовая. Руководство ремонтными работами в цехах осуществляют механики цехов через мастеров и бригадиров. На большинстве заводов механики цехов административно подчинены начальникам производственных цехов. Виды и объемы выполняемых ремонтных работ в цехе обусловливаются принятой на заводе формой организации ремонта оборудования. Техническая база ремонтного хозяйства определяется Типовой системой технического обслуживания и ремонта металло- и деревообрабатывающего оборудования, а также общемашиностроительными нормативами технологического проектирования РМЦ и предусматривает количество и структуру оборудования, производственные площади, средства механизации ремонтных работ и технологию их выполнения. Состав и количество основного оборудования в ремонтном хозяйстве должны обеспечивать выполнение всех видов ремонтных работ, изготовление запасных частей и нестандартизованного оборудования, а также его модернизацию. Основное оборудование ремонтных служб - универсальные станки для обработки металла резанием (токарно-револьверные - 50%, фрезерные - 12, шлифовальные - 16% и др.)- Вспомогательное и слесарно-сборочное оборудование определяется в виде комплекта (набора). Общее количество основного оборудования в РМЦ рассчитывается исходя из трудоемкости станочных работ по ремонту установленного на заводе оборудования и эффективного фонда-времени работы одного станка при двухсменной работе, но не должно превышать 2-2,5% оборудования завода. Площадь определяется на основе компоновки отделений и помещений цеха, а также планировки оборудования и рабочих мест с учетом норм технологического проектирования вспомогательных цехов. Используют и укрупненный метод по удельной площади на единицу основного оборудования (36-46 м). Запасные детали изготавливаются в основном на универсальном оборудовании по устаревшей технологии. Слесарные же работы выполняются, как правило, вручную. Практически не используются механические шаберы, переносные шлифовальные приспособления, электрозаклепочники и пневматические ключи.
1.2.2 Анализ выполнения производственного плана
Задачами анализа являются:
Оценка степени выполнения плана производства и реализации продукции;
Определение влияния факторов на изменение этих показателей и т.д.
Объектами анализа служат:
Объем производства и реализации продукции в целом и по ассортименту;
Качество продукции;
Структура производства и реализации продукции;
Ритмичность производства и реализации продукции.
Источниками информации для анализа являются бизнес-план предприятия, оперативные планы-графики, отчетность форма № 1 “Отчет по продукции”, форма № 2 “Отчет о прибылях и убытках” и т.д.
Анализ выполнения плана по производству продукции является отправной стадией экономического анализа работы РМЦ и представлен в таблице 10
Таблица10
Выполнение плана по производству продукции.
| Показатели | 2008 год, (отчет) тыс. руб. | 2009 год, тыс. руб. | ||||
| План | Факт | Отклонение (+,-) | % к плану | % к 2008 г. | ||
| Объем реализации продукции в действующих ценах предприятия | 400 | 605 | 600 | -5 | -1,0 | 150 |
| Товарная продукция в действующих ценах предприятия, в т.ч. | 580 | 870 | 850 | -20 | -2,3 | 153,5 |
| Запчасти для станочного оборудования | 129 | 250 | 260 | +10 | 4,0 | 201,6 |
| Запчасти для проканых станов | 130 | 125 | 84 | -41 | -32,8 | 64,6 |
| Запчасти для кранов | 128 | 228 | 250 | +22 | 9,6 | 195,3 |
Из таблицы видно, что за отчетный год план по выпуску готовой продукции недовыполнен на 2,3% из-за невыполнения плана по производству продукции, а по сравнению с 2008 годом произошло увеличение выпуска готовой продукции на 153,5%. На объем товарной продукции влияет численность работающих и выработка на одного работающего.
Таблица11
Численность работающих и выработка на одного работающего.
| Показатели | 2009 год | Отклонение от плана | Выполнение плана, % | |||||
| По плану | Фактически | |||||||
| Тыс.руб. | тн. | тыс руб. | тн. | тыс. руб. | тн. | тыс. руб. | тн. | |
| Товарная продукция | 603 | 28000 | 594 | 28500 | -9 | +500 | 98,5 | 101,8 |
| Среднесписочная численность работающих, чел. | 120 | 119 | -1 | 99,2 | ||||
| Годовая выработка на одного работающего | 5,03 | 233,3 | 4,99 | 239,5 | -0,04 | 6,2 | 99,2 | 102,6 |
Из таблицы. видно, что уменьшение численности работающих составило 1 человека.
Выработка на одного работающего (в денежном выражении – млн. рублей) упала на 0,04 тыс. рублей по сравнению с планом за счет изменения цен на готовую продукцию в течение 2009 года. Выработка на одного работающего в натуральном выражении (тн) увеличилась на 6,2 тонн по сравнению с планом за счет увеличения объема производства. Важнейшим фактором, влияющим на выполнение производственной программы, является производительность основных агрегатов.
Показатели работы вертикально-фрезерного станка 6Р82Ш за 2009 год даны в таблице12
Таблица12 - Показатели работы станка за 2009год.
| Показатели | Всего по цеху | |||
| План | Факт | Отклонение | в % к плану | |
| 1 | 2 | 3 | 4 | 5 |
| Календарное время, сутки | 365 | 365 | - | 100,0 |
| Календарное время, час | 8760 | 8760 | - | 100,0 |
| Нерабочее время (кап. ремонты, плановые, текущие ремонты, дни отдыха), сутки | 125 | 113 | -12 | 90,4 |
| Номинальное время, сутки | 240 | 252 | +12 | 105,0 |
| Номинальное время, час | 5760 | 6048 | +288 | 105,0 |
| Текущие простои, час | 760 | 672 | -88 | 88,4 |
| Фактическое время, сутки | 208,3 | 224 | +15,7 | 107,5 |
| Фактическое время, час | 4999,2 | 5376 | +376,8 | 107,5 |
| Производство продукции, тн. | 15035 | 19032 | +3997 | 126,6 |
| Часовая производительность фактически, тн. | 3,007~3 | 3,540~4 | +1 | 133,3 |
| Незавершенное производство, т | 700,0 | 515,3 | 184,7 | 73,6 |
| Производительность в номинальные сутки, тн. | 62,646~63 | 75,524~76 | +13 | 120,6 |
На выполнение плана по объему производства влияют экстенсивные и интенсивные факторы работы оборудования. К экстенсивным факторам относятся:
Длительность ремонтов (капитальных, холодных и текущих);
Продолжительность простоев по другим причинам;
Сортамент продукции;
Технологические факторы и степень механизации и автоматизации.
Анализ влияния экстенсивных факторов приведен в таблице 13
Таблица13 - Влияние экстенсивных факторов по производство продукции по станку
| Показатели | Вертикально фрезерный станок 6Р82Ш |
| Продолжительность капитального ремонта, сутки по плану по отчету отклонение в сутки влияние капитального ремонта, шт. | 125 113 -12 12 х 75,5 ~ 906 |
| Продолжительность холодного ремонта, сутки по плану по отчету отклонение в сутки влияние холодного ремонта, шт. | - - - - |
| Продолжительность текущих ремонтов, сутки по плану по отчету отклонение в сутки влияние текущих ремонтов, шт. | 32 28 -4 4 х 84,96 ~ 340 |
| Всего по цеху, шт. | 1246 |
Влияние продолжительности капитального ремонта на производство продукции рассчитывается по формуле:
Вр = (Тпл - Тф) х Пф
где Вр – изменение производства продукции, тн.;
Тпл – плановая продолжительность капитального ремонта, сутки;
Тф – фактическая продолжительность капитального ремонта, сутки;
Пф – фактически произведенная продукция в номинальные сутки, тн.
Вр = (125-113) х 75,5 = 906 тн.
Влияние текущих ремонтов на производство продукции рассчитывается по формуле:
В’р = (Т’пл – Т’ф) х П’ф
где В’р – изменение производства продукции, тн.;
Т’пл – плановая продолжительность текущих простоев, сутки;
Т’ф – фактическая продолжительность текущих простоев, сутки;
П’ф – фактическое производство продукции в фактические сутки,тн.
В’р = (32 - 28) х (19032 / 224) = 4 х 84,96 = 340 тн.
К факторам интенсивных нагрузок относятся:
Изменение суточной производительности в фактические сутки;
Длительность производства.
Изменение производства продукции в зависимости от интенсивных факторов определяется по формуле:
В = (Пф - Ппл) х Тф,
где В – изменение производства продукции, тн.;
Пф – фактическая производительность стана в фактические сутки, тн.;
Ппл – плановая производительность стана в фактические сутки, тн.;
Тф – число фактических суток работы станка.
В = ((19032 / 224) – (15035/208,3)) х 224 = (84,96 – 72,18) х 224 = +2863тн.
Изменение суточной производительности в фактические сутки привело к увеличению объема производства в 2008 году.
Похожие работы
... и т.п.) предприятия; организация работ по созданию новых видов продукции во времени; обеспечение рациональной организации труда работников и необходимых условий для осуществления всего комплекса работ по подготовке производства к выпуску новой продукции; установление экономических отношений между участниками процесса создания новой техники, обеспечивающих заинтересованность ученых, инженеров ...
... использования нормативно-справочной литературы по экономике, организации предприятия и управлению им. Работа включает следующие разделы: 1) предварительный анализ доходности и определение объёмов выпуска новой продукции; 2) расчёт показателей производственной программы цеха; 3) расчёт потребности в оборудовании и площадях (условно считаем, что цех проектируется заново); 4) расчёт основных ...
... - разработка новых видов использования ранее выпускаемой продукции за счет ее модернизации или дополнительных приспособлений; - сокращение ассортимента выпускаемой продукции или снятия с производства продукции, не пользующейся спросом. Приступая к планированию ассортимента и разработке новой продукции, следует всегда помнить, что никакие, самые хорошо продуманные планы сбыта и рекламы не ...

... . Они получают финансирование и отдельное рабочее место – «собачью площадку». Такой тип организации используют фирмы 3M, Dow, Westinghouse, General Mills. В Российской практике, планированием новой продукции на предприятиях старой формации заняты планово-экономический, финансово-сбытовой отдел, отдел главного конструктора, отдел главного технолога, отдел, занятый НИОКР. На предприятиях, созданных ...
0 комментариев