Исходные данные
ПРОЕКТироВАНие ПОТОчнОй ЛиНии МЕХАНической ОБРаБотКИ ДЕТАЛи
Выбор оборудования
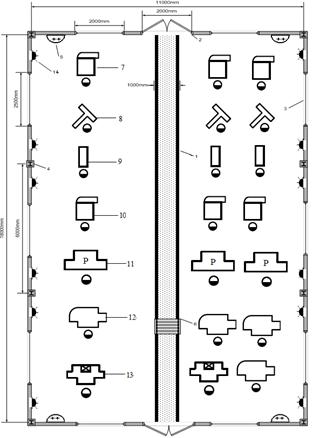
Планирование поточной линии
Технологический задел
Расчёт основных и оборотных средств участка
Расчёт численности вспомогательных рабочих
Расчёт сметы затрат на содержание и эксплуатацию оборудования
Амортизационные отчисления
Затраты на пар для отопления
Калькуляция себестоимости и цены детали
Расчёт технико-экономических показателей участка (поточной линии)
Навигация
Технологический задел
Проектирование поточной линии механической обработки детали и расчёт её технико-экономических показателей
59924
знака
27
таблиц
4
изображения
2.7.1. Технологический задел
Технологический задел (Зтехн) – общее количество деталей, находящихся в данный момент в процессе обработки на всех операциях линии:
![]() , (2.8)
, (2.8)
Где т – количество операций на линии;
пі – количество рабочих мест на каждой операции;
S – количество одновременно обрабатываемых деталей на каждом рабочем месте, S = 1.
Зтехн а = (2 + 1 + 3 + 2 + 2 + 1 + 1 + 2 + 3 + 2) * 1 = 19 дет.;
Зтехн б = (2 + 1 + 2 + 2 + 2 + 1 + 1 + 2 + 3 + 2) * 1 = 18 дет.;
2.7.2. Транспортный задел
Транспортный задел (Зтр) создаётся деталями, которые находятся на поточной линии между рабочими местами:
![]() , (2.9)
, (2.9)
где р – размер транспортной партии деталей.
При поштучной передаче деталей с операции на операцию величина р= 1.
Зтр а = (19 – 1) * 1 = 18
Зтр б = (18 – 1) * 1 = 17
2.7.3. Страховой задел
Страховой задел (Зстр) создаётся перед наиболее ответственной (как правило, это наиболее трудоёмкая) операцией. Его величина устанавливается в размере 4-5% переменного задания. Кроме того, перед каждой операцией 15-20 минутный страховой задел деталей с целью создания возможности для независимого начала работ:
![]() , (2.10)
, (2.10)
где Зстр і – страховой задел на і-тій операции, штук;
пі – количество станков на данной операции, штук;
tшті – трудоёмкость операции, минут.
Рассчитаем для каждой операции :
Зстр 1 = (20 / 5,81) * 2 = 7,02
| Зстр 2 = | 6,88 |
| Зстр 3а = | 9,90 |
| Зстр 3б = | 6,84 |
| Зстр 4 = | 11,87 |
| Зстр 5 = | 8,53 |
| Зстр 6 = | 12,66 |
| Зстр 7 = | 7,91 |
| Зстр 8 = | 10,99 |
| Зстр 9 = | 7,62 |
| Зстр 10 = | 7,65 |
2.7.4 Оборотный межоперационный задел
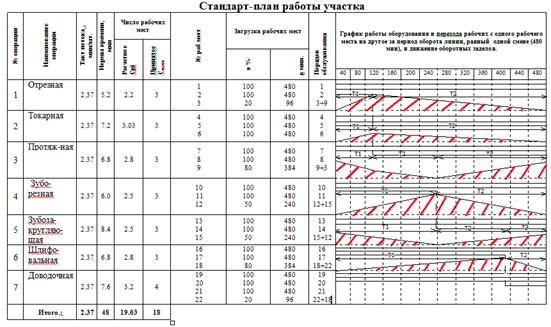
Оборотный межоперационный задел (Зоб) создаётся между смежными операциями вследствие их разной трудоёмкости (продуктивности). Его величина рассчитывается на основе графика-регламента работы поточной линии. Для того, чтоб рассчитать межоперационные оборотные заделы между смежными операциями, период обслуживания Т0 распределяют на частичные периоды времени t0, на протяжении которых на двух смежных операциях работает неизменное количество станков.
Максимальную величину оборотного задела, снова создающегося (если результат получается со знаком плюс) или использующегося (если результат получается со знаком минус) для каждого отрезка времени t0 определяется по формуле:
 , (2.11)
, (2.11)
где пі, пі+1 – количество станков, работающих одновременно, соответственно, на предварительной и усиливающих операциях в течение времени t0.
Рассчитаем величины оборотного задела:
Зоб1-2 =1,26*(2/5,81-1/2,02)60= -11
Зоб1-2ʼ = (1,62-1,26)(2/5,81-0) 60 = 7
Зоб1-2ʼʼ = (2,00-1,62)(1/5,81-0) 60 = 4
Зоб2-3а = 1,26(1/2,02-3/8,77) 60 = 12
Зоб2-3аʼ= 0,20(-3/8,77)60 = -4
Зоб2-3аʼʼ = 0,54(2/8,77)60 = -8
Зоб3а-4 = 0,94(3/8,77-1/4,69)60 = 7
Зоб3а-4ʼ = 0,54(2/8,77-1/4,69)60 = 1
Зоб3а-4ʼʼ = 0,54(-2/8,77)60 = -8
Зоб4-5 = 0,92(2/4,69-2/3,16)60 = -11
Зоб4-5ʼ = 0,065(1/4,69-2/4,69)60 = -2
Зоб4-5ʼʼ = 1,015(1/4,69)60 = 13
Зоб5-6 = 0,985(2/3,16-1/2,53) 60 = 14
Зоб5-6ʼ = 0,595(-1/2,53) 60 = -14
Зоб6-7 = 1,13(1/2,53-1/1,82) 60 = -11
Зоб6-7ʼ = 0,45(1/2,53) 60 = 11
Зоб7-8 = 1,13(1/1,82-2/5,25) 60 = 11
Зоб7-8ʼ = 0,14(-2/5,25) 60 = -3
Зоб7-8ʼʼ = 0,73(-2/5,25) 60 = -8
Зоб8-9 = 0,88(2/5,25-3/7,84) 60 = 1
Зоб8-9ʼ = 0,39(2/5,25-2/7,84) 60 = 3
Зоб8-9ʼʼ = 0,73(1/5,25-2/7,84) 60 = -4
Зоб9-10 = 0,42(3/7,84-2/3,88) 60 = -3
Зоб9-10ʼ = 0,46(3/7,84-1/3,88) 60 = 4
Зоб9-10ʼʼ = 1,12(2/7,84-1/3,88) 60 = -1
Зоб2-3б = 0,1(1/2,02-2/3,37) 60 = -1
Зоб2-3бʼ = 1,16(1/2,02-1/3,37) 60 = 14
Зоб2-3бʼʼ = 0,74(-1/3,37) 60 = -13
Зоб3б-4 = 0,1(2/3,37-2/4,69) 60 = -1
Зоб3б-4ʼ = 0,82(1/3,37-2/4,69) 60 = 7
Зоб3б-4ʼʼ = 1,08(1/3,37-1/4,69) 60 = -6
Расчёты величины заделов наносятся в принятом масштабе на ординаты графика-регламента, которые находятся между соответствующими смежными операциями (рис. 2.3.).
Похожие работы


... изготовлением ограниченной номенклатуры деталей партиями, повторяющимися через определенные промежутки времени. Это позволяет использовать наряду с универсальным специальное оборудование. При проектировании технологических процессов предусматривают порядок выполнения и оснастку каждой операции. Для организации серийного производства характерны следующие черты. Цехи, как правило, имеют в своем ...





... нам необходимо придерживаться принципа сохранения баз для получения детали большей точности и исключение погрешностей переустановки. 2.6. Разработка технологического маршрута обработки детали В условиях производства разработка технологических процессов изготовления деталей производится с учетом технического и экономического принципов. В соответствии с техническим принципом проектируемый ...
... С2,…,Сm – число рабочих мест по операции. Следовательно, для изготовления шестерни необходимо применить однопредметную прерывно-поточную линию (ОППЛ). 2. Расчёт календарно-плановых нормативов ОППЛ Однопредметные прерывно-поточные линии применяются в массовом и крупносерийном типах производства, когда норма времени выполнения операций производственного процесса не равна и не кратна такту ( ...





... Исходя из выше перечисленных пунктов соответствия данной сборочной единицы всем нормам технологичности, делаем вывод о том, что конструкция рассматриваемого вала первичного в сборе является технологичной. 3.3 Разработка технологического процесса сборки Таблица 2 - Технологический маршрут сборки № операции Содержание перехода 1. На вал 1 установить стакан 17 2. Напрессовываем на вал 1 ...
0 комментариев