Исходные данные
ПРОЕКТироВАНие ПОТОчнОй ЛиНии МЕХАНической ОБРаБотКИ ДЕТАЛи
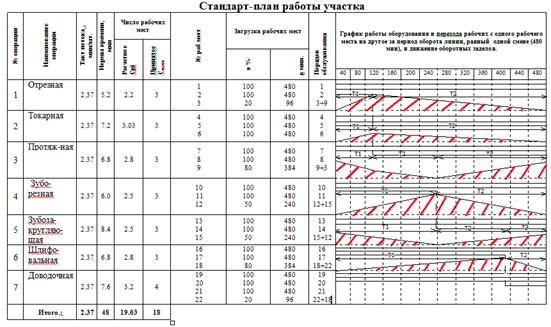
Выбор оборудования
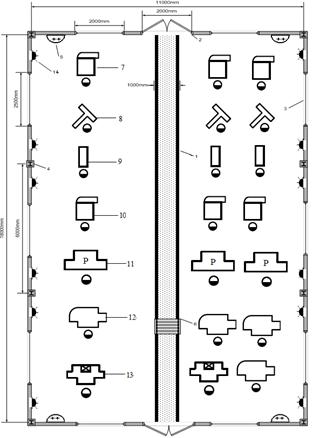
Планирование поточной линии
Технологический задел
Расчёт основных и оборотных средств участка
Расчёт численности вспомогательных рабочих
Расчёт сметы затрат на содержание и эксплуатацию оборудования
Амортизационные отчисления
Затраты на пар для отопления
Калькуляция себестоимости и цены детали
Расчёт технико-экономических показателей участка (поточной линии)
Навигация
Расчёт технико-экономических показателей участка (поточной линии)
Проектирование поточной линии механической обработки детали и расчёт её технико-экономических показателей
59924
знака
27
таблиц
4
изображения
3. Расчёт технико-экономических показателей участка (поточной линии)
Большая часть количественных показателей уже была рассчитана в предыдущих разделах проекта. Некоторые показатели, особенно группа качественных показателей, требует дополнительных расчётов. Так годовую программу в стоимостном выражении определяют путём умножения оптовой цены детали на годовую программу выпуска в штуках. Аналогично, годовую программу в нормо-часах определяем умножением суммарной трудоёмкости изготовления детали на годовую программу её выпуска в штуках.
Производительность труда (ПП) по участку определяем по формуле:
 , (3.1)
, (3.1)
где Nрг – годовой выпуск продукции, грн.;
ппр – общая численность работающих на участке, чел.
ПП а = 4308771,11 / 58 = 74289,16 грн./чел.
ПП б = 4216068,57 / 54 = 78075,34 грн./чел.
Выпуск продукции с 1 м2 производственной площади (ВS) в грн./м2 определяется по формуле:
![]() , (3.2)
, (3.2)
где S – общая площадь участка, м2.
ВS а = 4308771,11 / 263,72 = 16338,43 грн./м2
ВS б = 4216068,57 / 274,36 = 15704,81 грн./м2
Выпуск продукции с одного рабочего места (Врм) определяется по формуле:
 , (3.3)
, (3.3)
где прм – общее количество рабочих мест, ед.
Врм а = 4308771,11 / 35 = 123101 ед.
Врм б = 4216068,57 / 32 = 134649 ед.
Фондоотдача (Фв) определяется по формуле:
![]() , (3.4)
, (3.4)
где ВВФ – общая стоимость производственных фондов, грн.
Фв а = 4308771,11 / 1820991,68 = 2,37
Фв б = 4216068,57 / 2122133,45 = 2,03
Фондоёмкость продукции (ФМ) определяется как:
![]() (3.5)
(3.5)
ФМ а = 1 / 2,37 = 0,42
ФМ б = 1 / 2,03 = 0,49
Фондовооружённость труда (ФОП) определяется по формуле:
![]() (3.6)
(3.6)
ФОП а = 1820991,68 / 58 = 31396,41 грн.
ФОП б = 2122133,45 / 54 = 39298,77 грн.
Рентабельность производства (Р) определяется как:
![]() , (3.7)
, (3.7)
где Пр – сумма прибыли, грн.
Ра = (598440,43 / 1820991,68) * 100 = 32,86%
Рб = (585565,08 / 2122133,45) * 100 = 27,59%
Все рассчитанные технико-экономические показатели поточной линии сводятся в таблицу 3.1.
Таблица 3.1- Технико-экономические показатели поточной линии
| Наименования показателей | Величина (А) | Величина (Б) |
| 1 | 2 | 3 |
| Количественные показатели | ||
| Годовая программа выпуска деталей, шт./год | 69000 | 69000 |
| Товарная продукция, грн. | 4308771,11 | 4216068,57 |
| Трудоёмкость годового выпуска, нормо-часов | 0,76 | 0,76 |
| Стоимость основных фондов, грн. | 1213994,45 | 1414755,63 |
| Стоимость оборотных средств, грн. | 606997,23 | 707377,82 |
| Стоимость производственных фондов, грн. | 1820991,68 | 2122133,45 |
| Производственная площадь, м2 | 263,72 | 274,36 |
| Количество станков, шт. | 19 | 18 |
| Численность работающих, чел. | 58 | 54 |
| в том числе: | ||
| основных рабочих | 42 | 40 |
| вспомогательных рабочих | 12 | 10 |
| служащих | 4 | 4 |
| Годовой фонд заработной платы, грн. | 1693677,94 | 1464813,90 |
| в том числе: | ||
| основных рабочих | 1121328,63 | 985890,18 |
| вспомогательных рабочих | 509090,78 | 415665,20 |
| служащих | 63258,53 | 63258,53 |
| Полная себестоимость детали, грн. | 43,37 | 42,43 |
| Прибыль: | ||
| на деталь, грн. | 8,67 | 8,49 |
| на годовую программу, грн. | 598440,43 | 585565,08 |
| Качественные показатели | ||
| производительность труда (выработка на одного работающего), грн./чел. | 1326,92 | 1408,16 |
| Выпуск продукции с 1 м2 производственной площади, грн./м2 | 261,64 | 251,49 |
| Выпуск продукции с 1 рабочего места, грн./ раб. место | 2379 | 2556 |
| Фондоотдача, грн./грн. | 0,06 | 0,05 |
| Фондоёмкость, грн./грн. | 16,67 | 20,00 |
| Фондовооруженность труда, грн./чел. | 31396,41 | 39298,77 |
| Рентабельность производства, % | 32,86 | 27,59 |
заключение
В данном курсовом проекте проведено проектирование поточной линии для двух вариантов станков А и Б, а также произведён расчет различных технико-экономических показателей построенной поточной линии.
Входе проектирования была определена площадь участка для двух вариантов расчета, при чём для первого варианта она составила приблизительно 264 м2, а для второго – 275 м2. Стоимость производственных фондов, необходимых для производства продукции при использовании станка 3а и 3б составляют соответственно 1820991,68 и 2122133,45. Фонд заработной платы в первом случае также меньше, чем во втором. Таким образом, затраты, требуемые для производства деталей с использованием станка 3а в целом меньше, чем при использовании станка 3б. В тоже время, при расчёте качественных показателей было выяснено, что, к примеру, производительность труда выше при использовании второго вида станка. Что же относится к основному показателю эффективности производства – рентабельности, то она для обоих способов производства является достаточно высокой – 33% и 29% соответственно. Отпускная цена готового изделия в обоих вариантах существенно не отличается.
Таким образом, при ориентации предприятия на повышение рентабельности производства, необходимо остановиться на использовании станка 3а.
список источников информации
1 М.Е. Егоров. Основы проектирования машиностроительных заводов. – 6-е изд., испр. и доп. – М.: Высш. школа, 1969 – 464с.
2 С.М. Мерков. Проектирование участка механического цеха.
3 Организация и планирование машиностроительного завода // уч. пособие под ред. И.М. Разумова – 3-е изд., перер. и доп. – М.: «Машиностроение», 1974 – 597 с.
4 Организация, планирование и управление на приборостроительных предприятиях // уч. пособие под ред. В.А. Мищенко и Н.И. Погорелова – Киев УМК ВО, 1992 – 400 с.
5 Перерва П.Г., Погорелов Н.И. Маркетинг машиностроительной продукции // уч. пособие под ред. Погорелова Н.И., Киев, ИСМО МО Украины, 1997 – 176 с.
6 Типовая система технического обслуживания и ремонта металлорежущего оборудования. М.: ЭНИМС, 1987 – 672 с.
7 Економіка та організація праці // уч. посібник за ред. Перерви П.Г., Погорєлова М.І., Х.:НТУ «ХПІ», 2006 – 587 с.
Похожие работы


... изготовлением ограниченной номенклатуры деталей партиями, повторяющимися через определенные промежутки времени. Это позволяет использовать наряду с универсальным специальное оборудование. При проектировании технологических процессов предусматривают порядок выполнения и оснастку каждой операции. Для организации серийного производства характерны следующие черты. Цехи, как правило, имеют в своем ...





... нам необходимо придерживаться принципа сохранения баз для получения детали большей точности и исключение погрешностей переустановки. 2.6. Разработка технологического маршрута обработки детали В условиях производства разработка технологических процессов изготовления деталей производится с учетом технического и экономического принципов. В соответствии с техническим принципом проектируемый ...
... С2,…,Сm – число рабочих мест по операции. Следовательно, для изготовления шестерни необходимо применить однопредметную прерывно-поточную линию (ОППЛ). 2. Расчёт календарно-плановых нормативов ОППЛ Однопредметные прерывно-поточные линии применяются в массовом и крупносерийном типах производства, когда норма времени выполнения операций производственного процесса не равна и не кратна такту ( ...





... Исходя из выше перечисленных пунктов соответствия данной сборочной единицы всем нормам технологичности, делаем вывод о том, что конструкция рассматриваемого вала первичного в сборе является технологичной. 3.3 Разработка технологического процесса сборки Таблица 2 - Технологический маршрут сборки № операции Содержание перехода 1. На вал 1 установить стакан 17 2. Напрессовываем на вал 1 ...
0 комментариев