Исходные данные
ПРОЕКТироВАНие ПОТОчнОй ЛиНии МЕХАНической ОБРаБотКИ ДЕТАЛи
Выбор оборудования
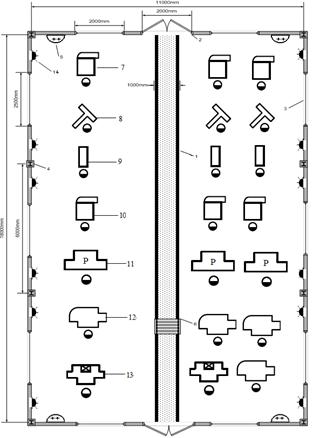
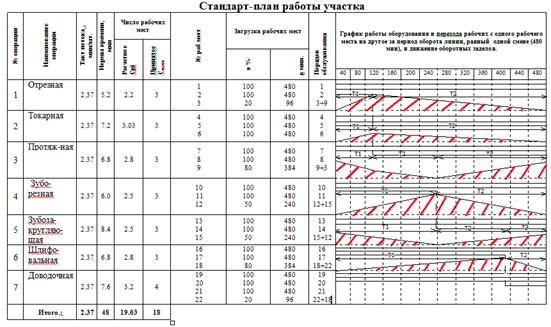
Планирование поточной линии
Технологический задел
Расчёт основных и оборотных средств участка
Расчёт численности вспомогательных рабочих
Расчёт сметы затрат на содержание и эксплуатацию оборудования
Амортизационные отчисления
Затраты на пар для отопления
Калькуляция себестоимости и цены детали
Расчёт технико-экономических показателей участка (поточной линии)
Навигация
Амортизационные отчисления
Проектирование поточной линии механической обработки детали и расчёт её технико-экономических показателей
59924
знака
27
таблиц
4
изображения
2.11.7. Амортизационные отчисления
Амортизационные отчисления расписаны в таблице 2.3.
2.11.8. Износ малоценного инструмента, инвентаря, приспособлений
Износ малоценного инструмента, инвентаря, приспособлений принимается из расчёта 300-500 грн. в год на одного основного производственного рабочего.
Результаты расчётов сводятся в таблице 2.8.
Таблица 2.8а – Смета затрат на содержание и эксплуатацию оборудования
| Наименование статей затрат | Сумма, грн. |
| Затраты на электроэнергию | 68968,54 |
| Затраты на сжатый воздух для промышленных потребностей | 581,40 |
| Затраты на воду для технологических целей | 40,16 |
| Затраты на содержание оборудования | 38870,00 |
| Затраты на плановые ТОиР | 969,00 |
| Стоимость вспомогательных материалов | 950,00 |
| Амортизационные отчисления | 236018,64 |
| Износ малоценного инструмента, инвентаря, приспособлений | 21000,00 |
| Всего | 367397,74 |
Таблица 2.8б – Смета затрат на содержание и эксплуатацию оборудования
| Наименование статей затрат | Сумма, грн. |
| Затраты на электроэнергию | 92300,25 |
| Затраты на сжатый воздух для промышленных потребностей | 550,80 |
| Затраты на воду для технологических целей | 40,16 |
| Затраты на содержание оборудования | 45655,00 |
| Затраты на плановые ТОиР | 918,00 |
| Стоимость вспомогательных материалов | 900,00 |
| Амортизационные отчисления | 277217,16 |
| Износ малоценного инструмента, инвентаря, приспособлений | 20000,00 |
| Всего | 437581,37 |
Затраты на содержание и эксплуатацию оборудования распределяются на себестоимость отдельный изделий пропорционально сумме тарифной заработной платы основных производственных рабочих:
| ВВУЕО = | сумма затрат на содержание и эксплуатацию оборудования по смете | *100%, (2.29) |
| тарифный фонд заработной платы основных производственных рабочих |
где ВВУЕО – процент затрат на содержание и эксплуатацию оборудования.
ВВУЕОа = (367397,74 / 897062,91) * 100 = 40,95%
ВВУЕО б = (437581,37 / 739417,63) * 100 = 59,18%
2.12. Расчёт сметы общепроизводственных расходов
2.12.1. Затраты, связанные с управлением производством
В этой статье учитывается заработная плата служащих участка, а также все начисления на неё этой категории работников.
2.12.2. Затраты на электроэнергию и освещение
Количество электроэнергии, затрачиваемой для освещения, определяем по формуле:
![]() =Трос*S*qе, (2.30)
=Трос*S*qе, (2.30)
где Трос – годовое количество часов освещения (Трос=2700 годин);
S – площадь участка, м2;
qе – затраты электроэнергии на освещение 1 м2 площади (принять равными 0,015 кВт*час плюс 5% на дежурное освещение).
Расчёт денежных затрат производится по формуле:
![]() =
=![]() *Сел, (2.31)
*Сел, (2.31)
где Сел – стоимость 1 кВт*час.
![]() а = 2700 * 263,72 * 0,015 * 1,05 = 11214,69 кВт*час
а = 2700 * 263,72 * 0,015 * 1,05 = 11214,69 кВт*час
![]() б = 2700 * 274,36 * 0,015 * 1,05 = 11667,16 кВт*час
б = 2700 * 274,36 * 0,015 * 1,05 = 11667,16 кВт*час
![]() а = 11214,69 * 0,4235 = 4749,42 грн.
а = 11214,69 * 0,4235 = 4749,42 грн.
![]() б = 11667,16 * 0,4235 = 4941,04 грн.
б = 11667,16 * 0,4235 = 4941,04 грн.
Похожие работы


... изготовлением ограниченной номенклатуры деталей партиями, повторяющимися через определенные промежутки времени. Это позволяет использовать наряду с универсальным специальное оборудование. При проектировании технологических процессов предусматривают порядок выполнения и оснастку каждой операции. Для организации серийного производства характерны следующие черты. Цехи, как правило, имеют в своем ...





... нам необходимо придерживаться принципа сохранения баз для получения детали большей точности и исключение погрешностей переустановки. 2.6. Разработка технологического маршрута обработки детали В условиях производства разработка технологических процессов изготовления деталей производится с учетом технического и экономического принципов. В соответствии с техническим принципом проектируемый ...
... С2,…,Сm – число рабочих мест по операции. Следовательно, для изготовления шестерни необходимо применить однопредметную прерывно-поточную линию (ОППЛ). 2. Расчёт календарно-плановых нормативов ОППЛ Однопредметные прерывно-поточные линии применяются в массовом и крупносерийном типах производства, когда норма времени выполнения операций производственного процесса не равна и не кратна такту ( ...





... Исходя из выше перечисленных пунктов соответствия данной сборочной единицы всем нормам технологичности, делаем вывод о том, что конструкция рассматриваемого вала первичного в сборе является технологичной. 3.3 Разработка технологического процесса сборки Таблица 2 - Технологический маршрут сборки № операции Содержание перехода 1. На вал 1 установить стакан 17 2. Напрессовываем на вал 1 ...
0 комментариев