Исходные данные
ПРОЕКТироВАНие ПОТОчнОй ЛиНии МЕХАНической ОБРаБотКИ ДЕТАЛи
Выбор оборудования
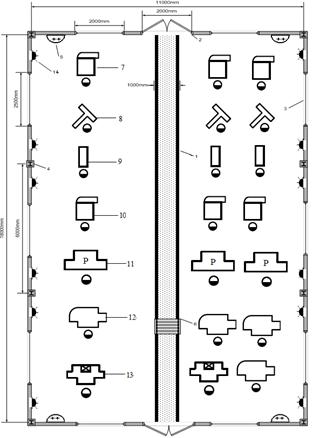
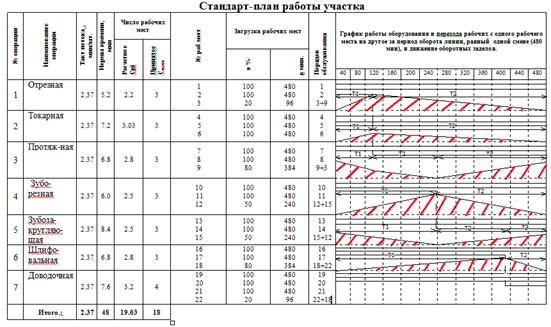
Планирование поточной линии
Технологический задел
Расчёт основных и оборотных средств участка
Расчёт численности вспомогательных рабочих
Расчёт сметы затрат на содержание и эксплуатацию оборудования
Амортизационные отчисления
Затраты на пар для отопления
Калькуляция себестоимости и цены детали
Расчёт технико-экономических показателей участка (поточной линии)
Навигация
Исходные данные
Проектирование поточной линии механической обработки детали и расчёт её технико-экономических показателей
59924
знака
27
таблиц
4
изображения
1. исходные данные
Механический участок изготавливает изделия типа втулка с вертикальным отверстием и лисками с одной стороны. Список технологических операций и характеристика оборудования, применяемого для механической обработки, приведены в таблицах 1.1 и 1.2.
Таблица 1.1 - Список технологических операций и характеристика оборудования
| № операции | Наименование операции | Оборудование | ||||
| Марка (ориентировочная) | Оптовая цена, грн. | Мощность двигателя, кВт | Габариты, мм | Занимаемая площадь, м2 | ||
| 1. | Обработка отверстия и торца | 2Н135 | 11500 | 4 | 1030×825 | 4,25 |
| 2. | Протяжка отверстия | 7Б55У | 59800 | 17 | 4070×1600 | 26,05 |
| 3а. | Токарная обработка | 1И611П | 66700 | 3 | 1820×970 | 8,83 |
| 3б. | Токарная обработка | 1Б24СБ-6К | 167900 | 17 | 4330×1600 | 27,71 |
| 4. | Фрезеровка торцевой фрезой | 6Р80 | 23000 | 3 | 1525×1875 | 14,3 |
| 5. | Сверление отверстия Ø20 | 2Н125 | 9200 | 2,5 | 915×785 | 3,59 |
| 6. | Слесарная обработка | Слесарный станок | 4600 | - | 1000×800 | 4,1 |
| 7. | Мытьё | Мойка | 6900 | 0,5 | 950×750 | 3,6 |
| 8. | Термическая обработка | Термопечь | 13800 | 4 | 1020×950 | 6,2 |
| 9. | Внутреннее шлифование | 3К227А | 82800 | 4 | 5815×1900 | 24,07 |
| 10. | Внешнее шлифование | 3А-110В | 71300 | 4,2 | 1880×2025 | 17,03 |
При расчёте оптовой цены оборудования использован показатель минимальной заработной платы.
Таблица 1.2 – Длительность технологических операций
| Показатели | Номер операции | Разряд работы | Значения |
| Годовой объём производства (Nр), шт./г. | 69000,00 | ||
| Трудоёмкость операции (tшт i), мин./шт. | 1 | 3 | 5,81 |
| 2 | 5 | 2,02 | |
| 3а | 5 | 8,77 | |
| 3б | 5 | 3,37 | |
| 4 | 6 | 4,69 | |
| 5 | 3 | 3,16 | |
| 6 | 2 | 2,53 | |
| 7 | 1 | 1,82 | |
| 8 | 4 | 5,25 | |
| 9 | 6 | 7,84 | |
| 10 | 6 | 3,88 | |
| Чистая масса детали, кг/шт. | 5,22 | ||
| Норма затрат металла, кг/шт. (НЗМ) | 6,00 | ||
| Трудоёмкость изготовления изделия, мин./шт. | для 3а | 45,77 | |
| для 3б | 40,37 | ||
При расчёте показателей трудоёмкости по операциям и чистой массы детали использовано числовое значение списочного номера студента.
Трудоёмкость изготовления детали получена путём суммирования показателей трудоёмкости каждой операции.
Похожие работы


... изготовлением ограниченной номенклатуры деталей партиями, повторяющимися через определенные промежутки времени. Это позволяет использовать наряду с универсальным специальное оборудование. При проектировании технологических процессов предусматривают порядок выполнения и оснастку каждой операции. Для организации серийного производства характерны следующие черты. Цехи, как правило, имеют в своем ...





... нам необходимо придерживаться принципа сохранения баз для получения детали большей точности и исключение погрешностей переустановки. 2.6. Разработка технологического маршрута обработки детали В условиях производства разработка технологических процессов изготовления деталей производится с учетом технического и экономического принципов. В соответствии с техническим принципом проектируемый ...
... С2,…,Сm – число рабочих мест по операции. Следовательно, для изготовления шестерни необходимо применить однопредметную прерывно-поточную линию (ОППЛ). 2. Расчёт календарно-плановых нормативов ОППЛ Однопредметные прерывно-поточные линии применяются в массовом и крупносерийном типах производства, когда норма времени выполнения операций производственного процесса не равна и не кратна такту ( ...





... Исходя из выше перечисленных пунктов соответствия данной сборочной единицы всем нормам технологичности, делаем вывод о том, что конструкция рассматриваемого вала первичного в сборе является технологичной. 3.3 Разработка технологического процесса сборки Таблица 2 - Технологический маршрут сборки № операции Содержание перехода 1. На вал 1 установить стакан 17 2. Напрессовываем на вал 1 ...
0 комментариев