Исходные данные
ПРОЕКТироВАНие ПОТОчнОй ЛиНии МЕХАНической ОБРаБотКИ ДЕТАЛи
Выбор оборудования
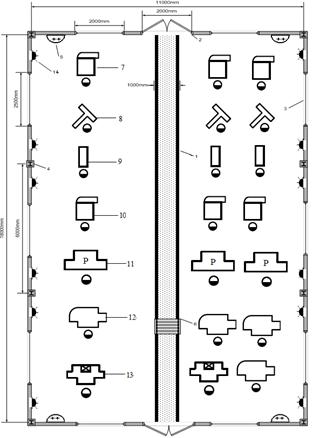
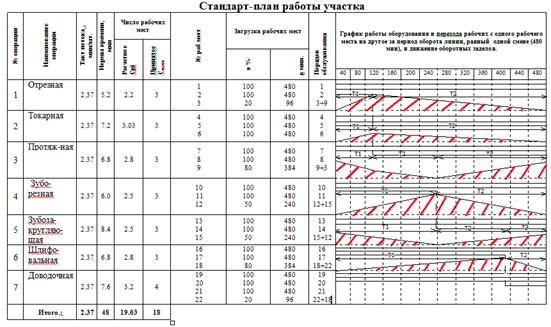
Планирование поточной линии
Технологический задел
Расчёт основных и оборотных средств участка
Расчёт численности вспомогательных рабочих
Расчёт сметы затрат на содержание и эксплуатацию оборудования
Амортизационные отчисления
Затраты на пар для отопления
Калькуляция себестоимости и цены детали
Расчёт технико-экономических показателей участка (поточной линии)
Навигация
Выбор оборудования
Проектирование поточной линии механической обработки детали и расчёт её технико-экономических показателей
59924
знака
27
таблиц
4
изображения
2.4. Выбор оборудования
Выбор оборудования на практике осуществляется одновременно с проектированием производственного процесса. При этом чаще всего ориентируются на существующий состав оборудования. При выборе оборудования в проекте необходимо учитывать следующее:
1) Возможность установки и обработки детали на станке. Для этого сопоставляются размеры детали и основные размеры станка. Например, для сверлильного станка основным размером является диаметр – наибольший диаметр сверления. Для токарного станка – высота центров и расстояние между центрами. Радиус детали не может превышать высоту центров и расстояние между ними;
2) Стоимость станка; необходимо использовать оборудование по меньшей цене.
Выбор станков обычно проводят по прейскуранту оптовых цен на металлорежущие станки. В проекте можно использовать данные табл.1.1. Потом составляется ведомость оборудования на поточной линии (таблица 2.2).
Таблица 2.2а - Ведомость оборудования на поточной линии
| Наименование операции | Модель станка | Габаритные размеры станка, мм | Количество станков | Цена, грн. | Мощность двигателей, кВт | ||
| одного станка | Всего | одного станка | всего | ||||
| Обработка отверстия и торца | 2Н135 | 1030×825 | 2 | 11500 | 23000 | 4 | 8 |
| Протяжка отверстия | 7Б55У | 4070×1600 | 1 | 59800 | 59800 | 17 | 17 |
| Токарная обработка | 1И611П | 1820×970 | 3 | 66700 | 200100 | 3 | 9 |
| Фрезеровка торцевой фрезой | 6Р80 | 1525×1875 | 2 | 23000 | 46000 | 3 | 6 |
| Сверление отверстия Ø20 | 2Н125 | 915×785 | 2 | 9200 | 18400 | 2,5 | 5 |
| Слесарная обработка | Слесарный станок | 1000×800 | 1 | 4600 | 4600 | – | – |
| Мытьё | Мойка | 950×750 | 1 | 6900 | 6900 | 0,5 | 0,5 |
| Термическая обработка | Термопечь | 1020×950 | 2 | 13800 | 27600 | 4 | 8 |
| Внутр.шлифование | 3К227А | 5815×1900 | 3 | 82800 | 248400 | 4 | 12 |
| Внешнее шлифование | 3А-110В | 1880×2025 | 2 | 71300 | 142600 | 4,2 | 8,4 |
| Разом | - | - | 19 | - | 777400 | - | 73,9 |
Таблица 2.2б - Ведомость оборудования на поточной линии
| Наименование операции | Модель станка | Габаритные размеры станка, мм | Количество станков | Цена, грн. | Мощность двигателей, кВт | ||
| одного станка | Всего | одного станка | всего | ||||
| Обработка отверстия и торца | 2Н135 | 1030×825 | 2 | 11500 | 23000 | 4 | 8 |
| Протяжка отверстия | 7Б55У | 4070×1600 | 1 | 59800 | 59800 | 17 | 17 |
| Токарная обработка | 1Б24СБ-6К | 4330×1600 | 2 | 167900 | 335800 | 17 | 34 |
| Фрезеровка торцевой фрезой | 6Р80 | 1525×1875 | 2 | 23000 | 46000 | 3 | 6 |
| Сверление отверстия Ø20 | 2Н125 | 915×785 | 2 | 9200 | 18400 | 2,5 | 5 |
| Слесарная обработка | Слесарный станок | 1000×800 | 1 | 4600 | 4600 | – | – |
| Мытьё | Мойка | 950×750 | 1 | 6900 | 6900 | 0,5 | 0,5 |
| Термическая обработка | Термопечь | 1020×950 | 2 | 13800 | 27600 | 4 | 8 |
| Внутр.шлифование | 3К227А | 5815×1900 | 3 | 82800 | 248400 | 4 | 12 |
| Внешнее шлифование | 3А-110В | 1880×2025 | 2 | 71300 | 142600 | 4,2 | 8,4 |
| Разом | - | - | 18 | - | 913100 | - | 98,9 |
Похожие работы


... изготовлением ограниченной номенклатуры деталей партиями, повторяющимися через определенные промежутки времени. Это позволяет использовать наряду с универсальным специальное оборудование. При проектировании технологических процессов предусматривают порядок выполнения и оснастку каждой операции. Для организации серийного производства характерны следующие черты. Цехи, как правило, имеют в своем ...





... нам необходимо придерживаться принципа сохранения баз для получения детали большей точности и исключение погрешностей переустановки. 2.6. Разработка технологического маршрута обработки детали В условиях производства разработка технологических процессов изготовления деталей производится с учетом технического и экономического принципов. В соответствии с техническим принципом проектируемый ...
... С2,…,Сm – число рабочих мест по операции. Следовательно, для изготовления шестерни необходимо применить однопредметную прерывно-поточную линию (ОППЛ). 2. Расчёт календарно-плановых нормативов ОППЛ Однопредметные прерывно-поточные линии применяются в массовом и крупносерийном типах производства, когда норма времени выполнения операций производственного процесса не равна и не кратна такту ( ...





... Исходя из выше перечисленных пунктов соответствия данной сборочной единицы всем нормам технологичности, делаем вывод о том, что конструкция рассматриваемого вала первичного в сборе является технологичной. 3.3 Разработка технологического процесса сборки Таблица 2 - Технологический маршрут сборки № операции Содержание перехода 1. На вал 1 установить стакан 17 2. Напрессовываем на вал 1 ...
0 комментариев