Анализ технологических схем производства толстого листа
Выбор оборудования прокатного стана
Разработка технологии прокатки
Расчет режимов обжатий
Расчет энергосиловых параметров
Расчет элементов конструкции клети прокатного стана кварто - 2800
Прочность станины прокатного стана кварто 2800
Расчет производительности и технико-экономических показателей работы прокатного стана
Определение расхода энергоносителей, валков и вспомогательных материалов
Навигация
Разработка технологии прокатки
Разработка технологического процесса получения горячекатаного листа
67792
знака
8
таблиц
17
изображений
5. Разработка технологии прокатки
Основной заготовкой для производства листа марки 18Х12Н10Т размером 17x2020 являются слябы и слитки (рис. 1.2 а, б.).
Слитки поставляются открытыми вагонами МПС в сопровождении отвесной, где указывается номер плавки, марка стали по ГОСТ 380-94, количество и тип слитков, химический анализ стали, количество неполноценных слитков (недоливки, слитки с поясами и т. д.).
Слитки маркируются светлой краской, маркировка содержит номер плавки, марку стали.
Слябы поставляются открытыми вагонами МПС в сопровождении железнодорожной накладной с других заводов.
Порезка слябов на заготовки производится в соответствии с наряд -заданием. Каждая заготовка маркируется номером плавки и маркой стали.
Нагрев металла перед прокаткой
Посадка слитков или слябов в нагревательные печи производится поплавочно в соответствии с нарядом. Контролёр ОТК следит за правильностью учёта всада слитков, времени посадки. За время посадки принимается время захода металла под заслонку печи. Перед посадкой в нагревательные печи все слитки очищаются от грязи и мусора метлой или воздухом. Разделение плавок при посадке производится наложением металлической переложки на первый слиток плавки в каждом ряду. Проталкивание слитков производится после правильной укладки их на посадочной площадке.
Нагревательные печи № 1и 2 - методические, двухрядные, трехзонные, с нижним подогревом, с торцевой загрузкой и боковой выдачей;
полезная площадь пода, кв. м. -97,4;
длина активного пода, м. -28,0;
количество горелок, шт.-11.
Нагревательная печь № 3 - методическая, двухрядная, пятизонная, с торцевой загрузкой и боковой выдачей;
полезная площадь пода печи, кв. м. -120;
длина активного пода, м. -34,5;
количество горелок, шт -13.
Режим нагрева:
Топливо: смесь воздуха и природного газа.
Температурный режим печей и время нагрева представлены в табл. 5.1, 5.2, 5.3.
Таблица 5.1
Температурный режим по зонам при работе на природном газе
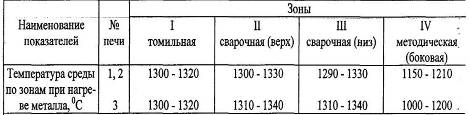
Таблица 5.2
Температурный режим по зонам при работе на мазуте
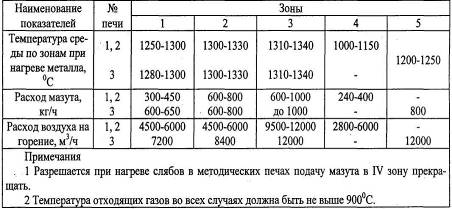
Таблица5.3
Продолжительность нагрева слитков и слябов

Продвижение металла в печи производится однорядными реечными толкателями с усилием 200 тонн. Выдача слитков осуществляется выталкивателем с усилием 12 тонн.
Контроль теплового режима печей осуществляется радиационными пирометрами ТЕРА-50 и электронными потенциометрами КСПЭ-П, предел измерения от 700С до 1500 С, цена деления 20 С. Давление в печи контролируется тягонапорометром ТММП-12, предел измерения от 0-0,6 кПа (0 до 60 кгс/м), цена деления 10 Па -1,0 кгс/м) и напорометром НБП-52, предел измерения от 0 до 1 кПа, цена деления 0,1 кПа [3].
Прокатка листов
После нагрева слитки или слябы выдают на поворотный стол, расположенный между печами, а далее транспортируют на приводной рольганг, подающий металл непосредственно к прокатной клети. Поступившие слитки после снятия конусности раскатывают до получения необходимой ширины, а затем в длину.
Температура начала прокатки определяется после удаления окалины, т. е. после второго - шестого пропуска и должна быть не менее 1150 °С. Непрогретые, а также остывшие слитки к прокатке не допускаются. Температурой конца прокатки считается температура в последнем пропуске перед проглаживанием [2]. Для предупреждения образования царапин на нижней стороне листов проводки рабочих валков должны быть подобраны по высоте. Все неровности проводок обязательно зачищаются наждачным камнем.
В процессе прокатки валки непрерывно охлаждаются водой. Количество подаваемой воды должно регулироваться старшим вальцовщиком в зависимости от темпа прокатки и длины листов. Очистка поверхности раската от окалины производится в процессе прокатки гидросбивом с задней стороны рабочей клети.
Прокатка листов ведется по следующей схеме: первые 2-4 прохода предназначены для снятия конусности и уплотнения литой структуры, затем раскат задается в валки под углом 90 градусов и прокатывается таким образом до получения необходимой ширины будущего листа. После получения нужной ширины прокатка ведется вдоль прокатной оси. При этом положение раската периодически фиксируется линейками. Поворот раската в горизонтальной плоскости на столах производится при помощи конических роликов [4].
Отделка листов
Настройка правильной машины на каждую толщину листа производится по циферблату. Загнутые концы листов перед задачей в машину должны выправляться. Во избежание образования вмятин при правке, не допускается задача в машину листов с загрязнённой поверхностью.
После правки листы охлаждаются на инспекторских столах поштучно. Охлаждение листов осуществляется вентиляторным воздухом. Ширина первой секции инспекторских столов 12м. Ширина второй секции инспекторских столов 18м. После охлаждения контролёр ОТК производит осмотр листов с обеих сторон, замеряет толщину листов с учётом температурной усадки и отмечает дефектные места.
Разметка листов производится на разметочной машине согласно заказу с учётом температурной усадки металла. При разметке листов правая кромка размечается, а величина обрези с левой кромки определяется периодически проверкой ширины необрезного листа:
![]() ход тележки разметочной машины- 16 м;
ход тележки разметочной машины- 16 м;
![]() ход линейки - 1800 мм;
ход линейки - 1800 мм;
![]() скорость тележки -0,5м/с.
скорость тележки -0,5м/с.
Торцевая обрезь листов, прокатанных из слябов, определяется из условия полного удаления заката. Определение механических свойств металлопроката производится неразрушающим методом контроля на листах по ТИ 123-1 П. ГЛ-5-95 или испытанием образцов в условиях ЦЗЛ. Не допускается отбор проб от листов с наличием дефектов поверхности: пузыри, плен, рисок, вмятин, вкатов посторонних предметов [3].
Каждый лист клеймится на клеймовочной машине. Маркировка наносится на расстоянии не более 200мм от конца листа. Знак маркировки включает:
товарный знак изготовителя;
![]() номер бригады;
номер бригады;
![]() марку стали;
марку стали;
![]() номер плавки;
номер плавки;
![]() номер партии;
номер партии;
![]() толщину листа;
толщину листа;
![]() знак ТМ (поставка по теоретической массе).
знак ТМ (поставка по теоретической массе).
Порезка сутунки
После листоотделки листы транспортируются на передаточной тележке на участок порезки сутунки расположенный в IV пролете цеха.
На гидравлических ножницах листы режутся на карточки заданного размера и складываются в пакеты (в нашем случае 17x260x1010мм). Масса пакета не должна превышать 3т.
Мерная сутунка поступает в пакетирующее устройство где происходит обвязка и маркировка сутунки.
Готовый пакет поступает при помощи электромагнитного крана на склад готовой продукции, где происходит взвешивание пакетов. После приемки продукции ОТК и оформления сопроводительных документов пакеты отгружаются в листопрокатный цех №2.
Требования к заготовке и готовому прокату
Химический состав стали 18Х12Н10Т,% (ГОСТ5632-72) приведен в табл. 5.4
Таблица 5.4
Химический состав стали 18Х12Н10Т
| Элемент | С | Si | Мп | Сг | Ni | Си | Р | S | N | As |
| % | 0,10- | 0,6- | 1,9- | 17,0- | 0,9- | не более | ||||
| 0,12 | 0,8 | 2,0 | 19,0 | 1,0 | 0,3 | 0,08 | 0,04 | 0,008 | 0,08 | |
Сталь 18Х12Н10Т относится к аустенитной нержавеющей стали, обладает низким пределом текучести (205 Н\мм2), умеренной прочностью, высокой пластичностью и хорошей коррозионной стойкостью в кислых средах [8].
Качество готового проката принимается по ГОСТ 19903-74 (геометрическое соответствие листов), ГОСТ 26877-91 (планшетность листов, их волнистость и коробоватость), ГОСТ 65007-90 (замеры по толщине с допусками), ГОСТ 166-89 (замеры трещин и волосовин щупом их глубины). При приемке слитков и готового проката должны отсутствовать следующие дефекты, которые приведены в табл. 5.5.
Таблица 5.5
Основные дефекты исходной заготовки и готовой продукции
| Дефекты заготовки | Дефекты готовой продукции |
| 11.трещины (продольные и | 1.пережег (дефект нагрева) |
| поперечные); | 2.вкат; |
| 2.плены (образуются при отливке | З.карабоватость листа; |
| слитка); | 4.риска; |
| 3.песочины; | 5.волосовина; |
| 4.пузыри - вздутия; | 6.отпечаток; |
| 5.рванины (по кромкам); | 7.заусенец (не более 2 мм); |
| 6. шамот; | 8.зуб (не более 2 мм); |
| 7.расслой; | 9.гармошка. |
| 8.пояс; | |
| 9.увеличенной прибыли; | |
| 10.путец. |
После прокатки готовый лист режется на карточки имеющие размеры 17x260x1010 мм.
Похожие работы



... значительно снижается время на отрезной операции и время обработки, что в конечном итоге дает хорошую экономическую выгоду, за счет снижения себестоимости детали. 5. Прохождение технологического процесса изготовления детали по цехам предприятия. Данная деталь (винт) производится из заготовки, изготовленной путем проката. 5.1 Прокатное производство Сущность процесса Прокатке подвергают ...
... 868 1242 2 2,8 1,7 40 1,1 1,67 1242 2074 3 1,7 1,2 30 0,5 1,43 2074 2966 4 1,2 1,0 15 0,2 1,18 2966 3474 1.5. Технологический процесс производства Горячекатаная полоса в рулонах массой 30 т поступает в цех холодной ...




... разработку тех. процессов, повысить качество этих разработок, сэкономить время и сократить затраты на технологическую подготовку производства. Разработка технологического процесса включает в себя следующие этапы [7]: - определение технологической классификационной группы детали; - выбор по коду типового технологического процесса (выбор метода получения детали); - выбор ...





... зубчатого венца, задиры по торцу Замена червячного зубчатого венца (напресовка новой втулки с последующим фрезерованием зубьев) Все остальные детали являются годными к дальнейшей эксплуатации. 5. РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА РЕМОНТА ДЕТАЛИ 5.1 Сведения о ремонтируемой детали, выбор способа ремонта и его обоснование В процессе дефектации были выбракованы некоторые детали. Одна ...
0 комментариев