Анализ технологических схем производства толстого листа
Выбор оборудования прокатного стана
Разработка технологии прокатки
Расчет режимов обжатий
Расчет энергосиловых параметров
Расчет элементов конструкции клети прокатного стана кварто - 2800
Прочность станины прокатного стана кварто 2800
Расчет производительности и технико-экономических показателей работы прокатного стана
Определение расхода энергоносителей, валков и вспомогательных материалов
Навигация
Выбор оборудования прокатного стана
Разработка технологического процесса получения горячекатаного листа
67792
знака
8
таблиц
17
изображений
4. Выбор оборудования прокатного стана
4.1 Рабочая клеть
Для реконструкции стана «2850» выбираем оборудование с учетом расширения марочного сортамента и повышения качества готового проката.
Предлагается заменить стан трио «2850» горячей прокатки станом кварто «2800», который включает в себя энджерную и рабочую клети. Предлагаемый стан «2800» обладает характеристиками, приведенными в табл. 4.1.
Основные характеристики стана «2800» Таблица 4.1
| Наименование | Условное | Значение |
| обозначение | ||
| Длина бочки | мм | 2800 |
| Диаметр опорных валков | мм | 1800 |
| Диаметр шейки опорного валка | мм | 1200 |
| Длина шейки опорного валка | мм | 1620 |
| Диаметр рабочих валков | мм | 1000 |
| Диаметр шейки рабочего валка | мм | 670 |
| Длина шейки рабочего валка | мм | 900 |
| Максимальное давление | ||
| металла на валки | мн | 154 |
Прокатные валки приводятся во вращение со скоростью 0-40-80 об/мин через шестеренную клеть с передаточным числом 5 от электродвигателя мощностью 7360 кВт и числом оборотов 0-200-400 об/мин.
Рабочие валки двухслойные чугунные с отбеленным слоем, с твердостью по Шору 70 единиц. Опорные валки из стали 9ХФ с твердостью по Шору 45 единиц. Материал и технические характеристики валков должны соответствовать ОСТ 24.0П.04-90Е и ТУ 14-120-28-93.
Валки стана установлены на четырехрядных ролико-подшипниках. Смазка шеек валков производится густой смазкой П-28 от автоматической станции.
Уравновешивание валков гидравлическое при помощи восьми цилиндров, расположенных в подушках нижних валков и работающих на распор подушек. Рабочей жидкостью является масло-водяная эмульсия.
Рабочая клеть оборудована нажимным механизмом комбинированного гидромеханического типа [5].
4.2 Правильная машина
Используемая листоправильная машина имеет 7 горизонтально расположенных роликов, диаметр ролика 360 мм. Данная листоправильная машина имеет низкую жесткость, что в свою очередь снижает качество и точность правки.
Предлагается заменить существующую листоправильную машину на 7-роликовую листоправильную машину конструкции УЗТМ(рис.4.1)
Машина предназначена для горячей правки толстых листов ширина до 2600 мм и толщиной в до 50 мм.
В машине предусмотрено пять приводных рабочих роликов 2 диаметром 400 мм(два средний вверху и три внизу): верхние крайние ролики 4 диаметром 450 мм неприводные и предназначены для правильного направления металла и устранения общей кривизны выходного листа; эти ролики перемещаются независимо в вертикальном направлении при помощи нажимных винтов. Для уменьшения прогиба рабочих роликов к ним предварительно прижимают опорные ролики 3 диаметром 650 мм. Верхние ролики смонтированы в верхней подвижной траверсе 1; нижние - в нижней траверсе 5, опирающейся на фундамент. В нижней траверсе по углам смонтированы четыре жесткие колонны 6 диаметром 320мм.
Для установки необходимого раствора между рабочими роликами верхняя траверса с роликами перемещается параллельно по вертикали при помощи червячных передач 7, установленных на концах колонн и приводимых от электродвигателя 8 мощностью 220 кВт, скорость перемещения 20мм/сек.
Рабочие ролики приводятся в движение пятью универсальными шпинделями, соединенными с комбинированным редуктором-шестеренной клетью. Скорость правки составляет 0,4...0,8 м/с[6].
Определение усилий на ролики при правке листа [7].
Контактное напряжение на роликах:
![]() (4.1)
(4.1)
где b - ширина листа, мм;
R - радиус ролика, мм;
Е - модуль упругости материала валка;
![]() - предел текучести материала листа, подвергаемого правке, МПа;
- предел текучести материала листа, подвергаемого правке, МПа;
Р - максимальное давление на ролик, кН.
![]() (4.2)
(4.2)
Р =2,478МН.
Мощность и крутящий момент на всех роликах (кроме первого и последнего, которые не изгибают полосу) при правке полосы со скоростью v можно определять по формулам:
![]() (4.3)
(4.3)
![]()
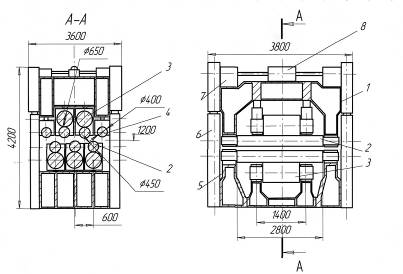
Рис.4.1 Листоправильная 7-роликовая машина 50х2600мм для горячей правки толстых листов:
1- верхняя траверса; 2- рабочий ролик; 3- опорный ролик; 5- нижняя траверса; 4- крайний не приводной ролик; 6- жесткая
колонна; 7- червячный редуктор; 8- электродвигатель.
![]() (4.4)
(4.4)
где ![]() - результирующий (суммарный) коэффициент пластической деформации при правке полосы
- результирующий (суммарный) коэффициент пластической деформации при правке полосы
![]() , (4.5)
, (4.5)
здесь ![]() - коэффициент проникновения пластической деформации под вторым роликом.
- коэффициент проникновения пластической деформации под вторым роликом.
![]()
При определении электродвигателя для привода правильной машины, кроме мощности деформации пластического изгиба (формула 4.4), необходимо учесть потери мощности на трение в подшипниках ![]() и мощность трения качения роликов по полосе
и мощность трения качения роликов по полосе ![]() для п роликов, а также
для п роликов, а также ![]() к.п.д. редуктора шестеренной клети, имеющихся в линии привода машины:
к.п.д. редуктора шестеренной клети, имеющихся в линии привода машины:
![]() . (4.6)
. (4.6)
Потерь мощности на трение в подшипниках всех n рабочих роликов:
![]() (4.7)
(4.7)
![]() =87,3 кВт;
=87,3 кВт;
где ![]() - коэффициент трения в подшипниковых опорах роликов; для роликовых подшипников
- коэффициент трения в подшипниковых опорах роликов; для роликовых подшипников ![]() =0,005;
=0,005;
d — диаметр трения в подшипниковых опорах;
![]() - угловая скорость вращения роликов.
- угловая скорость вращения роликов.
Мощность трения качения роликов по полосе:
![]() , (4.8)
, (4.8)
![]()
где ![]() - коэффициент трения качения; с учетом возможного
- коэффициент трения качения; с учетом возможного
проскальзывания между роликами и полосой следует принимать ![]() =0,8... 1 мм для стальной полосы.
=0,8... 1 мм для стальной полосы.
![]()
Вывод: тип данной правильной машины для правки листа толщиной от 8 до 50 мм и шириной до 2600 мм полностью подходит для проектируемого стана.
4.3Ножницы торцевой резки
Рекомендуется заменить гильотинные ножницы на ножницы с катящимся резом для поперечной резки листового проката конструкции ОАО "КО ВНИИМЕТМАШ" (Россия, Санкт-Петербург) (рис.4.2).
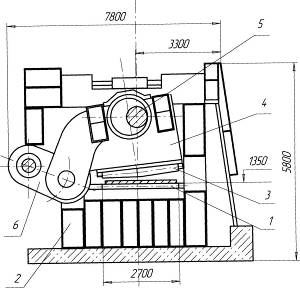
Рис.4.2. Ножницы бесшатунные однокривошипные с катящимся резом 1 - нижний нож; 2- станина; 3- верхний нож; 4- суппорт; 5- ксцентриковый вал; 6- коромысло.
Высокое качество резки без деформации кромок листа обеспечивается незначительным изменением малого угла резания и минимальным (постоянным) перекрытием ножей на всей длине реза.
Привод верхнего ножа осуществляется одним кривошипным валом на подшипниках качения. Привод кривошипного вала выполнен реверсивным. В процессе работы ножниц каждый рез происходит в направлении, противоположном предыдущему, это позволяет уменьшить величину холостого хода и тем самым, снизить устанавливаемую мощность привода на 15-29% и повысить экономию электроэнергии.
Основные характеристики ножниц приведены в табл. 4.2
Основные характеристики ножниц Таблица 4.2
| Наименование | Условное | Значение |
| обозначение | ||
| Разрезаемый лист: | ||
| толщина | мм | 4...50 |
| ширина | мм | до2500 |
| Усилие резания | кН | 9000 |
| Число ходов в минуту | 15 | |
| Угол резания | град | 2,67...3,0 |
| Мощность привода | кВт | 2x400 |
| Температура резки | °С | <700 |
Для измерения длины отрезаемых листов и их точной остановки, ножницы оснащены системой безупорного останова.
Похожие работы



... значительно снижается время на отрезной операции и время обработки, что в конечном итоге дает хорошую экономическую выгоду, за счет снижения себестоимости детали. 5. Прохождение технологического процесса изготовления детали по цехам предприятия. Данная деталь (винт) производится из заготовки, изготовленной путем проката. 5.1 Прокатное производство Сущность процесса Прокатке подвергают ...
... 868 1242 2 2,8 1,7 40 1,1 1,67 1242 2074 3 1,7 1,2 30 0,5 1,43 2074 2966 4 1,2 1,0 15 0,2 1,18 2966 3474 1.5. Технологический процесс производства Горячекатаная полоса в рулонах массой 30 т поступает в цех холодной ...




... разработку тех. процессов, повысить качество этих разработок, сэкономить время и сократить затраты на технологическую подготовку производства. Разработка технологического процесса включает в себя следующие этапы [7]: - определение технологической классификационной группы детали; - выбор по коду типового технологического процесса (выбор метода получения детали); - выбор ...





... зубчатого венца, задиры по торцу Замена червячного зубчатого венца (напресовка новой втулки с последующим фрезерованием зубьев) Все остальные детали являются годными к дальнейшей эксплуатации. 5. РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА РЕМОНТА ДЕТАЛИ 5.1 Сведения о ремонтируемой детали, выбор способа ремонта и его обоснование В процессе дефектации были выбракованы некоторые детали. Одна ...
0 комментариев