Анализ технологических схем производства толстого листа
Выбор оборудования прокатного стана
Разработка технологии прокатки
Расчет режимов обжатий
Расчет энергосиловых параметров
Расчет элементов конструкции клети прокатного стана кварто - 2800
Прочность станины прокатного стана кварто 2800
Расчет производительности и технико-экономических показателей работы прокатного стана
Определение расхода энергоносителей, валков и вспомогательных материалов
Навигация
Прочность станины прокатного стана кварто 2800
Разработка технологического процесса получения горячекатаного листа
67792
знака
8
таблиц
17
изображений
8.3 Прочность станины прокатного стана кварто 2800
Станина рабочей клети является самой ответственной деталью прокатного стана. В ней расположены валки стана, производящие непосредственную деформацию металла при прокатке. Все давление металла на валки, возникающее при прокатке, воспринимается станиной. Поэтому при конструировании и изготовлению станин особое внимание уделяют ее прочности и жесткости.
В клети листопрокатного стана 2800 применяется станина закрытого типа. Она представляет собой литую массивную жесткую раму. В середине станины имеются окна для установки подушек валков. В низу станины имеются приливы (лапы), при помощи которых ее устанавливают на плитовину и крепят болтами.
Расчёт станины на прочность производится по методике, разработанной А. А. Королёвым. Станины рассчитывают на максимальное вертикальное усилие, действующее при прокатке на шейку валка. Горизонтальными усилиями, действующими на валки и станину в момент захвата, обычно пренебрегают, так как по сравнению с вертикальным усилием их величина незначительна [11].
Для упрощения расчёта станину представляют в виде жесткой прямоугольной рамы, состоящей из двух одинаковых стоек и двух одинаковых поперечин (рис. 8.4).
Со стороны нижней подушки на нижнюю поперечину и со стороны нажимного винта на верхнюю поперечину станины действуют вертикальные силы Y, равные максимальному усилию, воспринимаемому шейкой валка при прокатке. В листовых станах это усилие равно половине максимального давления металла на валки
Y = P/2; (8.13)
где Р- максимальное давление металла на валки.
Y =7,7 МН.
Под действием силы Y в углах жесткой рамы возникнут статически неопределимые моменты M0. Эти моменты будут изгибать стойки внутрь окна станины, а поперечины - против действия сил Y. На рисунке показаны нейтральные линии сечений поперечин и стоек станины, проведённые через центры тяжести сечений, и их и вменение при деформации станины.
Каждая стойка станины растягивается под действием силы Y/2 и изгибается постоянным по всей высоте стойки моментом М0. Напряжение растяжения в любом сечении по высоте стойки определиться:
![]() (8.14)
(8.14)
где F2— площадь сечения стойки станины;
F2=(l...l,2)d2, (8.15)
здесь d- диаметр шейки валка.
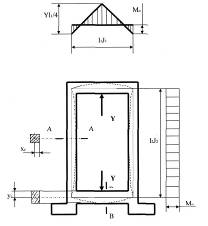
Рис. 8.4. Схема к расчёту станины закрытого типа F2= 0,869 м2,
![]() =73,2 МПа.
=73,2 МПа.
Под действием изгибающего момента М0 наружная сторона стойки будет испытывать напряжение сжатия, а внутренняя - напряжение растяжения.
Определим растягивающее напряжение от изгиба:
![]() =M0/W2, (8.16)
=M0/W2, (8.16)
где W2 - момент сопротивления сечения стойки.
Определим момент инерции сечения стойки:
J2=(B*H)3/12, (8.17)
J2=0,025 м4.
Хc=0,45 м.
W2=J2/x2 (8.18)
W2=0,055 м3.
Определим момент инерции сечения поперечины:
J1=0,07 м4;
yc=0,65 м.
Определим момент сопротивления сечения поперечины:
W1=0,l 07 м3.
Определим статически неопределимый момент в углах рамы:
M0 = (Y*l1/4) *[l/(2 *(1 +l2/l1 *J1/J2))], (8.19)
М0=111,8 кНм.
Подставим значение М0 W2 в формулу (6.3), получим
![]() =81,5 МПа
=81,5 МПа
Определим изгибающий момент в поперечине:
Mn=(Y*l1/4)-M0, (8.20)
Мn=1614,7 кНм.
Определим напряжение изгиба в середине поперечины:
![]() (8.21)
(8.21)
![]() =15,08 МПа.
=15,08 МПа.
Определим напряжение растяжения в стойке станины:
![]() =(Y/2 *F2) + (M0/W2), (8.22)
=(Y/2 *F2) + (M0/W2), (8.22)
![]() =5,914 МПа.
=5,914 МПа.
Станина изготовлена стального углеродистого литья, содержащего 0,3% углерода и имеет предел прочности ![]() =50 Н/мм2 [12].
=50 Н/мм2 [12].
Определим запас прочности станины
![]() , (8.23)
, (8.23)
n=33,15.
![]()
где ![]() - допустимый запас прочности станины.
- допустимый запас прочности станины.
Расчет на прочность станины выполняется.
Похожие работы



... значительно снижается время на отрезной операции и время обработки, что в конечном итоге дает хорошую экономическую выгоду, за счет снижения себестоимости детали. 5. Прохождение технологического процесса изготовления детали по цехам предприятия. Данная деталь (винт) производится из заготовки, изготовленной путем проката. 5.1 Прокатное производство Сущность процесса Прокатке подвергают ...
... 868 1242 2 2,8 1,7 40 1,1 1,67 1242 2074 3 1,7 1,2 30 0,5 1,43 2074 2966 4 1,2 1,0 15 0,2 1,18 2966 3474 1.5. Технологический процесс производства Горячекатаная полоса в рулонах массой 30 т поступает в цех холодной ...




... разработку тех. процессов, повысить качество этих разработок, сэкономить время и сократить затраты на технологическую подготовку производства. Разработка технологического процесса включает в себя следующие этапы [7]: - определение технологической классификационной группы детали; - выбор по коду типового технологического процесса (выбор метода получения детали); - выбор ...





... зубчатого венца, задиры по торцу Замена червячного зубчатого венца (напресовка новой втулки с последующим фрезерованием зубьев) Все остальные детали являются годными к дальнейшей эксплуатации. 5. РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА РЕМОНТА ДЕТАЛИ 5.1 Сведения о ремонтируемой детали, выбор способа ремонта и его обоснование В процессе дефектации были выбракованы некоторые детали. Одна ...
0 комментариев