РЯДЫ ПРЕДПОЧТИТЕЛЬНЫХ ЧИСЕЛ НОМИНАЛЬНЫХ ПАРАМЕТРОВ
ОПРЕДЕЛЕНИЕ ОСНОВНЫХ РАЗМЕРОВ И ПАРАМЕТРОВ АППАРАТОВ СЕРИИ
Зависимость силы контактного нажатия аппаратов серии от величины номинального тока
Аппараты низкого напряжения
Порядок расчета общей электрической изоляции аппарата высокого напряжения
Расчёт проводника с переменным сечением по длине
Повторно-кратковременный режим работы
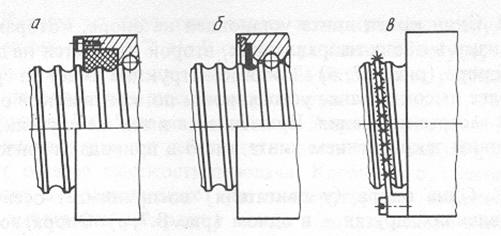
Выбор формы контактной поверхности
Определение силы контактного нажатия коммутирующего контакта
Определение переходного сопротивления контактов
Определение напряжения и температуры нагрева коммутирующих контактов
Определение тока сваривания по экспериментальным данным
МАЛОМОЩНЫЕ РЕЛЕ
При относительно больших силах и небольших перемещениях (прогибах) целесообразно применять сталь
Выбор материала пружины
Условия гашения дуги переменного тока
Учёт влияния индуктивности отключаемой цепи при расчётах дугогасительных устройств постоянного тока
Гашение дуги постоянного тока в камере с продольной щелью в поперечном магнитном поле
Производится расчёт температуры нагрева камеры. Этот пункт, прежде всего, относится к проектированию аппаратов для повторно-кратковременного режима
ГАШЕНИЕ ДУГИ ПЕРЕМЕННОГО ТОКА В КАМЕРЕ С ПРОДОЛЬНОЙ ЩЕЛЬЮ В ПОПЕРЕЧНОМ МАГНИТНОМ ПОЛЕ
Корректируются размеры дугогасительного устройства с учётом стрелы вылета дуги
Навигация
Определение напряжения и температуры нагрева коммутирующих контактов
Проектирование электромеханических устройств
111764
знака
7
таблиц
77
изображений
12.10 Определение напряжения и температуры нагрева коммутирующих контактов
Падение напряжения на контактах определяется по закону Ома: ![]() , В
, В
В существующих конструкциях аппаратов падание напряжения ![]() на свежезачищенных контактах должно находиться в следующих пределах:
на свежезачищенных контактах должно находиться в следующих пределах:
а) маломощные реле: ![]() , где
, где ![]() – падение напряжения, соответствующее рекристаллизации материала контактов;
– падение напряжения, соответствующее рекристаллизации материала контактов;
б) аппараты распределения и управления электрической энергией до 1000В:
- для контактов, работающих в воздухе: ![]() мВ
мВ
- для контактов, охлаждаемых водой: ![]() мВ
мВ
в) аппараты распределения энергии выше 1000 В: ![]() мВ
мВ
Предельные падения напряжения при окисленных контактах допускаются до 300мВ.
В любом случае, падение напряжения на контактах должно быть меньше напряжения рекристаллизации. Кроме напряжения рекристаллизации, используется температура рекристаллизации. По установленной величине падения напряжения на коммутирующих контактах определяется превышение температуры в контактных площадках, полученное значение сопоставляется с ранее принятым при расчёте ![]() :
:
12.11 Определение допустимого тока через коммутирующие контакты
Допустимый ток фактически характеризует возможности контактного узла на заданный режим работы с учётом принятого материала контактов, конструктивной формы контактной поверхности, принятого значения ![]() и др.
и др.
Величина допустимого тока рассчитывается по формуле:

Полученное значение допустимого тока необходимо сопоставить с предельным током для контактного узла в соответствии с категорией применения аппаратов (ДС1, ДС2, АС1, АС2, АС3), а также с учётом режима коммутации (нормальный, редкий). В любом случае, должно выполняться условие:![]()
Если это условие не выполняется или допустимый ток существенно больше предельного, то контактный узел спроектирован нерационально. Для определения рациональных параметров контактного узла необходимо все расчёты повторить, начиная с пересмотра выбора материала.
12.12 Определение величины тока сваривания контактов
12.12.1 Общий метод определения тока сваривания
Предполагают, что при протекании тока постоянной величины происходит нарастание температуры контактной площадки, близкой к температуре плавления по экспоненте, при этом предельный ток сваривания определяется по формуле:
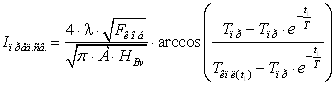
где:![]() - общие результирующие силы контактного нажатия
- общие результирующие силы контактного нажатия![]()
t1 – это предполагаемое время протекания предельного тока
Т – постоянная времени нагрева контактной площадки
 , где
, где
![]() – удельная теплоёмкость, теплопроводность и плотность материала контактов
– удельная теплоёмкость, теплопроводность и плотность материала контактов
![]() – температура нагрева контактной площадки в момент времени t1
– температура нагрева контактной площадки в момент времени t1
Fэду – [1, стр. 49]
12.12.2 Расчёт начального тока сваривания контактов
![]()
![]() – коэффициент, характеризующий увеличение контактной площадки в процессе нагревания, который зависит от силы
– коэффициент, характеризующий увеличение контактной площадки в процессе нагревания, который зависит от силы![]() и от времени импульса тока.
и от времени импульса тока.
![]() находится в пределах от 2 до 4 , (см.[1]).
находится в пределах от 2 до 4 , (см.[1]).
![]() – характерный коэффициент, определяется по формуле:
– характерный коэффициент, определяется по формуле:
![]() – соответственно твёрдость материала по Бринеллю и удельное сопротивление при 0оС. НВо из таблицы значений выбираем большее значение.
– соответственно твёрдость материала по Бринеллю и удельное сопротивление при 0оС. НВо из таблицы значений выбираем большее значение.
![]() – температура плавления контакта материала
– температура плавления контакта материала
Этот способ даёт значительные погрешности, применяется при небольших силах нажатия.
Похожие работы

... . t, с U, °С 0 0 500 36,5 1000 54 1500 62,3 2000 66,4 2500 68,2 3000 69,2 3600 69,7 2. Проектирование передаточного устройства 2.1 Выбор и обоснование кинематической схемы Согласно технологической схеме рабочей машины, транспортер приводится в движение электродвигателем через цепную передачу. Цепная передача отличается простотой в монтаже и эксплуатации, исключает ...
... механизма подачи, которое остается между двигателем и исполнительным механизмом. Принимаем передаточное отношение ременной передачи i=3. Таблица 2 - Механика привода подач станка 16К20 Характер подачи Поперечная подача резцедержателя мм/мин Продольная подача стола, мм/мин Минимальная 0,000662 0,0000619 Максимальная 0,3814 0,253377 Ускоренная 1900 3800 Рассчитаем передаточные ...
... две части: расчет надежности механической и электрической части. Расчет механической части на данном этапе проектирования произвести не возможно, так как величины интенсивности отказов элементов γi, входящих в изделие известны не для каждого элемента. Расчет электрической части трепанатора возможно произвести по методике, изложенной в [] Вероятность безотказной работы определим по формуле: ...
... числовое значение списочного номера студента. Трудоёмкость изготовления детали получена путём суммирования показателей трудоёмкости каждой операции. 2. ПРОЕКТироВАНие ПОТОчнОй ЛиНии МЕХАНической ОБРаБотКИ ДЕТАЛи 2.1. Особенности и преимущества поточного производства Поточное производство – это производство, при котором станки располагаются в последовательности технологических ...
0 комментариев