РЯДЫ ПРЕДПОЧТИТЕЛЬНЫХ ЧИСЕЛ НОМИНАЛЬНЫХ ПАРАМЕТРОВ
ОПРЕДЕЛЕНИЕ ОСНОВНЫХ РАЗМЕРОВ И ПАРАМЕТРОВ АППАРАТОВ СЕРИИ
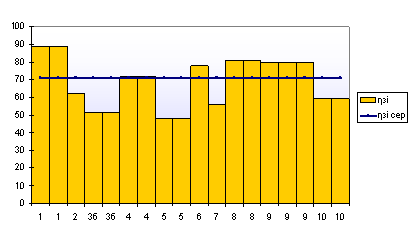
Зависимость силы контактного нажатия аппаратов серии от величины номинального тока
Аппараты низкого напряжения
Порядок расчета общей электрической изоляции аппарата высокого напряжения
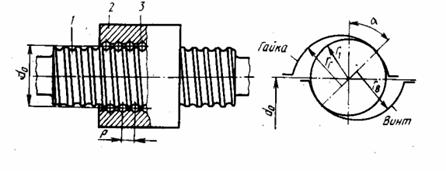
Расчёт проводника с переменным сечением по длине
Повторно-кратковременный режим работы
Выбор формы контактной поверхности
Определение силы контактного нажатия коммутирующего контакта
Определение переходного сопротивления контактов
Определение напряжения и температуры нагрева коммутирующих контактов
Определение тока сваривания по экспериментальным данным
МАЛОМОЩНЫЕ РЕЛЕ
При относительно больших силах и небольших перемещениях (прогибах) целесообразно применять сталь
Выбор материала пружины
Условия гашения дуги переменного тока
Учёт влияния индуктивности отключаемой цепи при расчётах дугогасительных устройств постоянного тока
Гашение дуги постоянного тока в камере с продольной щелью в поперечном магнитном поле
Производится расчёт температуры нагрева камеры. Этот пункт, прежде всего, относится к проектированию аппаратов для повторно-кратковременного режима
ГАШЕНИЕ ДУГИ ПЕРЕМЕННОГО ТОКА В КАМЕРЕ С ПРОДОЛЬНОЙ ЩЕЛЬЮ В ПОПЕРЕЧНОМ МАГНИТНОМ ПОЛЕ
Корректируются размеры дугогасительного устройства с учётом стрелы вылета дуги
Навигация
При относительно больших силах и небольших перемещениях (прогибах) целесообразно применять сталь
Проектирование электромеханических устройств
111764
знака
7
таблиц
77
изображений
1 При относительно больших силах и небольших перемещениях (прогибах) целесообразно применять сталь.
2 При необходимости получения относительно больших перемещений (прогиба) при небольших силах применяют материалы с меньшими значениями модуля упругости, например, фтористую бронзу.
В зависимости от названия аппарата следует принимать повышенные или пониженные допустимые напряжения в металле. Например, для аппаратов распределительных устройств, работающих редко при износостойкости до нескольких десятков тысяч циклов, можно предусматривать наименьший коэффициент запаса. Для аппаратов управления и автоматики принимаются значения допустимых напряжений, а для особо тяжёлых режимов – пониженное допустимое значение напряжения в металле. Помимо указанного, необходимо также руководствоваться требованиями ГОСТов.
Наибольшее распространение получили витые цилиндрические пружины. Они могут в зависимости от размеров развивать усилия от долей до тысяч Ньютонов.
Рассмотрим принципы конструирования и проектного расчёта витых цилиндрических пружин на примере рычажных контактов.
15.1 Порядок проектирования
15.1.1 Эскизная проработка контактного узла в масштабе
Эскизная проработка выполняется после окончательного выбора размеров контактов, расчёта объёмного износа контактов, когда можно определить провал контактов, по известным силам конечного и начального нажатия. На этом этапе фактически формируется конструкция контактного узла, в частности производится выбор конструкции контакта держателя.
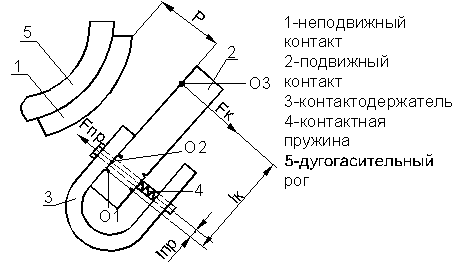
Рисунок 1.25 – Контакты: ![]() – вектор силы контактного нажатия,
– вектор силы контактного нажатия,![]() – вектор силы контактной пружины,
– вектор силы контактной пружины, ![]() – длина плеча, на которое будет действовать вектор силы Fпр,
– длина плеча, на которое будет действовать вектор силы Fпр, ![]() – длина плеча, на которое будет действовать вектор силы
– длина плеча, на которое будет действовать вектор силы ![]() .
.
Величины ![]() ,
, ![]() устанавливаются в результате проработки контактного узла в масштабе.
устанавливаются в результате проработки контактного узла в масштабе.
Исходными данными для расчёта параметров пружины служат![]() ,
, ![]() (для мостиковых контактов в подобных ситуациях эти силы удваиваются),
(для мостиковых контактов в подобных ситуациях эти силы удваиваются), ![]() , длины плеч
, длины плеч ![]() ,
, ![]() .
.
15.1.2 Построения нагрузочной характеристики пружины
Для этого выполняется привидение сил контактного нажатия и провала контакта ![]() в точке О2, где действует проектируемая пружина. Про пересчёт действующих сил вводится кинематическая схема.
в точке О2, где действует проектируемая пружина. Про пересчёт действующих сил вводится кинематическая схема.
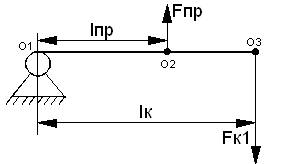
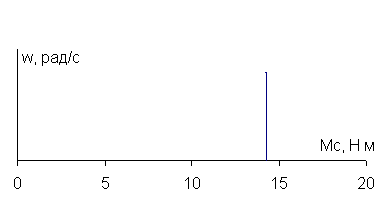
Рисунок 1.26 – Кинематическая схема сил
 , Н
, Н
 , Н
, Н
Для пересчёта перемещений вводится следующая кинематическая схема:
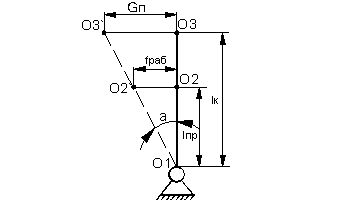
Рисунок 1.27 – Кинематическая схема перемещений
 ,
,  ,
, ![]() ,
, ![]()
так как угол ![]() один и тот же, то
один и тот же, то

Для построения нагрузочной характеристики вводим систему координат
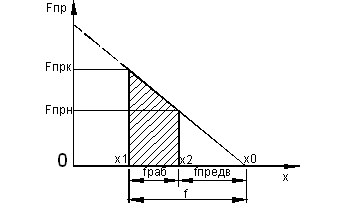
Рисунок 1.28 – Зависимость противодействующих сил от перемещения
Полученная нагрузочная характеристика является исходной для определения параметров пружины
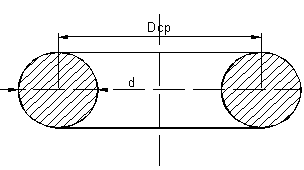
Рисунок 1.29 – Пружина: d – диаметр проволоки, Dср – средний диаметр пружины, W – число витков пружины, определяющее длину пружины в сжатом и свободном состоянии.
Похожие работы

... . t, с U, °С 0 0 500 36,5 1000 54 1500 62,3 2000 66,4 2500 68,2 3000 69,2 3600 69,7 2. Проектирование передаточного устройства 2.1 Выбор и обоснование кинематической схемы Согласно технологической схеме рабочей машины, транспортер приводится в движение электродвигателем через цепную передачу. Цепная передача отличается простотой в монтаже и эксплуатации, исключает ...
... механизма подачи, которое остается между двигателем и исполнительным механизмом. Принимаем передаточное отношение ременной передачи i=3. Таблица 2 - Механика привода подач станка 16К20 Характер подачи Поперечная подача резцедержателя мм/мин Продольная подача стола, мм/мин Минимальная 0,000662 0,0000619 Максимальная 0,3814 0,253377 Ускоренная 1900 3800 Рассчитаем передаточные ...
... две части: расчет надежности механической и электрической части. Расчет механической части на данном этапе проектирования произвести не возможно, так как величины интенсивности отказов элементов γi, входящих в изделие известны не для каждого элемента. Расчет электрической части трепанатора возможно произвести по методике, изложенной в [] Вероятность безотказной работы определим по формуле: ...
... числовое значение списочного номера студента. Трудоёмкость изготовления детали получена путём суммирования показателей трудоёмкости каждой операции. 2. ПРОЕКТироВАНие ПОТОчнОй ЛиНии МЕХАНической ОБРаБотКИ ДЕТАЛи 2.1. Особенности и преимущества поточного производства Поточное производство – это производство, при котором станки располагаются в последовательности технологических ...
0 комментариев