Определение типа производства
Определение числа основных производственных участков цеха
Расчет площади цеха
Расчет численности основных производственных рабочих
Организация ремонтного хозяйства
Организация инструментального хозяйства
Организация складского хозяйства
Организация транспортного хозяйства
Организация управления цехом
Расчет технико-экономических показателей
Пути совершенствования организации материальных потоков в цехе
Определяется общий условный такт линии
Навигация
Пути совершенствования организации материальных потоков в цехе
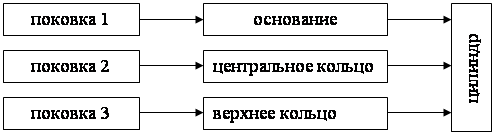
Разработка проекта организации цеха по изготовлению шпинделей
45153
знака
16
таблиц
0
изображений
1.13 Пути совершенствования организации материальных потоков в цехе
Промышленные предприятия приобретают материальные ресурсы на рынке товаров и услуг. Для этого необходимо изучать конъюнктуру рынка, возможности потенциальных поставщиков, информацию о движении цен. Необходимые ресурсы приобретаются предприятием непосредственно у производителей, в оптовой торговле, в том числе, на ярмарках, аукционах и так далее.
Материальный поток образует совокупность используемых в производстве предметов труда, находящихся в процессе движения от источника их получения до завершения процесса изготовления продукции в пределах определенного временного интервала.
Движение материальных потоков необходимо управлять. Материальный поток проходит через ряд подразделений, совокупность которых называется логистической цепью. Звеньями этой цепи являются склады, производственные подразделения (то есть цеха и участки); транспорт.
Основными функциями складов являются следующие:
· обработка и хранение материалов и других предметов труда в связи с формированием их запасов для последующего потребления;
· создание запасов для непрерывного производства.
Виды складов соответствуют видам запасов:
· материальные (материалы);
· промежуточные производственные склады (детали, полуфабрикаты);
· склады готовой продукции (готовая продукция).
Транспорт выполняет функции установления непосредственных связей между всеми элементами всей логистической цепи. В число транспортных операций включают перемещение, загрузку и выгрузку.
Организация материальных потоков может иметь место, как в пространстве, так и во времени. Организация материальных потоков в пространстве подразумевает создание такой производственной структуры, которая обеспечит движение материальных потоков в нужных направлениях. Организация материальных потоков во времени – это установление временного порядка движения.
С организацией материальных потоков тесно связано материально-техническое снабжение производства.
План материально-технического снабжения предусматриваем определение общей потребности в материальных ресурсах, определение объема запаса материалов, расчет ожидаемых остатков на конец года, установление объема завоза материальных ресурсов.
Исходными данными для составления плана материально-технического снабжения являются: производственная программа, номенклатура материалов, норма расхода, планово-расчетные цены и отчетные данные о расходе и остатке материалов на складах.
Потребность в основных материалах на программу (Ро) определяется прямым счетом путем умножения норм расхода материалов (Ни) на количество изделий по программе (Nи) с учетом номенклатуры (n).
Ро = å Nи × Ни
Потребность в основных и вспомогательных материалах (р’) на техническую подготовку производства и на техническое обслуживание производства определяется умножением программы или объема этих работ (Ni) в условных измерителях (станко-час, ремонтная единица и так далее) на норму расхода основных или вспомогательных материалов Нi:
р' = å Ni × Нi (i = 1; m)
На предприятиях уменьшение запасов сокращает расходы на их содержание, что способствует повышению прибыли и рентабельности производства. Поэтому разработка мероприятий по оптимизации запасов является одной из важнейших экономических задач.
Управление производственными запасами на предприятиях предполагает выполнение следующих функций:
· разработку норм запасов по всей номенклатуре потребляемых предприятием материалов;
· правильное размещение запасов на складах;
· организацию действенного оперативного контроля за уровнем запасов и принятие необходимых мер для поддержания их нормального состояния;
· создание необходимой материальной базы для размещения запасов и обеспечения их количественной и качественной сохранности.
Наиболее ответственной и трудоемкой функцией является нормирование запасов.
Норма производственного запаса (zн) устанавливается по следующей формуле:
zн = zТ + zстр.+ zподг.,
где zТ – текущий средний запас;
zстр. – страховой запас;
zподг. – подготовительный запас.
Текущий запас создается по каждому виду материалов для обеспечения производства материалами в перерывах между двумя очередными поставками и изменяется от максимальной величины в момент поставки до минимальной величины к моменту следующей поставки. Его размер определяется величиной среднего интервала поставки и среднесуточного расхода материала.
Страховой запас создается для обеспечения следующей операции при возникновении перебоев в работе и рассчитывается в определенной пропорции к текущему запасу (например, 50%).
Подготовительный запас создается на время подготовки поступившего материала к производственному потреблению (в размере 1–3х-дневной потребности). В отдельных случаях возникает необходимость создания специальных подготовительных запасов (комплектование продукции), их величина определяется на основании конкретных расчетов.
Расчетные нормы запасов могут учитываться в абсолютных (тонны, штуки, метры, рубли и так далее) и относительных (дни, %) единицах измерения.
Обеспечение материальными ресурсами производственных цехов, участков, рабочих мест и других подразделений предполагает выполнение следующего комплекса работ:
· плановое установление комплекта качественных заданий по снабжению;
· подготовка материальных ресурсов к производственному потреблению;
· отпуск и доставка материальных ресурсов со склада службы снабжения на место их непосредственного потребления либо на склад цеха;
· оперативное регулирование снабжения в условиях совершенствования технологических режимов, конструкторской и нормативной документации;
· строгий учет и контроль за использованием материальных ресурсов в подразделениях производственного объединения.
Для планового установления заданий по снабжению производственных цехов и участков используется лимитная система на основе расчета максимального количества материальных ресурсов для каждого цеха, участка на определенный период с выпиской лимитных карт или групповых лимитных ведомостей.
Расчет лимита осуществляется по формуле:
Л = Рц +(–) Р + Нц – Орасч.,
где Рц – потребность цеха в выполнении производственного задания;
Р – потребность цеха в изменении незавершенного производства;
Нц – норматив цехового запаса данного материала;
Орасч. – расчетный ожидаемый остаток данного материала в цехе на начало планового периода.
Следует отметить, то совершенствование материальных потоков и материального снабжения является важной проблемой, как с точки зрения теории, так и с точки зрения практики.
Поэтому основными задачами организации материальных потоков являются:
а) четкая организация комплексного снабжения всеми материальными средствами предприятий;
б) рациональное использование средств и предметов труда, контроль за соблюдение установленных норм;
в) рациональная организация складского хранения всех материальных ценностей.
Организация и планирование материальных потоков должны способствовать выполнению задач, стоящих перед ним. Поэтому необходимо:
а) определить потребность предприятия в предметах материально-технического обеспечения в планируемом периоде;
б) мобилизовать внутренние резервы, заменить дефицитные и дорогостоящие материалы другими (без ухудшения качества продукции);
в) экономно использовать материальные ресурсы;
г) обеспечить своевременное поступление сырья, материалов и металлов в производство;
д) способствовать внедрению передовых, прогрессивных норм расхода материальных средств на единицу продукции, основанных на передовом опыте и разработке плана организационно-технических мероприятий по внедрению этих прогрессивных норм;
и) определить размер потребных предприятию складских запасов товарно-материальных ценностей в планируемом периоде.
2. Организация многопредметной поточной линии
К числу основных параметров многопредметной поточной линии относятся: частные такты работы линии, число рабочих мест по операциям и их загрузка, период времени выполнения задания по каждой детали.
Последовательность расчета частного такта:
1. Из множества деталей выбирается базовая деталь, которая имеет наибольшую программу, а при равенстве программ – наибольшую трудоемкость.
Производственная программа составляет:
деталь И – 75000 шт.;
деталь Ж – 60000 шт.;
деталь З – 45400 шт.
В нашем случае выбираем деталь И.
2. Определяется коэффициент приведения трудоемкости:
kiпр= Ti / Ty, (1)
где Ti – трудоемкость изготовления детали соответствующего наименования, мин;
Ty – трудоемкость изготовления детали, принятой за условную единицу
Ки=21,68/2,68=1
КЖ= 21,04/21,68=0,97
КЗ= 19,86/21,68=0,92
3. Определяется программа в приведенных единицах для детали каждого наименования:
Niпр=Ni*kiпр, (2)
NiпрИ = 75000*1=75000 шт.
NiпрЖ = 60000*0,97= 58200 шт.
NiпрЗ = 45400*0,92= 41768 шт.
Похожие работы





... форме, отражены в формуле (10.9) и сведены в соответствующие графы чертежа. , (10.9) где, ТАi – технологический допуск. 11. Планировка механического участка Деталь “шпиндель” (рис.1.1) является сборочной единицей головки 4-хшпиндельной комбинированной, которая в свою очередь входит в сборочный узел автоматической линии для обработки ...
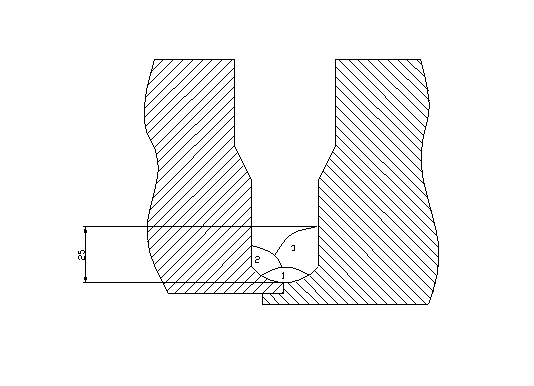
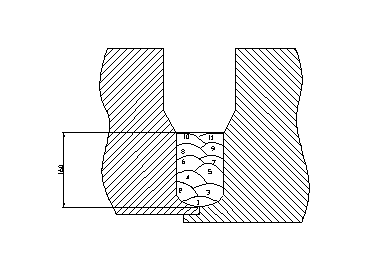
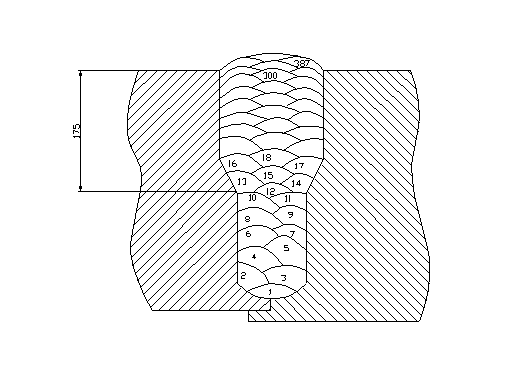
... длине и сечению деталей, выдержки и охлаждения. Экспериментальные данные показывают, что при температуре отпуска 650-680 °С пластичность стали полностью восстанавливается через 2-3 часа. После сварки цилиндра гидропресса, он подвергается высокому отпуску в нем при температуре 650±20 °С, для снятия остаточных напряжений. Перед посадкой в печь на отпуск не допускается ее охлаждение ниже 300 °С. ...





... перехода высокого напряжения на электроды при пробое; - наличие на участке не менее двух рабочих, прошедших соответствующий инструктаж. 15.1.2 Расчёт и проектирование системы общего искусственного освещения проектируемого механического цеха Наиболее распространёнными источниками света являются лампы накаливания, люминесцентные лампы и дуговые ртутные лампы. Предпочтение отдают люминесцентным ...



... выпусков изделий изготовление их ведется путем непрерывного выполнения на рабочих местах одних и тех же постоянно повторяющихся операций. Определим тип производства при изготовлении детали "картер" массой 6 кг. При разработке новых технологических процессов, когда технологический маршрут механической обработки детали не определен, используют коэффициент серийности , (3.5.1) где tв - такт выпуска ...
0 комментариев