Определение типа производства
Определение числа основных производственных участков цеха
Расчет площади цеха
Расчет численности основных производственных рабочих
Организация ремонтного хозяйства
Организация инструментального хозяйства
Организация складского хозяйства
Организация транспортного хозяйства
Организация управления цехом
Расчет технико-экономических показателей
Пути совершенствования организации материальных потоков в цехе
Определяется общий условный такт линии
Навигация
Определение числа основных производственных участков цеха
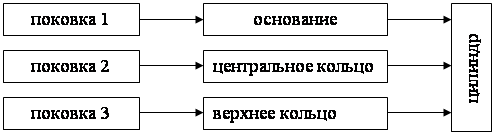
Разработка проекта организации цеха по изготовлению шпинделей
45153
знака
16
таблиц
0
изображений
1.3 Определение числа основных производственных участков цеха
Ориентировочное число основных производственных участков может быть определено, исходя из расчетного числа рабочих мест в цехе и нормы управляемости для мастера участка.
Норма управляемости (Sупр), в свою очередь, зависит от уровня управления и типа производства. В нашем случае речь идет о производственном (нижнем) уровне управления, нормы управляемости для которого приведены в таблице 3.
Таблица 3 Норма управляемости для мастера производственного участка Sупр
| Должность | Тип производства | ||
| Массовое и крупносерийное | Серийное | Мелкосерийное и единичное | |
| Мастер производственного участка | 35–40 рабочих мест | 30 рабочих мест | 25 рабочих мест |
Расчетное число рабочих мест в подразделении может быть определено по формуле 4:
S=![]() tшт.ij*Ni*kпз / Fд*kв, (4)
tшт.ij*Ni*kпз / Fд*kв, (4)
где kпз - коэффициент, учитывающий время, затраченное на подготовительно – заключительные работы по обработке партии деталей (принять 0,3).
S = (24,67*128388*0,3/(253*8*2*(1–3/100)*1,1*60)) + (22,29*70824*0,3/ (253*8*2*(1–3/100)*1,1*60)) + (21,04*81588*0,3/(253*8*2*(1–3/100)*1,1*60)) = 8.
Таким образом, число участков n определяется как:
n=S/Sупр, (5)
где S-число рабочих мест в цехе, шт.,
Sупр – норма управляемости рабочих мест, шт.
Тогда n=8/40=0,18»1
1.4 Расчет потребности в оборудовании
Количество оборудования определяется исходя из станкоемкости обработки одного изделия, годовой программы выпуска изделий и действительного годового фонда времени работы оборудования по формуле 6:
Пр= Тст*Ni/ Fд, (6)
где Пр – расчетное число единиц оборудования;
Тст – станкоемкость обработки одного изделия, станко-ч;
Ni – годовая программа выпуска изделий, шт.;
Fд – действительный годовой фонд времени работы металлорежущего оборудования.
Найдем расчетное число необходимого оборудования для подрезной операции по обработке детали В.
Пр = (4,78 +1,9) * 128 388 / (3927 * 60) = 3,72 (шт.).
Аналогичным образом находим необходимое число оборудования и для остальных операций по обработке деталей В, Е, Ж.
Сгруппируем оборудование по видам выполняемых операций и определим принятое число станков, а также коэффициент загрузки оборудования. Коэффициент загрузки оборудования определим по формуле 8:
К![]() =
= ![]() , (8)
, (8)
где Ппр – принятое число станков.
Причем коэффициент загрузки не рекомендуется превышать значения 0,85.
Полученные данные представляем в таблицу 4.
Таблица 4 – Расчет количества оборудования
| Наимено-вание детали | Оборудование, шт. | ||||||||
| Под-рез-ное | Рас-точ-ное | Свер-лиль-ное | Фре-зер-ное | Резьбо-нарез-ное | То-кар-ное | Про-тяж-ное | Зенке-роваль-ное | Шли-фоваль-ное | |
| В | 3,72 | 1,47 | 5,17 | 1,89 | 1,47 | - | - | - | - |
| Е | - | 1,54 | 0,66 | 2,02 | - | 1,82 | 0,80 | - | - |
| Ж | 0,48 | - | 1,20 | - | - | 1,96 | 1,57 | 1,62 | 0,62 |
| Итого расчетное число станков | 4,2 | 3,01 | 7,03 | 3,91 | 1,47 | 3,78 | 2,37 | 1,62 | 0,62 |
| Принятое число станков | 5 | 4 | 9 | 5 | 2 | 5 | 3 | 2 | 1 |
| Коэфф. загрузки оборудования | 0,84 | 0,75 | 0,78 | 0,78 | 0,74 | 0,76 | 0,79 | 0,81 | 0,62 |
В итоге принятое число оборудования всего равно 36.
Маршрутная схема производственного процесса включает схему взаимосвязи отдельных видов работ и маршруты движения деталей по рабочим местам [приложение А].
Похожие работы





... форме, отражены в формуле (10.9) и сведены в соответствующие графы чертежа. , (10.9) где, ТАi – технологический допуск. 11. Планировка механического участка Деталь “шпиндель” (рис.1.1) является сборочной единицей головки 4-хшпиндельной комбинированной, которая в свою очередь входит в сборочный узел автоматической линии для обработки ...
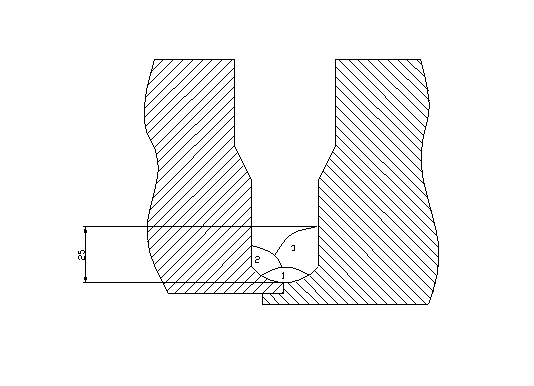
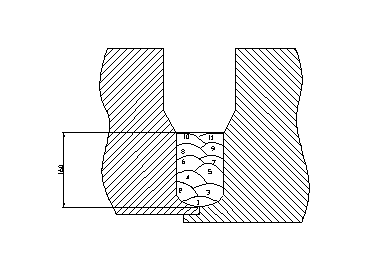
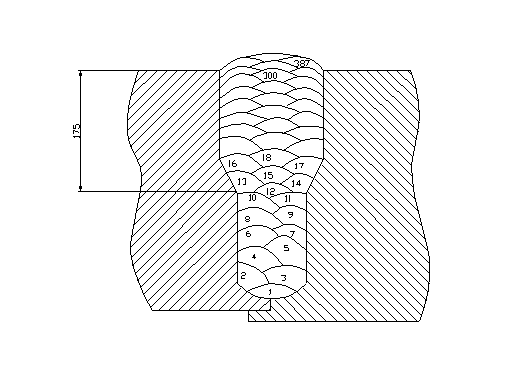
... длине и сечению деталей, выдержки и охлаждения. Экспериментальные данные показывают, что при температуре отпуска 650-680 °С пластичность стали полностью восстанавливается через 2-3 часа. После сварки цилиндра гидропресса, он подвергается высокому отпуску в нем при температуре 650±20 °С, для снятия остаточных напряжений. Перед посадкой в печь на отпуск не допускается ее охлаждение ниже 300 °С. ...





... перехода высокого напряжения на электроды при пробое; - наличие на участке не менее двух рабочих, прошедших соответствующий инструктаж. 15.1.2 Расчёт и проектирование системы общего искусственного освещения проектируемого механического цеха Наиболее распространёнными источниками света являются лампы накаливания, люминесцентные лампы и дуговые ртутные лампы. Предпочтение отдают люминесцентным ...



... выпусков изделий изготовление их ведется путем непрерывного выполнения на рабочих местах одних и тех же постоянно повторяющихся операций. Определим тип производства при изготовлении детали "картер" массой 6 кг. При разработке новых технологических процессов, когда технологический маршрут механической обработки детали не определен, используют коэффициент серийности , (3.5.1) где tв - такт выпуска ...
0 комментариев