Определение типа производства
Определение числа основных производственных участков цеха
Расчет площади цеха
Расчет численности основных производственных рабочих
Организация ремонтного хозяйства
Организация инструментального хозяйства
Организация складского хозяйства
Организация транспортного хозяйства
Организация управления цехом
Расчет технико-экономических показателей
Пути совершенствования организации материальных потоков в цехе
Определяется общий условный такт линии
Навигация
Организация управления цехом
Разработка проекта организации цеха по изготовлению шпинделей
45153
знака
16
таблиц
0
изображений
1.11 Организация управления цехом
Кроме уже рассчитанной численности основных производственных рабочих, слесарей, станочников и прочих работников по ремонту оборудования, заточников режущего инструмента, рабочих станочников по ремонту технологической оснастки, необходимо определить численность наладчиков оборудования, транспортных рабочих, кладовщиков, контролеров, инженерно-технических работников, служащих и младшего обслуживающего персонала.
Транспортные рабочие определяются по числу единиц напольного транспорта и смен их работы. Исходя из того, что в цехе есть 1 электрокар и установлен двухсменный режим работы, необходимо 2 транспортных рабочих.
Нормативные данные для расчета остальных работников представлены в таблице табл. 14. Численность работников, работающих в наибольшую смену, составляет 60% от общего числа работников.
Рассчитаем число наладчиков в цехе, исходя из количества обслуживаемого оборудования и представим результаты в таблице 14.
Таблица 14 – Определение численности наладчиков оборудования
| Вид оборудования | Количество оборудования | Число наладчиков, чел. |
| 1 | 2 | 3 |
| Токарное | 5 | 1 |
| Расточное | 4 | 1 |
| Сверлильное | 9 | 1 |
| Фрезерное | 5 | 1 |
| Резьбонарезное | 2 | 1 |
| Подрезное | 5 | 1 |
| Протяжное | 3 | 1 |
| Зенкеровальное | 2 | 1 |
| Шлифовальное | 1 | 1 |
| Итого | 36 | 9 |
Результаты расчета общего числа работающих представим в таблице 15.
Численность ИТР составит 4 человека. Определим численность служащих на основе того, что они составляют 4–6% от числа всех рабочих цеха. Таким образом, получим 2 чел. (4% от 41 чел.). Численность младшего обслуживающего персонала (МОП) составляет 3–5% от числа всех рабочих цеха. Получим – 2 чел. (4% от 41 чел.) По нормативным данным для определения численности работников цеха определим число контролеров – 2 чел.
Таблица 15 – Сводная ведомость состава работающих
| Группы работающих | Число | |
| всего | В т.ч. в максимальную смену | |
| Производственные рабочие всего | 41 | 27 |
| В том числе | ||
| Токари | 5 | 3 |
| Расточники | 4 | 3 |
| Сверловщики | 10 | 6 |
| Фрезеровщики | 6 | 4 |
| Резьбонарезчики | 2 | 1 |
| Подрезчики | 6 | 4 |
| Протяжники | 4 | 3 |
| Зенкеровальщики | 3 | 2 |
| Шлифовальщики | 1 | 1 |
| Вспомогательные рабочие всего | 13 | 9 |
| В том числе | ||
| Наладчики | 9 | 6 |
| Кладовщики | 1 | 1 |
| Заточники | 3 | 2 |
| Инженерно-технические работники | 5 | 3 |
| Служащие | 2 | 1 |
| Младший обслуживающий персонал | 2 | 1 |
| Контролеры | 2 | 1 |
| Всего работающих | 65 | 42 |
Во главе цеха стоит начальник, которому подчиняются заместитель по производству и заместитель по технической части. В ведении заместителя по производству находятся ПДБ и БТЗ, которым, в свою очередь, подчинены: старший мастер, инженер по подготовке производства, планировщик, который обеспечивает объем работ всех рабочих цеха, и распределитель работ. Структура управления – это состав управленческих подразделений, их специализация и взаимосвязь. Структура управления цехом представлена в Приложении Б.
Похожие работы





... форме, отражены в формуле (10.9) и сведены в соответствующие графы чертежа. , (10.9) где, ТАi – технологический допуск. 11. Планировка механического участка Деталь “шпиндель” (рис.1.1) является сборочной единицей головки 4-хшпиндельной комбинированной, которая в свою очередь входит в сборочный узел автоматической линии для обработки ...
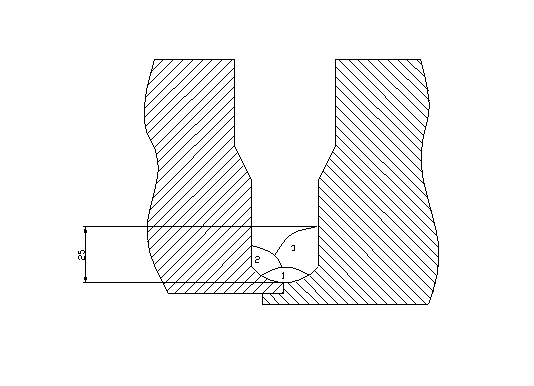
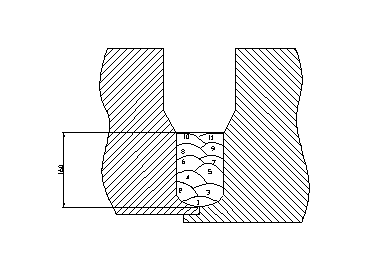
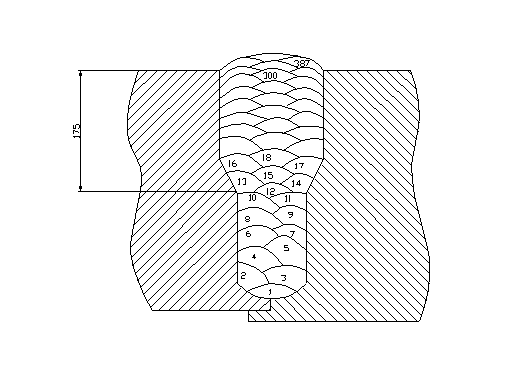
... длине и сечению деталей, выдержки и охлаждения. Экспериментальные данные показывают, что при температуре отпуска 650-680 °С пластичность стали полностью восстанавливается через 2-3 часа. После сварки цилиндра гидропресса, он подвергается высокому отпуску в нем при температуре 650±20 °С, для снятия остаточных напряжений. Перед посадкой в печь на отпуск не допускается ее охлаждение ниже 300 °С. ...





... перехода высокого напряжения на электроды при пробое; - наличие на участке не менее двух рабочих, прошедших соответствующий инструктаж. 15.1.2 Расчёт и проектирование системы общего искусственного освещения проектируемого механического цеха Наиболее распространёнными источниками света являются лампы накаливания, люминесцентные лампы и дуговые ртутные лампы. Предпочтение отдают люминесцентным ...



... выпусков изделий изготовление их ведется путем непрерывного выполнения на рабочих местах одних и тех же постоянно повторяющихся операций. Определим тип производства при изготовлении детали "картер" массой 6 кг. При разработке новых технологических процессов, когда технологический маршрут механической обработки детали не определен, используют коэффициент серийности , (3.5.1) где tв - такт выпуска ...
0 комментариев