Определение типа производства
Определение числа основных производственных участков цеха
Расчет площади цеха
Расчет численности основных производственных рабочих
Организация ремонтного хозяйства
Организация инструментального хозяйства
Организация складского хозяйства
Организация транспортного хозяйства
Организация управления цехом
Расчет технико-экономических показателей
Пути совершенствования организации материальных потоков в цехе
Определяется общий условный такт линии
Навигация
Расчет численности основных производственных рабочих
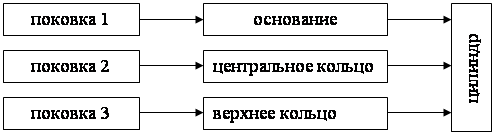
Разработка проекта организации цеха по изготовлению шпинделей
45153
знака
16
таблиц
0
изображений
1.6 Расчет численности основных производственных рабочих
Число рабочих-станочников цеха определим исходя из трудоемкости станочных работ, действительного годового фонда времени рабочего и коэффициента многостаночности по формуле 9:
Рст = Тст / Ф * км, (9)
где Рст – расчетное число производственных рабочих – станочников, чел.;
Тст – годовая трудоемкость станочных работ (станкоемкость) для данного типа оборудования, станко-ч;
Ф – действительный годовой фонд времени одного рабочего, ч;
км – коэффициент многостаночности, (для крупносерийного типа производства принимаем км = 1,6).
Действительный годовой фонд времени одного рабочего определяется по формуле 10:
Ф = D * d, (10)
При расчете количества рабочих дней необходимо учитывать отпуск рабочего, который составляет 24 дня.
Ф = (253 – 24) * 8 = 1832 часа.
Теперь необходимо рассчитать число производственных рабочих. Для токарной операции необходимо рабочих станочников:
Рст = 14546,66/1832*1,6 = 4.96.
Число рабочих принимаем равным 5. Аналогичным образом находим необходимое число рабочих и для других операций. Полученные результаты сводим в таблицу 7.
Таблица 7 – Ведомость расчета производственных рабочих цеха
| Профессия | Годовая станкоемкость, станко-ч | Число рабочих | |
| расчетное | принятое | ||
| Токари | 14546,66 | 4,96 | 5 |
| Расточники | 11596,08 | 3,96 | 4 |
| Сверловщики | 27045,93 | 9,23 | 10 |
| Фрезеровщики | 15020,95 | 5,12 | 6 |
| Резьбонарезчики | 5670,47 | 1,93 | 2 |
| Подрезчики | 16143,19 | 5,51 | 6 |
| Протяжники | 9092,95 | 3,10 | 4 |
| Зенкеровальщики | 6214,29 | 2,12 | 3 |
| Шлифовальщики | 2379,65 | 0,81 | 1 |
| Итого | 41 | ||
Таким образом, количество необходимых рабочих станочников в проектируемом цехе составит 41 человек.
Похожие работы





... форме, отражены в формуле (10.9) и сведены в соответствующие графы чертежа. , (10.9) где, ТАi – технологический допуск. 11. Планировка механического участка Деталь “шпиндель” (рис.1.1) является сборочной единицей головки 4-хшпиндельной комбинированной, которая в свою очередь входит в сборочный узел автоматической линии для обработки ...
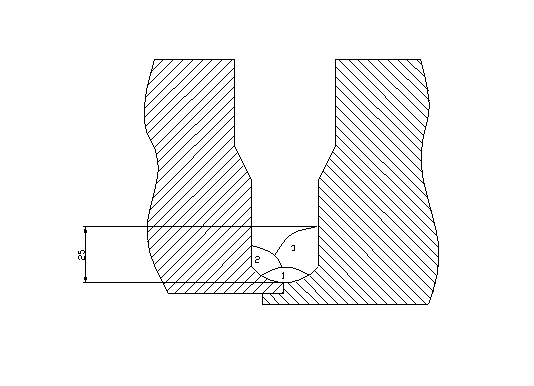
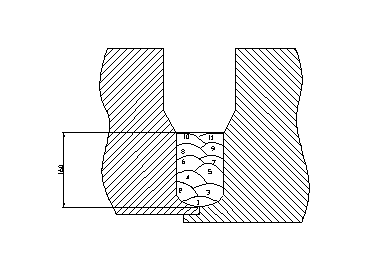
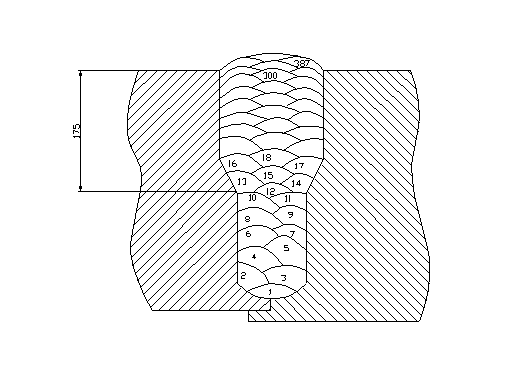
... длине и сечению деталей, выдержки и охлаждения. Экспериментальные данные показывают, что при температуре отпуска 650-680 °С пластичность стали полностью восстанавливается через 2-3 часа. После сварки цилиндра гидропресса, он подвергается высокому отпуску в нем при температуре 650±20 °С, для снятия остаточных напряжений. Перед посадкой в печь на отпуск не допускается ее охлаждение ниже 300 °С. ...





... перехода высокого напряжения на электроды при пробое; - наличие на участке не менее двух рабочих, прошедших соответствующий инструктаж. 15.1.2 Расчёт и проектирование системы общего искусственного освещения проектируемого механического цеха Наиболее распространёнными источниками света являются лампы накаливания, люминесцентные лампы и дуговые ртутные лампы. Предпочтение отдают люминесцентным ...



... выпусков изделий изготовление их ведется путем непрерывного выполнения на рабочих местах одних и тех же постоянно повторяющихся операций. Определим тип производства при изготовлении детали "картер" массой 6 кг. При разработке новых технологических процессов, когда технологический маршрут механической обработки детали не определен, используют коэффициент серийности , (3.5.1) где tв - такт выпуска ...
0 комментариев