Анализ технологичности детали
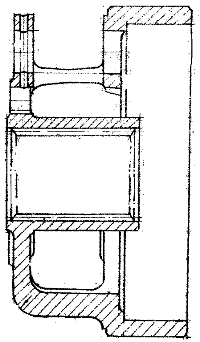
Выбор метода получения заготовки и её проектирование
Получение заготовки штамповкой на кривошипных горячештамповочных прессах
Технико-экономический анализ
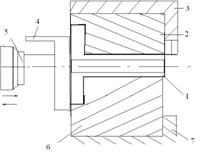
Разработка технологических схем базирования
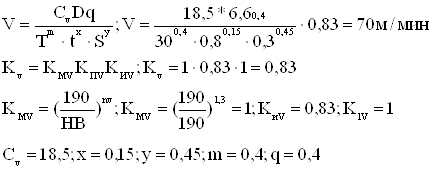
Расчет режимов резания аналитическим методом на две операции
Выбор оборудования, приспособлений, режущих и контрольных инструментов
Переход
Исходные данные для экономического обоснования
Расчет капитальных вложений (инвестиций) по сравниваемым вариантам
Расчет технологической себестоимости изменяющихся по вариантам операций
Калькуляция себестоимости обработки детали по вариантам технологического процесса
Расчет приведенных затрат и выбор оптимального варианта
Навигация
Технологический процесс изготовления калибра-пробки непроходной
Технологический процесс изготовления калибра-пробки непроходной
59595
знаков
15
таблиц
4
изображения
Содержание
Введение


Введение
1. Анализ исходных данных
1.1. Анализ служебного назначения детали
1.2 Физико-механические характеристики материала
1.3 Классификация поверхностей детали
1.4 Анализ технологичности детали
1.5 Выбор типа производства и формы организации
2. Выбор метода получения заготовки и её проектирование
3. Разработка технологического маршрута, плана изготовления и схем базирования детали
3.1 Разработка технологического маршрута
3.2 Разработка схем базирования детали
4. Разработка операционной технологии на две операции
4.1 Определение припусков на две операции
4.2 Расчет режимов резания аналитическим методом на две операции
4.3 Выбор оборудования, приспособлений, режущих и контрольных
инструментов
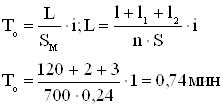
4.4 Поэлементное нормирование работ на две операции
4.5 Оформление технологической документации
5. Экономическая часть
5.1 Краткая характеристика сравниваемых вариантов
5.2 Исходные данные для экономического обоснования
5.3 Расчет необходимого количества оборудования и коэффициентов загрузки5.4 Расчет капитальных вложений (инвестиций) по сравниваемым вариантам
5.5 Расчет технологической себестоимости изменяющихся по вариантам операций
5.6 Калькуляция себестоимости обработки детали по вариантам технологического процесса
5.7 Расчет приведенных затрат и выбор оптимального варианта.
5.8 Расчет показателей экономической эффективности проектируемого варианта техники (технологии)
Вывод
Заключение
Литература
Введение
Цель квалификационного проектирования по технологии машиностроения - научится правильно применять теоретические знания, полученные в процессе учебы, использовать свой практический опыт работы на машиностроительных предприятиях для решения профессиональных технологических и конструкторских задач.
Целью данной работы является снижение трудоемкости изготовления вала путем разработки прогрессивного технологического процесса, базирующегося на современных достижениях в области станкостроения и инструментального производства.
К мероприятиям по разработке новых прогрессивных технологических процессов относится и автоматизация, на ее основе применения высокопроизводительного технологического оборудования, применения режущего инструмента, быстродействующими средствами.
В квалификационной работе должна отображаться экономия затрат труда, материала, энергии. Решение этих вопросов возможно на основе наиболее полного использования возможностей прогрессивного технологического оборудования и оснастки, создания гибких технологий.
1. Анализ исходных данных
1.1 Анализ служебного назначения детали
Деталь – калибр-пробка непроходной, предназначен для контроля е=1,999, с помощью зубьев находящихся на наружном диаметре.
· Нагрузки – равномерные.
· Условия смазки – нормальные.
1.2 Физико-механические характеристики материала
Деталь изготовлена из стали ХВГ1 по ГОСТ 5950 и обладает следующими характеристиками:
Инструментальная сталь ХВГ1 имеет плотность 7850 кг/м.куб. Область применения инструментальной стали ХВГ1: инструмент измерительный и режущий, для которого повышенное коробление при закалке недопустимо, калибры резьбовые, протяжки, метчики длинные, развертки длинные.
Химический состав инструментальной стали ХВГ1:
· Кремний: 0,10-0,40
· Марганец: 0,80-1,10
· Медь: до 0,3
· Никель: до 0,35
· Сера: 0,03
· Углерод: 0,90-1,05
· Фосфор: 0,03
· Хром: 0,90-1,20
· Молибден: 0,30
· Вольфрам: 1,20-1,60
Температура ковки инструментальной стали ХВГ1 в °С: начала 1180, конца 800. Охлаждение замедленное.
1.3 Классификация поверхностей детали
| Вид поверхности | № поверхности |
| Исполнительные поверхности | 8,9,10,14 |
| Основные конструкторские базы | 4,5,6 |
| Вспомогательные конструкторские базы | 1,2 |
| Свободные поверхности | 3,7,11,12,13,15 |
Похожие работы
... целесообразно использовать ковку в подкладном штампе. Чертеж заготовки представлен на рис.4.1. При этом способе изготовления заготовки возможно получить припуски до 3 мм, с допусками +1.5 ¸ -1 мм. 5. Выбор плана обработки детали Технологический процесс обработки детали предусматривает несколько стадий. Если рассматривать данный процесс в укрупненном плане, то необходимо выделить ...
... на 15-30%; · исключение трудоемких операций формовки, выбивки форм; · возможность комплексной механизации и автоматизации технологического процесса, что повышает производительность и снижает трудоемкость в 3 раза; · увеличение съёма с 1м2 производственной площади и снижение себестоимости отливок. Сложность изготовления отливок: · высокая стоимость кокиля; · сложность и длительность его ...
... 1.4 Выбор оборудования, приспособления, режущего инструмента, мерительных приспособлений и инструмента Выбор станочного оборудования является одной из важнейших задач при разработке технологического процесса механической обработки заготовки. От правильного его выбора зависит производительность изготовления детали, экономное использование площадей, механизации и автоматизации ручного труда, ...
... перемещения луча приведено на рис. 1.5. Наблюдаемые различия в структуре и твёрдости слоёв зоны в стали 35, обрабатываемой непрерывным излучением лазера на СО2, объясняют различными условиями их нагрева и охлаждения. 1.6. Упрочнение кулачка главного вала В течение последних трёх – пяти лет появились мощные газовые лазеры, обеспечивающие в режиме непрерывной генерации мощность порядка ...
0 комментариев