Анализ технологичности детали
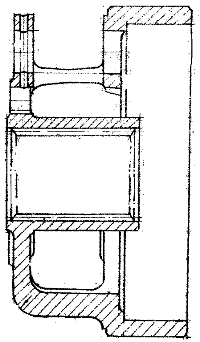
Выбор метода получения заготовки и её проектирование
Получение заготовки штамповкой на кривошипных горячештамповочных прессах
Технико-экономический анализ
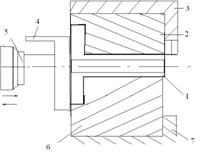
Разработка технологических схем базирования
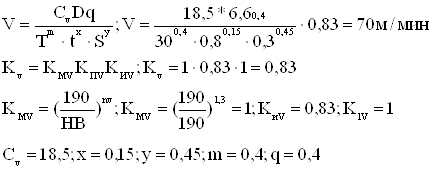
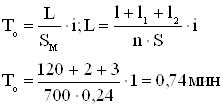
Расчет режимов резания аналитическим методом на две операции
Выбор оборудования, приспособлений, режущих и контрольных инструментов
Переход
Исходные данные для экономического обоснования
Расчет капитальных вложений (инвестиций) по сравниваемым вариантам
Расчет технологической себестоимости изменяющихся по вариантам операций
Калькуляция себестоимости обработки детали по вариантам технологического процесса
Расчет приведенных затрат и выбор оптимального варианта
Навигация
Исходные данные для экономического обоснования
Технологический процесс изготовления калибра-пробки непроходной
59595
знаков
15
таблиц
4
изображения
5.2 Исходные данные для экономического обоснования
Таблица 8 - Исходные данные для экономического обоснования сравниваемых вариантов
| № | Показатели | Условное обозначе-ние, единица измерения | Значение показателей | Источник информа-ции |
| |||||
| Базовый | Проект |
| ||||||||
| 1 | Годовая программа выпуска |
| 10000 | 10000 | Задание |
| ||||
| 2 | Норма штучного времени, в т.ч. машинное время |
| 3,40 | 1,75 | Расчет |
| ||||
| 2,00 | 1,08 |
| ||||||||
|
| 1,50 | 0,75 |
| |||||||
| 0,08 | 0,08 |
| ||||||||
| 3 | Часовая тарифная ставка Рабочего-оператора: Наладчика: |
| 29,86 32,06 | 29,86 32,06 | Данные кафедры ЭиУП (Прил. 11) |
| ||||
| 4 | Эффективный годовой фонд времени рабочего |
| 1731 | 1731 | Расчет |
| ||||
| 5 | Коэффициент доплаты до часового, дневного и месячного фондов |
| 1,08 | 1,08 | Данные кафедры ЭиУП (Прил. 11) |
| ||||
| 6 | Коэффициент доплат за профмастерство (начиная с 3-го разряда) |
| 1,2 | 1,2 | Данные кафедры ЭиУП (Прил. 11) |
| ||||
| 7 | Коэффициент доплат за условия труда |
| 1,08 | 1,08 | Данные кафедры ЭиУП (Прил. 11) |
| ||||
| 8 | Коэффициент доплат за вечерние и ночные часы |
| 1,2 | 1,2 | Данные кафедры ЭиУП (Прил. 11) |
| ||||
| 9 | Коэффициент премирования |
| 1,2 | 1,2 | Данные кафедры ЭиУП (Прил. 11) |
| ||||
| 10 | Коэффициент выполнения норм |
| 1,1 | 1,1 | Данные кафедры ЭиУП (Прил. 11) |
| ||||
| 11 | Коэффициент отчисления на социальные нужды |
| 0,26 | 0,26 | Данные кафедры ЭиУП (Прил. 11) |
| ||||
| 12 | Трудоемкость проектирования техники, технологии |
| 85 | 85 | Прил. 8 |
| ||||
| 13 | Цена единицы оборудования |
| 270000 | 250000 | Прил. 4 или п. 5-7 списка литературы |
| ||||
|
| 160000 | 160000 |
| |||||||
| 14 | Коэффициент расходов на доставку и монтаж оборудования (0,1…0,25) |
| 0,2 | 0,2 | - |
| ||||
| 15 | Выручка от реализации изношенного оборудования (5% от цены) |
| 13500 | 12500 | Расчет |
| ||||
|
| 8000 | 8000 |
| |||||||
| 16 | Эффективный годовой фонд времени работы оборудования (при односменной работе – 2030 часов, при 2-х сменной – 4015 часов, при 3-х сменной – 5960 часов) |
| 4015 | 4015 | Расчет |
| ||||
| 17 | Коэффициент на текущий ремонт оборудования |
| 0,3 | 0,3 | - |
| ||||
| 18 | Установленная мощность электродвигателя станка |
| 13,0 | 12,0 | Паспорт станка |
| ||||
|
| 3,76 | 3,76 |
| |||||||
| 19 | Коэффициент одновременности работы электродвигателей (0,8…1,0) |
| 0,9 | 0,9 | - |
| ||||
| 20 | Коэффициент загрузки электродвигателей по мощности (0,7…0,8) |
| 0,75 | 0,75 | - |
| ||||
| 21 | Коэффициент загрузки электродвигателя станка по времени (0,5…0,85) |
| 0,68 | 0,68 | - |
| ||||
| 22 | Коэффициент потерь электроэнергии в сети завода (1,04…1,08) |
| 1,06 | 1,06 | - |
| ||||
| 23 | Тариф платы за электроэнергию |
| 1,35 | 1,35 | Данные кафедры ЭиУП (Прил. 11) |
| ||||
| 24 | Коэффициент полезного действия станка (0,7…0,95) |
| 0,80 | 0,80 | Паспорт станка |
| ||||
|
| 0,80 | 0,80 |
| |||||||
| 25 | Цена (себестоимость изготовления) единицы инструмента |
| 150,0 | 160,0 | Прил. 2, п. 5-7 списка литературы. |
| ||||
|
| 46,46 | 23,46 |
| |||||||
| 26 | Коэффициент транспортно-заготовительных расходов на доставку инструмента |
| 1,02 | 1,02 | - |
| ||||
| 27 | Выручка от реализации изношенного инструмента по цене металлолома (20% от цены) |
| 30,0 | 32,0 | Расчет |
| ||||
|
| 9,29 | 4,69 |
| |||||||
| 28 | Количество переточек инструмента до полного износа |
| 28 | 15 | Прил. 1 |
| ||||
|
| 16 | 16 |
| |||||||
| 29 | Стоимость одной переточки |
| 16,0 | 98,2 | Прил. 1 |
| ||||
|
| 144 | 144 |
| |||||||
| 30 | Коэффициент случайной убыли инструмента |
| 1,1 | 1,1 | Прил. 1 |
| ||||
| 31 | Стойкость инструмента между переточками |
| 1,0 | 1,0 | Прил. 1 |
| ||||
|
| 2,0 | 3,0 |
| |||||||
| 32 | Цена единицы приспособления |
| 5220,0 | 3556,8 | Прил. 2, п. 5-7 списка литературы. |
| ||||
|
| 8283,2 | 10283,2 |
| |||||||
| 33 | Коэффициент, учитывающий затраты на ремонт приспособления (1,5…1,6) |
| 1,5 | 1,5 | - |
| ||||
| 34 | Выручка от реализации изношенного приспособления (20% от цены) |
| 1044,00 | 711,36 | Расчет |
| ||||
|
| 1656,64 | 2056,64 |
| |||||||
| 35 | Количество приспособлений, необходимое для производства годовой программы деталей |
| 1 | 1 | Расчет |
| ||||
| 36 | Физический срок службы приспособления (3…5 лет) |
| 4 | 4 | - |
| ||||
| 37 | Расход на смазочно-охлаждающие жидкости (200…300 руб. на один станок в год) |
| 250,0 | 250,0 | - |
| ||||
| 38 | Удельный расход воды для охлаждения на один час работы станка |
| 0,6 | 0,6 | Данные кафедры ЭиУП |
| ||||
| 39 | Тариф платы за 1м3 воды |
| 1,2 | 1,2 | Данные кафедры ЭиУП (Прил. 11) |
| ||||
| 40 | Удельный расход воздуха за 1 час работы установки, приспособления (0,1…0,15 м3/час) |
| 0,10 | 0,10 | - |
| ||||
| 41 | Тариф платы за м3 сжатого воздуха |
| 0,15 | 0,15 | Данные кафедры ЭиУП (Прил. 11) |
| ||||
| 42 | Площадь, занимаемая одним станком |
| 5,08 | 5,12 | Паспорт станка |
| ||||
|
| 3,95 | 3,95 |
| |||||||
| 43 | Коэффициент, учитывающий дополнительную площадь |
| 4,0 | 4,0 | Прил. 10 |
| ||||
|
| 4,5 | 4,5 |
| |||||||
| 44 | Стоимость эксплуатации 1м2 площади здания в год |
| 4500 | 4500 | Данные кафедры ЭиУП (Прил. 11) |
| ||||
| 45 | Норма обслуживания станков одним наладчиком (10…20 станков на одного рабочего) |
| 10 | 10 | - |
| ||||
| 46 | Специализация: - оборудование (универсальное, специальное); - приспособления (универсальное, специальное); - инструмент (универсальный, специальный) | 05 | - универ-сальное; - универ-сальное; - универ-сальный | - универ-сальное; - универ-сальное; - универ-сальный | Выбор СТО |
| ||||
| 45 | - универ-сальное; - универ-сальное; - универ-сальный | - универ-сальное; - специ-альное; - универ-сальный | Выбор СТО |
| ||||||
| 47 | Материал заготовки и метод получения | - | 40Х штам-ка | 40Х штам-ка | Задание |
| ||||
| 48 | Масса заготовки |
| 78,3 | 78,3 | Расчет |
| ||||
| 49 | Вес отходов в стружку |
| 15,7 | 15,7 | Расчет |
| ||||
| 50 | Цена 1кг материала заготовки |
| 20,74 | 20,74 | Прил. 5 |
| ||||
| 51 | Цена 1кг отходов |
| 1,40 | 1,40 | Прил. 5 |
| ||||
| 52 | Коэффициент транспортно-заготовительных расходов (1,05…1,06 – для черных металлов; 1,01…1,02 – для цветных металлов) |
| 1,05 | 1,05 | - |
| ||||
| Дополнительные исходные данные для станков с ЧПУ |
| ||||||||||
| 55 | Затраты на разработку одной программы |
| 7000 | 5000 | Прил.6 | ||||||
|
| - | - | |||||||||
| 56 | Коэффициент, учитывающий потребности с восстановлением перфоленты |
| 0,06 | 0,06 | - | ||||||
| 57 | Период выпуска деталей данного наименования |
| 3 | 3 | - | ||||||
| 58 | Величина запуска деталей (размер партии запуска) |
| 63 | 63 | Прил. 7 | ||||||
|
| - | - | |||||||||
| 59 | Межоперационное время на передачу партии деталей |
| 0,5 | 0,5 | - | ||||||
| № | Наименование показателей | Расчетные формулы и расчет | Значения показателей | |||
| Базовый | Проект | |||||
| 1 | Расчетное количество основного технологического оборудования по изменяющимся операциям технологического процесса детали, шт. |
| 0,13 | 0,07 | ||
|
| 0,06 | 0,03 | ||||
| 2 | Принятое количество оборудования, шт. | Расчетное количество оборудования округляется до ближайшего большего, целого числа
| 1 | 1 | ||
| 1 | 1 | |||||
| 3 | Коэффициент загрузки оборудования |
| 0,13 | 0,07 | ||
|
| 0,06 | 0,03 | ||||
| Дополнительные исходные данные для станков с ЧПУ | |||||||
| 4 | Количество наименований однотипных деталей, обрабатываемых на станке с ЧПУ, шт. |
| 7,08 | 13,77 | |||
| 5 | Среднесуточный запуск деталей, шт. |
| 31 | 31 | |||
| 6 | Длительность производственного цикла, дней |
| 0,192 | 0,129 | |||
Похожие работы


... целесообразно использовать ковку в подкладном штампе. Чертеж заготовки представлен на рис.4.1. При этом способе изготовления заготовки возможно получить припуски до 3 мм, с допусками +1.5 ¸ -1 мм. 5. Выбор плана обработки детали Технологический процесс обработки детали предусматривает несколько стадий. Если рассматривать данный процесс в укрупненном плане, то необходимо выделить ...
... на 15-30%; · исключение трудоемких операций формовки, выбивки форм; · возможность комплексной механизации и автоматизации технологического процесса, что повышает производительность и снижает трудоемкость в 3 раза; · увеличение съёма с 1м2 производственной площади и снижение себестоимости отливок. Сложность изготовления отливок: · высокая стоимость кокиля; · сложность и длительность его ...
... 1.4 Выбор оборудования, приспособления, режущего инструмента, мерительных приспособлений и инструмента Выбор станочного оборудования является одной из важнейших задач при разработке технологического процесса механической обработки заготовки. От правильного его выбора зависит производительность изготовления детали, экономное использование площадей, механизации и автоматизации ручного труда, ...
... перемещения луча приведено на рис. 1.5. Наблюдаемые различия в структуре и твёрдости слоёв зоны в стали 35, обрабатываемой непрерывным излучением лазера на СО2, объясняют различными условиями их нагрева и охлаждения. 1.6. Упрочнение кулачка главного вала В течение последних трёх – пяти лет появились мощные газовые лазеры, обеспечивающие в режиме непрерывной генерации мощность порядка ...
0 комментариев