Анализ технологичности детали
Выбор метода получения заготовки и её проектирование
Получение заготовки штамповкой на кривошипных горячештамповочных прессах
Технико-экономический анализ
Разработка технологических схем базирования
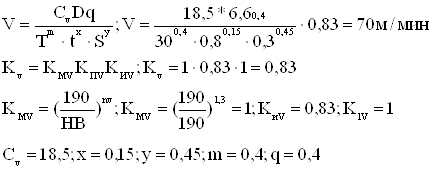
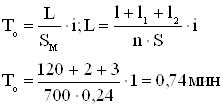
Расчет режимов резания аналитическим методом на две операции
Выбор оборудования, приспособлений, режущих и контрольных инструментов
Переход
Исходные данные для экономического обоснования
Расчет капитальных вложений (инвестиций) по сравниваемым вариантам
Расчет технологической себестоимости изменяющихся по вариантам операций
Калькуляция себестоимости обработки детали по вариантам технологического процесса
Расчет приведенных затрат и выбор оптимального варианта
Навигация
Технико-экономический анализ
Технологический процесс изготовления калибра-пробки непроходной
59595
знаков
15
таблиц
4
изображения
2.3 Технико-экономический анализ
Для окончательного выбора метода получения заготовки, следует провести сравнительный анализ по технологической себестоимости.
Расчет технологической себестоимости заготовки получаемую по первому или второму методу проведем по следующей формуле [1]:
Ст=Сзаг.. М + Cмех.. (М-m)-Сотх.. (M-m), руб.
где М – масса заготовки, кг;
m – масса детали, кг;
Сзаг – стоимость одного килограмма заготовок, руб./кг;
Cмех. – стоимость механической обработки, руб/кг;
Сотх – стоимость одного килограмма отходов, руб/кг.
Стоимость заготовки, полученной такими методами, как литье в землю и штамповка на кривошипных горячештамповочных прессах, с достаточной для стадии проектирования точностью можно определить по формуле [1]:
Сзаг=Сот. hT. hC. hB. hM. hП , руб/кг,
где Сот – базовая стоимость одного килограмма заготовки, руб./кг;
hT – коэффициент, учитывающий точность заготовки;
hC – коэффициент, учитывающий сложность заготовки;
hB – коэффициент, учитывающий массу заготовки;
hM – коэффициент, учитывающий материал заготовки;
hП - коэффициент, учитывающий группу серийности.
Для получения заготовки по методу литья значения коэффициентов в формуле следующие [1]:
hT =1,06 – 1-ый класс точности;
hC =0,7 – 1-ая группа сложности получения заготовки;
hB =0,93 – так как масса заготовки находится в пределах 3…10,0 кг;
hM =1,21 – так как сталь углеродистая;
hП =1 – 3-ая группа серийности;
Базовая стоимость одного килограмма отливок составляет Сот = 4,00 руб.
Сзаг. = 4,00 . 1,06 . 0,7 . 0,93 . 1,21 . 1 = 3,34 руб./кг
Определяем стоимость механической обработки по формуле:
Смех. = Сс + Ем. Ск, руб./кг;
где Сс = 0,495 – текущие затраты на один килограмм стружки, руб./кг [1];
Ск = 1,085 – капитальные затраты на один килограмм стружки, руб/кг [1];
Ем = 0,1 – нормативный коэффициент эффективности капитальных вложений выбираем из предела (0,1…0,2) [1].
Смех. = 0,495 + 0,1 . 1,085 = 0,6035 руб./кг
Стоимость одного килограмма отходов принимаем равной Сотх. = 0,0144 руб./кг.
Определим общую стоимость заготовки, получаемую по методу литья:
Ст = 3,34. 110,1+ 0,6035 . (110,1-62,5) – 0,0144. (110,1-62,5) = 400 руб.
Для заготовки, получаемой методом штамповкой на кривошипных горячештамповочных прессах, значения коэффициентов в формуле (9) следующие[1]: Сзаг=Сшт. hT. hC. hB. hM. hП , руб/кг,
где hT =1,05 – 1-ой класс точности;
hC =0,75 – 1-ая группа сложности получения заготовки;
hB =0,87– так как масса заготовки находится в пределах 4…10 кг;
hM =1 –так как сталь углеродистая;
hП =1;
Базовая стоимость одного килограмма штамповок составляет Сшт = 5,30 руб./кг
Сзаг. = 5,30 . 1,05 . 0,75 . 0,87. 1 . 1 = 3,631 руб./кг
Определяем общую стоимость заготовки, получаемую штамповкой:
Ст = 3,63. 78,29 + 0,6035 . (78,29-62,5) –0,0144. (78,29-62,5) = 293 руб.
Таким образом, по технологической себестоимости наиболее экономичным является вариант изготовления детали из заготовки, полученной штамповкой.
Ожидаемая годовая экономия:
Эгод. = (СТ2 – СТ1) . N , руб.;
где N – годовая программа выпуска деталей, шт.;
Эгод. = (400 – 293) . 10000 = 1070000 руб.
Вывод: на основании сопоставления технологических себестоимостей по рассматриваемым вариантам делаем вывод о том, что для дальнейшей разработки следует выбрать метод получения заготовки штамповкой. В этом случае годовая экономия составит 1070000 рублей.
3. Разработка технологического маршрута и плана изготовления детали
3.1 Разработка технологического маршрута обработки поверхностей
Таблица №3
| № пов. | Квалитет точности | Шероховатость Ra. | Маршрут обработки |
| 1 | 14 | 10,0 | Ф, ТО. |
| 2 | 8 | 2,5 | Т, Тч, ТО, Ш. |
| 3 | 8 | 2,5 | Т, Тч, ТО, Ш. |
| 4 | 8 | 2,5 | Т, Тч, ТО, Ш. |
| 5 | 8 | 2,5 | Т, Тч, ТО, Ш. |
| 6 | 8 | 2,5 | Т, Тч, ТО, Ш. |
| 7 | 8 | 2,5 | Т, Тч, ТО, Ш. |
| 8 | 14 | 10,0 | Ф, ТО. |
| 9 | 7 | 1,25 | С, ТО, Ш, Шч. |
| 10 | 6 | 1,25 | Т, Тч, ТО, Ш, Шч. |
| 11 | 6 | 1,25 | Т, Тч, ТО, Ш, Шч. |
| 12 | 6 | 1,25 | Т, Тч, ТО, Ш, Шч. |
| 13 | 14 | 2,5 | Т, Тч, ТО. |
| 14 | 8 | 1,25 | Т, Тч, ТО, Ш. |
| 15 | 14 | 2,5 | Т, Тч, ТО. |
| 16 | 14 | 2,5 | Т, Тч, ТО. |
| 17 | 9 | 5,0 | Ф, ТО. |
| 18 | 9 | 10,0 | Ф, ТО. |
| 19 | 9 | 5,0 | Ф, ТО. |
| 20 | 9 | 10,0 | Ф, ТО. |
| 21 | 14 | 10,0 | С, ТО. |
| 22 | 14 | 10,0 | С, ТО. |
| 23, 25 | 7 | 1,25 | Ф, ТО, Ш, Шч. |
| 24, 26 | 6 | 1,25 | Ф, ТО, Ш, Шч. |
В таблице 3 обозначено: Т – точение черновое; Тч – точение чистовое; ТО – термообработка; Ш – шлифование предварительное; Шч – шлифование чистовое; С – сверление; Ф – фрезерование.
Таблица №4
| № операции | Название и марка оборудования | Название операции | Обрабатываемые поверхности |
| 00 | ГКМ | Заготовительная | Все формообразующие поверхности (см. эскиз) |
| 05 | Фрезерно-центровальный МР–71М | Фрезерно- центровальная | 1, 8, 9. |
| 10 установ 1 | Токарно-винторезный 1К62 | Токарная (черновая) | 2, 3, 10, 11, 12. |
| 10 установ 2 | Токарно-винторезный 1К62 | Токарная (черновая) | 4, 5, 6, 7, 13, 14, 15, 16. |
| 15 установ 1 | Токарно-винторезный с ЧПУ 16К20Ф3 | Токарная (чистовая) | 2, 3, 10, 11, 12. |
| 15 установ 2 | Токарно-винторезный с ЧПУ 16К20Ф3 | Токарная (чистовая) | 4, 5, 6, 7, 13, 14, 15, 16. |
| 20 | Вертикально- фрезерный с ЧПУ 6Р13РФ3 | Фрезерная | 17, 18, 19, 20. |
| 25 | Вертикально- фрезерный с ЧПУ 6Р13РФ3 | Фрезерная | 23, 24, 25, 26. |
| 30 | Вертикально сверл. 2Н118 | Сверлильная | 21, 22. |
| 35 | Термопечь | Термическая | Все поверхности |
| 40 | Центрошлифо-вальный ZSM5100 | Центрошлифо-вальная | 9. |
| 45 установ 1 | Торцекруло-шлифовальный 3А110 | Торцекругло-шлифовальная (предварительная) | 2, 3, 10, 11, 12. |
| 45 установ 2 | Торцекруло-шлифовальный 3А110 | Торцекругло-шлифовальная (предварительная) | 4, 5, 6, 7, 14. |
| 50 установ 1 | Торцекруло-шлифовальный 3А110 | Торцекругло-шлифовальная (чистовая) | 14. |
| 50 установ 2 | Торцекруло-шлифовальный 3А110 | Торцекругло-шлифовальная (чистовая) | 10, 11, 12. |
| 55 | Шлифовальный с ЧПУ 3М163Ф2Н1В | Шлифовальная (предварительная) | 23, 24, 25, 26. |
| 60 | Шлифовальный с ЧПУ 3М163Ф2Н1В | Шлифовальная (чистовая) | 23, 24, 25, 26. |
| 65 | Моечная машина Ocifel | Моечная | Все поверхности |
| 70 | Контрольный стол | Контрольная | Все поверхности |
Похожие работы


... целесообразно использовать ковку в подкладном штампе. Чертеж заготовки представлен на рис.4.1. При этом способе изготовления заготовки возможно получить припуски до 3 мм, с допусками +1.5 ¸ -1 мм. 5. Выбор плана обработки детали Технологический процесс обработки детали предусматривает несколько стадий. Если рассматривать данный процесс в укрупненном плане, то необходимо выделить ...
... на 15-30%; · исключение трудоемких операций формовки, выбивки форм; · возможность комплексной механизации и автоматизации технологического процесса, что повышает производительность и снижает трудоемкость в 3 раза; · увеличение съёма с 1м2 производственной площади и снижение себестоимости отливок. Сложность изготовления отливок: · высокая стоимость кокиля; · сложность и длительность его ...
... 1.4 Выбор оборудования, приспособления, режущего инструмента, мерительных приспособлений и инструмента Выбор станочного оборудования является одной из важнейших задач при разработке технологического процесса механической обработки заготовки. От правильного его выбора зависит производительность изготовления детали, экономное использование площадей, механизации и автоматизации ручного труда, ...
... перемещения луча приведено на рис. 1.5. Наблюдаемые различия в структуре и твёрдости слоёв зоны в стали 35, обрабатываемой непрерывным излучением лазера на СО2, объясняют различными условиями их нагрева и охлаждения. 1.6. Упрочнение кулачка главного вала В течение последних трёх – пяти лет появились мощные газовые лазеры, обеспечивающие в режиме непрерывной генерации мощность порядка ...
0 комментариев