Анализ технологичности детали
Выбор метода получения заготовки и её проектирование
Получение заготовки штамповкой на кривошипных горячештамповочных прессах
Технико-экономический анализ
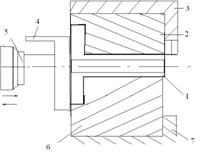
Разработка технологических схем базирования
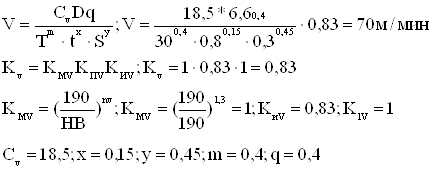
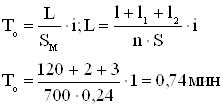
Расчет режимов резания аналитическим методом на две операции
Выбор оборудования, приспособлений, режущих и контрольных инструментов
Переход
Исходные данные для экономического обоснования
Расчет капитальных вложений (инвестиций) по сравниваемым вариантам
Расчет технологической себестоимости изменяющихся по вариантам операций
Калькуляция себестоимости обработки детали по вариантам технологического процесса
Расчет приведенных затрат и выбор оптимального варианта
Навигация
Получение заготовки штамповкой на кривошипных горячештамповочных прессах
Технологический процесс изготовления калибра-пробки непроходной
59595
знаков
15
таблиц
4
изображения
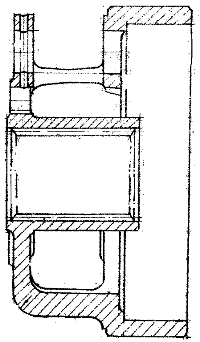
2.2 Получение заготовки штамповкой на кривошипных горячештамповочных прессах
1) По таблице 3.1 [1] ГОСТ 7505-89 «Ковка объёмная штамповка» выбираем:
а) Оборудование – пресс с выталкивателем;
б) Штамповочные уклоны: 5°;
в) Радиусы закруглений наружных углов, при глубине полости ручья:
10…25 мм - r = 2,5мм,
25…50 мм - r = 3мм;
Радиусы закруглений внутренних углов, больше наружных углов в 3…4 раза.
2) По таблице 3.4 [1] назначаем допуски и припуски на обработку на сторону и сводим их в таблицу 2.
Таблица № 2
| Размеры, мм | Допуски, мм | Припуски, мм | Расчет размеров заготовки, мм | Окончательн. размеры, мм |
| Ø 68,263 | +2,4 -1,2 | 3,2 | Ø68,263+(2.3,2) = Ø75,663 | Ø 76,0 |
| Ø 69,85 | +2,4 -1,2 | 3,4 | Ø69,85+(2.3,4) = Ø76,1 | Ø 76,0 |
| Ø 88,0 | +2,4 -1,2 | 4,3 | Ø88,0+(2.4,3) = Ø96,6 | Ø 97,0 |
| Ø 76,2 | +2,4 -1,2 | 3,4 | Ø76,2+(2.3,4) = Ø83,8 | Ø 84,0 |
| Ø 57,15 | +2,2 -1,0 | 3,2 | 57,15+(2·3,2) = 65,2 | Ø 66,0 |
| Ø 39,9 | +2,2 -1,0 | 3,0 | 39,9+(2·3,0) = 47,9 | Ø 48,0 |
| Ø 34,0 | +2,2 -1,0 | 2,6 | 34,0+(2·2,6) = 39,2 | Ø 48,0 |
| 1594 | +10,0 -2,5 | 6,0 | 1594+(2.6,0) = 1606 | 1606 |
| 897 | +5,0 -2,0 | 6,0 | 897+(2.6,0) = 1606 | 902 |
| 248 | +3,0 -1,5 | 6,0 | 248+(6,0)-(6,0) = 248 | 248 |
| 330 | +3,5 -1,5 | 6,0 | 330+(6,0)-(6,0) = 330 | 330 |
| 119 | +2,4 -1,2 | 6,0 | 119+(6,0)-(6,0) = 119 | 119 |
| 83 | +2,2 -1,0 | 6,0 | 83+(6,0)-(6,0) = 83 | 83 |
3) Рассчитаем площадь поковки в плане [1]:
Fпок.п =39392 мм2
4) Определяем толщину мостика для облоя [1]:
![]() , мм
, мм
Коэффициент Со принимаем равным 0,016.
5)По таблице 3.2.2 выбираем остальные размеры облойной канавки [1]:
а) Усилие пресса – 10МН;
б) ho = 2,0 мм;
в) l = 4 мм;
г) h = 6 мм;
д) R1 = 15 мм.
6) Рассчитать объем заготовки [1]: Vзаг.=Vп+Vу+Vо , мм3
где Vп – объем поковки, рассчитываемый по номинальным горизонтальным
размерам чертежа;
Vу – объем угара, определяемый в зависимости от способа нагрева;
Vо – объем облоя при штамповке.
а) Объем поковки:
![]() мм3
мм3
б) Объем угара Vу принимаем равным 1% от Vп.
Vу=0,098.106 мм3
в) Объем облоя Vо: Vо=ξ.FМ.(Рп + ξ . π . l),
где ξ – коэффициент, учитывающий изменение фактической площади сечения
получаемого облоя по сравнению с площадью сечения мостика; ξ=2.
Fм - площадь поперечного сечения мостика;
Рп – периметр поковки;
FM=l .ho= 4.2,0= 8 мм2
Рп= 1177 мм.
Подставим полученные данные в формулу:
Vо= 2.8×(1177+2.3,14.4) = 19233,92 мм3;
г) Объем поковки:
Vзаг.=9,893·106+0,098·106+19233,92=10,02·106 мм3.
Определим параметры исходной заготовки для штамповки.
6) Рассчитаем массу поковки: ![]() =10,02·106.7814.10-9 = 78,29 кг
=10,02·106.7814.10-9 = 78,29 кг
7) Определим коэффициент использования материала:
![]()
В данном случае материал используется рационально, так как только 20% уходит в стружку.
Данный метод получения заготовки удовлетворяет задаче получения заготовки с контуром приближающемся к контуру детали; т.е. с коэффициентом использования Км близким к 1.
Похожие работы


... целесообразно использовать ковку в подкладном штампе. Чертеж заготовки представлен на рис.4.1. При этом способе изготовления заготовки возможно получить припуски до 3 мм, с допусками +1.5 ¸ -1 мм. 5. Выбор плана обработки детали Технологический процесс обработки детали предусматривает несколько стадий. Если рассматривать данный процесс в укрупненном плане, то необходимо выделить ...
... на 15-30%; · исключение трудоемких операций формовки, выбивки форм; · возможность комплексной механизации и автоматизации технологического процесса, что повышает производительность и снижает трудоемкость в 3 раза; · увеличение съёма с 1м2 производственной площади и снижение себестоимости отливок. Сложность изготовления отливок: · высокая стоимость кокиля; · сложность и длительность его ...
... 1.4 Выбор оборудования, приспособления, режущего инструмента, мерительных приспособлений и инструмента Выбор станочного оборудования является одной из важнейших задач при разработке технологического процесса механической обработки заготовки. От правильного его выбора зависит производительность изготовления детали, экономное использование площадей, механизации и автоматизации ручного труда, ...
... перемещения луча приведено на рис. 1.5. Наблюдаемые различия в структуре и твёрдости слоёв зоны в стали 35, обрабатываемой непрерывным излучением лазера на СО2, объясняют различными условиями их нагрева и охлаждения. 1.6. Упрочнение кулачка главного вала В течение последних трёх – пяти лет появились мощные газовые лазеры, обеспечивающие в режиме непрерывной генерации мощность порядка ...
0 комментариев