Анализ технологичности детали
Выбор метода получения заготовки и её проектирование
Получение заготовки штамповкой на кривошипных горячештамповочных прессах
Технико-экономический анализ
Разработка технологических схем базирования
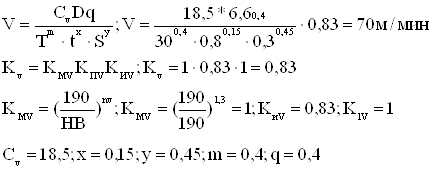
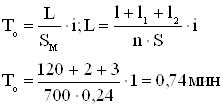
Расчет режимов резания аналитическим методом на две операции
Выбор оборудования, приспособлений, режущих и контрольных инструментов
Переход
Исходные данные для экономического обоснования
Расчет капитальных вложений (инвестиций) по сравниваемым вариантам
Расчет технологической себестоимости изменяющихся по вариантам операций
Калькуляция себестоимости обработки детали по вариантам технологического процесса
Расчет приведенных затрат и выбор оптимального варианта
Навигация
Расчет приведенных затрат и выбор оптимального варианта
Технологический процесс изготовления калибра-пробки непроходной
59595
знаков
15
таблиц
4
изображения
5.7 Расчет приведенных затрат и выбор оптимального варианта
Таблица 13 - Расчет приведенных затрат и выбор оптимального варианта
| № | Наименование показателей, единица измерения | Расчетные формулы и расчет | Значение показателей | |
| Баз. | Пр. | |||
| 1 | Приведенные затраты на единицу детали, руб. |
| 1833,5 | 1808,7 |
| 2 | Годовые приведенные затраты, руб. |
| 18335000 | 18087000 |
Из рассчитанных вариантов, проектируемым считается тот, в котором приведенные затраты на единицу изделия составляют наименьшую величину. В нашем случае в проектном варианте приведенные затраты на единицу изделия, наименьшие.
5.8 Расчет показателей экономической эффективности проектируемого варианта техники (технологии)
5.8.1 Ожидаемая прибыль (условно-годовая экономия) от снижения себестоимости обработки детали
![]() ,
,
![]() ,
,
где ![]() – полная себестоимость изготовления единицы детали, соответственно по базовому и проектному вариантам.
– полная себестоимость изготовления единицы детали, соответственно по базовому и проектному вариантам.
5.8.2 Налог на прибыль
![]() ,
,
![]() ,
,
где ![]() – коэффициент налогообложения прибыли.
– коэффициент налогообложения прибыли.
5.8.3 Чистая ожидаемая прибыль
![]() ,
,
![]() .
.
5.8.4 Срок окупаемости капитальных вложений
После определения чистой прибыли определяется расчетный срок окупаемости капитальных вложений (инвестиций), необходимых для осуществления проектируемого варианта:
![]() ,
,
![]()
где ![]() – капитальные вложения (инвестиции), необходимые для приобретения вновь вводимого оборудования, дорогостоящей оснастки, инструмента, а также затраты на эксплуатацию дополнительной площади.
– капитальные вложения (инвестиции), необходимые для приобретения вновь вводимого оборудования, дорогостоящей оснастки, инструмента, а также затраты на эксплуатацию дополнительной площади.
![]() – общие капитальные вложения, необходимые для приобретения оборудования, оснастки и инструмента.
– общие капитальные вложения, необходимые для приобретения оборудования, оснастки и инструмента.
Расчетный срок окупаемости инвестиций (капитальных вложений) принимается за горизонт расчета (максимально ожидаемое время окупаемости инвестиций), Т. Если расчетный срок окупаемости получился более 4-х лет, то в дальнейшем, горизонт расчета принимается равным 5 лет.
Далее думаем с точки зрения инвестора-предприятия, которое должно осуществить его проект. Используя методы дисконтирования, решаем вопрос о том, стоит ли вкладывать средства в разработанный проект, который в течение принятого горизонта расчета принесет дополнительную прибыль, или лучше при существующей процентной ставке на капитал положить деньги в банк.
Для этого в пределах принятого горизонта расчета (Т) рассчитываем текущую стоимость будущих денежных доходов (денежных потоков), приведенных к текущему времени (времени начала осуществления проекта) через коэффициенты дисконтирования.
Общая текущая стоимость доходов (чистой дисконтированной прибыли) в
течение принятого горизонта расчета определяется по формуле:
![]() ,
,
![]() ,
,
где ![]() – горизонт расчета, лет (месяцев);
– горизонт расчета, лет (месяцев);
![]() – процентная ставка на капитал (например, при 5%
– процентная ставка на капитал (например, при 5% ![]() 10%
10% ![]() ;при 20%
;при 20% ![]() и т.д.);
и т.д.);
![]() – 1-ый, 2-ой, 3-й год получения прибыли в пределах принятого горизонта расчета.
– 1-ый, 2-ой, 3-й год получения прибыли в пределах принятого горизонта расчета.
5.8.5 Интегральный экономический эффект
Интегральный экономический эффект (чистый дисконтированный доход) составит в этом случае:
![]() ,
,
![]()
Общая стоимость доходов (ЧДД) больше текущей стоимости затрат (![]() ), т.е.
), т.е. ![]() – проект эффективен, поэтому определяем индекс доходности по формуле:
– проект эффективен, поэтому определяем индекс доходности по формуле:
![]() ,
,
![]()
Вывод
Так как ЧДД > 0, значит проект эффективен, и поэтому определяем индекс доходности, т.е. прибыль на каждый вложенный рубль. Он составляет 7,56. Окупаемость проекта составляет 1 год, а интегральный экономический эффект 387823 рублей. Следовательно, инвестору смело можно вкладывать деньги в данный проект.
Заключение
В ходе работы были выполнены все задачи выпускной квалификационной работы.
Проанализировав исходные данные детали, стало возможным определение:
- выбора типа производства, формы организации технологического
процесса изготовления детали;
- выбора метода получения заготовки;
- технологического маршрута изготовления детали;
- технологического маршрута обработки поверхности;
- технологической схемы базирования;
- припусков с помощью размерного анализа;
- припусков расчетно-аналитическим методом;
Выполнив выпускную квалификационную работу, закрепил знания о технологии машиностроения, в сфере конструирования и технологирования изделия. В результате разрабатываемый технологический проект оказался экономически эффективным.
Литература
1. Справочник технолога машиностроителя./ Под редакцией А.Г. Косиловой, Р. К. Мещерякова. – М .: Машиностроение, 1985.- Т.1,2.
2. Горбацевич А.Ф., Шкред В. А. Курсовое проектирование по технологии машиностроения:- 4-е изд., перераб. и доп.- Выш. школа, 1983.
3. Гжиров Р.И. Краткий справочник конструктора: Справочник - М.: Машиностроение, Ленинград, 1983год.
4. Михайлов А.В. Методическое указание «Определение операционных размеров механической обработки в условиях серийного производства»Тольятти, 1992год.
5. Справочник конструктора-машиностроителя/ Анурьев В.И., - М.:Машиностроение, 2001. – Т.1,2,3.
Похожие работы


... целесообразно использовать ковку в подкладном штампе. Чертеж заготовки представлен на рис.4.1. При этом способе изготовления заготовки возможно получить припуски до 3 мм, с допусками +1.5 ¸ -1 мм. 5. Выбор плана обработки детали Технологический процесс обработки детали предусматривает несколько стадий. Если рассматривать данный процесс в укрупненном плане, то необходимо выделить ...
... на 15-30%; · исключение трудоемких операций формовки, выбивки форм; · возможность комплексной механизации и автоматизации технологического процесса, что повышает производительность и снижает трудоемкость в 3 раза; · увеличение съёма с 1м2 производственной площади и снижение себестоимости отливок. Сложность изготовления отливок: · высокая стоимость кокиля; · сложность и длительность его ...
... 1.4 Выбор оборудования, приспособления, режущего инструмента, мерительных приспособлений и инструмента Выбор станочного оборудования является одной из важнейших задач при разработке технологического процесса механической обработки заготовки. От правильного его выбора зависит производительность изготовления детали, экономное использование площадей, механизации и автоматизации ручного труда, ...
... перемещения луча приведено на рис. 1.5. Наблюдаемые различия в структуре и твёрдости слоёв зоны в стали 35, обрабатываемой непрерывным излучением лазера на СО2, объясняют различными условиями их нагрева и охлаждения. 1.6. Упрочнение кулачка главного вала В течение последних трёх – пяти лет появились мощные газовые лазеры, обеспечивающие в режиме непрерывной генерации мощность порядка ...
0 комментариев