Анализ технологичности детали
Выбор метода получения заготовки и её проектирование
Получение заготовки штамповкой на кривошипных горячештамповочных прессах
Технико-экономический анализ
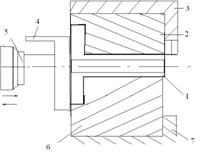
Разработка технологических схем базирования
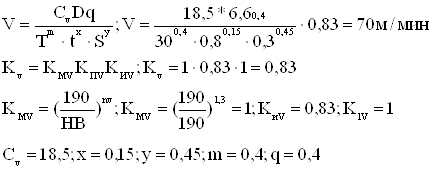
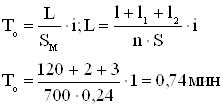
Расчет режимов резания аналитическим методом на две операции
Выбор оборудования, приспособлений, режущих и контрольных инструментов
Переход
Исходные данные для экономического обоснования
Расчет капитальных вложений (инвестиций) по сравниваемым вариантам
Расчет технологической себестоимости изменяющихся по вариантам операций
Калькуляция себестоимости обработки детали по вариантам технологического процесса
Расчет приведенных затрат и выбор оптимального варианта
Навигация
Анализ технологичности детали
Технологический процесс изготовления калибра-пробки непроходной
59595
знаков
15
таблиц
4
изображения
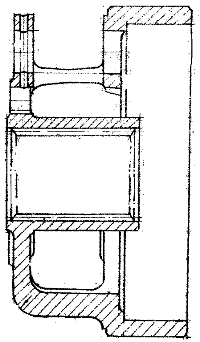
1.4 Анализ технологичности детали
| № поверхности | Вид поверхности | Ra, мкм |
| 1 | Плоская | 5,0 |
| 2 | Плоская | 5,0 |
| 3 | Плоская | 5,0 |
| 4 | Плоская | 5,0 |
| 5 | Плоская | 5,0 |
| 6 | Плоская | 5,0 |
| 7 | Плоская | 1,25 |
| 8 | Плоская | 0,20 |
| 9 | Плоская | 0,20 |
| 10 | Цилиндрическая | 5,0 |
| 11 | Цилиндрическая | 5,0 |
| 12 | Цилиндрическая | 5,0 |
| 13 | Цилиндрическая | 5,0 |
| 14 | Цилиндрическая | 5,0 |
| 15 | Цилиндрическая | 5,0 |
1.4.1 Качественная оценка технологичности
Показатели технологичности заготовки:
· Коэффициент обрабатываемости материала резанием Коб=1
· Простая конструкция детали (отсутствие сложных фасонных поверхностей) позволяет использовать при её производстве унифицированную заготовку.
· Габаритные размеры детали и ее использование позволяет использовать рациональные методы получения заготовки, такие как: прокат, штамповка, литье.
· С учётом требований к поверхностям детали (точности, шероховатости), а также их тех назначения окончательное формирование поверхностей детали (ни одной) на заготовительной операции невозможно.
· Обеспечение нужной шероховатости возможно стандартными режимами обработки и унифицированным инструментом.
· Данная сталь легко подвергается термообработке.
1.4.2 Показатели технологичности конструкции детали в целом
1. Материал не является дефицитным, стоимость приемлема.
2. Конфигурация детали простая.
· Конструкционные элементы детали универсальны
· Размеры и качество поверхности детали имеют оптимальные требования по точности и шероховатости.
· Конструкция детали обеспечивает возможность использования типовых ТП ее изготовления.
· Возможность обработки нескольких поверхностей с одного установа имеется.
· С учётом требований к поверхностям детали (точности, шероховатости), а также их тех назначения окончательное формирование поверхностей детали (ни одной) на заготовительной операции невозможно. Невозможна обработка на проход.
· Конструкция обеспечивает высокую жесткость детали.
· Технические требования не предусматривают особых методов и средств контроля.
1.4.3 Показатели технологичности базирования и закрепления
а) Заготовка устанавливается удобно для обработки
б) Во время механической обработки единство баз соблюдается.
1.5 Выбор типа производства
1.5.1 Рассчитаем массу данной детали:
m = ![]() ,
,
![]()
![]()
m=0,5 кг.
1.5.2 Анализ исходных данных:
- масса данной детали составляет 0,5 кг.;
- объем выпуска изделий 10000 дет/год;
- режим работы предприятия изготовителя – двухсменный;
- тип производства – крупносерийное.
Основные характеристики типа производства
- объем выпуска изделий - крупный;
- номенклатура – средняя;
- оборудование – универсальное, отчасти специальное;
- оснастка – универсальная, специализированная;
- степень механизации и автоматизации – крупная;
- квалификация рабочих – средняя;
- форма организации технологического процесса – групповая переменно-поточная;
- расстановка оборудования – по типам станков, предметно-замкнутые участки;
- виды технологических процессов – единичные, типовые, групповые, операционные;
- коэффициент закрепления операции: 10<KЗ<20 (на одном рабочем месте)
- метод определения операционных размеров – расчетно-аналитический;
- метод обеспечения точности – оборудование, настроенное по пробным деталям.
Похожие работы


... целесообразно использовать ковку в подкладном штампе. Чертеж заготовки представлен на рис.4.1. При этом способе изготовления заготовки возможно получить припуски до 3 мм, с допусками +1.5 ¸ -1 мм. 5. Выбор плана обработки детали Технологический процесс обработки детали предусматривает несколько стадий. Если рассматривать данный процесс в укрупненном плане, то необходимо выделить ...
... на 15-30%; · исключение трудоемких операций формовки, выбивки форм; · возможность комплексной механизации и автоматизации технологического процесса, что повышает производительность и снижает трудоемкость в 3 раза; · увеличение съёма с 1м2 производственной площади и снижение себестоимости отливок. Сложность изготовления отливок: · высокая стоимость кокиля; · сложность и длительность его ...
... 1.4 Выбор оборудования, приспособления, режущего инструмента, мерительных приспособлений и инструмента Выбор станочного оборудования является одной из важнейших задач при разработке технологического процесса механической обработки заготовки. От правильного его выбора зависит производительность изготовления детали, экономное использование площадей, механизации и автоматизации ручного труда, ...
... перемещения луча приведено на рис. 1.5. Наблюдаемые различия в структуре и твёрдости слоёв зоны в стали 35, обрабатываемой непрерывным излучением лазера на СО2, объясняют различными условиями их нагрева и охлаждения. 1.6. Упрочнение кулачка главного вала В течение последних трёх – пяти лет появились мощные газовые лазеры, обеспечивающие в режиме непрерывной генерации мощность порядка ...
0 комментариев