Анализ технологичности детали
Выбор метода получения заготовки и её проектирование
Получение заготовки штамповкой на кривошипных горячештамповочных прессах
Технико-экономический анализ
Разработка технологических схем базирования
Расчет режимов резания аналитическим методом на две операции
Выбор оборудования, приспособлений, режущих и контрольных инструментов
Переход
Исходные данные для экономического обоснования
Расчет капитальных вложений (инвестиций) по сравниваемым вариантам
Расчет технологической себестоимости изменяющихся по вариантам операций
Калькуляция себестоимости обработки детали по вариантам технологического процесса
Расчет приведенных затрат и выбор оптимального варианта
Навигация
Разработка технологических схем базирования
Технологический процесс изготовления калибра-пробки непроходной
59595
знаков
15
таблиц
4
изображения
3.2 Разработка технологических схем базирования
На операции 05 фрезерно-центровальной в качестве технологических баз используем наружную цилиндрическую поверхность 1200 и торец 400. Такая схема базирования (двойная направляющая и две опорных точки) материализуется с помощью тисков с призматическими губками и откидного упора. Здесь и далее индекс около номера поверхности обозначает номер операции, на которой она получена. Индекс 00 относится к заготовительной операции.
На операции 10 токарная (черновая) на двух установах в качестве технологических баз используем искусственные технологические базы под вращающиеся центра (поверхности 905), торец (805 – установ 1), (105 – установ 2) и наружную цилиндрическую поверхность (1600 – установ 1), (1010 – установ 2). Такая схема базирования (двойная направляющая и две опорных точки) материализуется с помощью вращающихся центров и поводкового патрона.
На операции 15 токарная (чистовая) на двух установах в качестве технологических баз используем искусственные технологические базы под вращающиеся центра (поверхности 905), торец (805 – установ 1), (105 – установ 2) и наружную цилиндрическую поверхность (1610 – установ 1), (1015 – установ 2). Такая схема базирования (двойная направляющая и две опорных точки) материализуется с помощью вращающихся центров и поводкового патрона.
На операции 20 фрезерной в качестве технологических баз используем наружную цилиндрическую поверхность 1215, а так же торец 315. Такая схема базирования (двойная направляющая и две опорных точки) материализуется с помощью тисков с призматическими губками и упора.
На операции 25 фрезерной в качестве технологических баз используем наружную цилиндрическую поверхность 1215, а так же торец 315. Такая схема базирования (двойная направляющая и две опорных точки) материализуется с помощью центров, поводкового патрона с делительной головкой и упора.
На операции 30 сверлильной в качестве технологических баз используем наружную цилиндрическую поверхность 1215, а так же торец 315. Такая схема базирования (двойная направляющая и две опорных точки) материализуется с помощью тисков с призматическими губками и упора.
На операции 40 центрошлифовальной в качестве технологических баз используем наружные цилиндрические поверхности 1235, а так же торец 335. Такая схема базирования (двойная направляющая и две опорных точки) материализуется с помощью тисков с призматическими губками и упора.
На операции 45 торцекруглошлифовальная (предварительная) на двух установах в качестве технологических баз используем искусственные технологические базы под вращающиеся центра (поверхности 940), торец (835 – установ 1), (135 – установ 2) и наружную цилиндрическую поверхность (1635 – установ 1), (1045 – установ 2). Такая схема базирования (двойная направляющая и две опорных точки) материализуется с помощью вращающихся центров и поводкового патрона.
На операции 50 торцекруглошлифовальная (чистовая) на двух установах в качестве технологических баз используем искусственные технологические базы под вращающиеся центра (поверхности 940), торец (835 – установ 1), (135 – установ 2) и наружную цилиндрическую поверхность (1045 – установ 1), (1450 – установ 2). Такая схема базирования (двойная направляющая и две опорных точки) материализуется с помощью вращающихся центров и поводкового патрона.
На операции 55 шлифовальная (предварительная) на в качестве технологических баз используем искусственные технологические базы под вращающиеся центра (поверхности 940), торец 135 и наружную цилиндрическую поверхность 1050. Такая схема базирования (двойная направляющая и две опорных точки) материализуется с помощью центров, поводкового патрона с делительной головкой и упора.
На операции 60 шлифовальная (предварительная) на в качестве технологических баз используем искусственные технологические базы под вращающиеся центра (поверхности 940), торец 135 и наружную цилиндрическую поверхность 1050. Такая схема базирования (двойная направляющая и две опорных точки) материализуется с помощью центров, поводкового патрона с делительной головкой и упора.
Принятые схемы базирования обеспечивают нулевую или минимальную погрешность базирования при обработке.
Теоретические схемы базирования приведены на «Плане обработки детали».
4. Разработка операционной технологии
4.1 Определение операционной припусков на все поверхности изделия
Расчёт припусков состоит в определении толщины слоя материала, удаляемого в процессе обработки заготовки. Припуск должен быть минимальным, чтобы уменьшить количество снимаемого материала и расходы на обработку, и в то же время достаточным, чтобы исключить появление на обработанной поверхности дефектов (шероховатость, чернота, отбеленный слой и т. п.) черновых операций.
Припуск на самую точную поверхность 12 Æ88,9js6 рассчитаем аналитическим методом по переходам [1]. Результаты расчета будем заносить в таблицу 5.
1) В графы 1 и 2 заносим номера и содержание переходов по порядку, начиная с получения заготовки и кончая окончательной обработкой; заготовительной операции присваиваем № 00.
2) В графу 3 записываем квалитет точности, получаемый на каждом переходе. По таблице 18.2. [1] определяем величину Td допуска для каждого квалитета и записываем в графу 4.
3) Для каждого перехода определяем составляющие припуска. По таблице 18.2. [1] определяем суммарную величину, a = hд + Rz, где Rz - высота неровностей профиля мм, hд - глубина дефектного слоя мм. Значение a заносим в графу 5 таблицы 5.
По формуле D = 0,25Td [5] определяем суммарное отклонение формы и расположения поверхностей после обработки на каждом переходе. Значение D заносим в графу 6 таблицы 5.
Погрешность установки e заготовки в приспособлении на каждом переходе, где совпадают технологическая и измерительная база принимаем равной нулю.
Для случаев несовпадения баз значения e имеются в литературе [1]. Значение e заносим в графу 7 таблицы 5. Для переходов 00 в графе 7 делаем прочерк.
4) Определяем предельные значения припусков на обработку для каждого перехода, кроме 00.
Минимальное значение припуска определяем по формуле [1]:
![]()
Здесь и далее индекс i относится к данному переходу, i-1 - к предыдущему переходу, i+1 - к последующему переходу.
![]() ;
;
![]() ;
;
![]() ;
;
![]() .
.
Определим расчётный минимальный размер Dрдля каждого перехода по формуле [1]: ![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() .
.
Округлим значение Dp для каждого перехода до того же знака десятичной дроби, с каким задан допуск на размер для этого перехода, в сторону увеличения.
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() .
.
Округлённые значения Dр заносим в графу 8 таблицы 5.
Определим максимальный размер для каждого перехода по формуле [1]:
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() .
.
Максимальное значение размера заносим в графу 9 таблицы 5.
Максимальное значение припуска определяем по формуле [1]:
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() .
.
Минимальное значение припуска на диаметр:
![]() ;
;
![]() ;
;
![]() ;
;
![]() .
.
Значение 2zmin и 2zmax заносим в графы 10 и 11 таблицы 5. В строке, соответствующей переходу 00, делаем прочерк.
Определяем общий припуск на обработку z0, суммируя промежуточные припуски:
![]() ;
;
![]() ;
;
![]() ;
;
![]()
Значение z0maxи z0min заносим в строку 7 таблицы 5.
Проверим правильность расчётов по формулам [1]:
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ,
,
где Tdзаг – допуск на размер заготовки; Tdдет – допуск на размер готовой детали.
Проверка сходится, следовательно, припуски рассчитаны, верно.
Схема расположения припусков, допусков и операционных размеров для поверхности 12 Æ88,9js6 представлена на рисунке 1. Припуски и допуски на остальные поверхности определяем табличным методом по ГОСТ 7505-89 «Ковка и объёмная штамповка». В качестве заготовки используем поковку. Все интересующие допуски и припуски на остальные размеры смотреть в разделе 2.2. данной работы.
Таблица 5 - Расчёт припусков на обработку
| № оп | Название операции | JT | Td | α | Δ | ε | Dmin | Dmax | 2zmin | 2zmax |
| 00 | Заготовитель-ная | 17 | 3,500 | 0,27 | 0,875 | - | 92,327 | 95,827 | - | - |
| 10 | Токарная (черновая) | 12 | 0,350 | 0,23 | 0,088 | 0 | 90,027 | 90,377 | 2,300 | 5,450 |
| 15 | Токарная (чистовая) | 10 | 0,140 | 0,08 | 0,035 | 0 | 89,391 | 89,531 | 0,636 | 0,846 |
| 45 | Шлифовальная (предваритель-ная) | 8 | 0,050 | 0,05 | 0,013 | 0,06 | 89,093 | 89,143 | 0,298 | 0,388 |
| 50 | Шлифовальная (чистовая) | 6 | 0,022 | 0,03 | 0,006 | 0,05 | 88,889 | 88,911 | 0,204 | 0,232 |
| 2z0min | 3,438 | 2z0max | 6,916 | |||||||
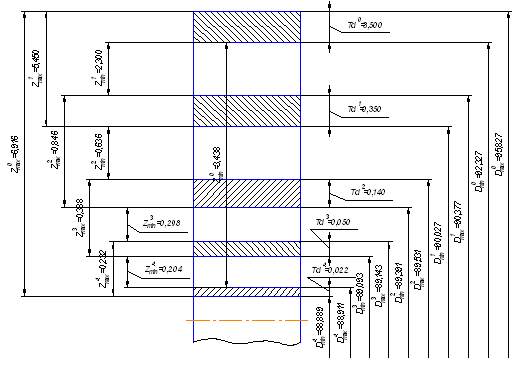
Рис. 1. Схема расположения припусков, допусков и операционных размеров для поверхности 12 Æ88,9js6
Похожие работы


... целесообразно использовать ковку в подкладном штампе. Чертеж заготовки представлен на рис.4.1. При этом способе изготовления заготовки возможно получить припуски до 3 мм, с допусками +1.5 ¸ -1 мм. 5. Выбор плана обработки детали Технологический процесс обработки детали предусматривает несколько стадий. Если рассматривать данный процесс в укрупненном плане, то необходимо выделить ...
... на 15-30%; · исключение трудоемких операций формовки, выбивки форм; · возможность комплексной механизации и автоматизации технологического процесса, что повышает производительность и снижает трудоемкость в 3 раза; · увеличение съёма с 1м2 производственной площади и снижение себестоимости отливок. Сложность изготовления отливок: · высокая стоимость кокиля; · сложность и длительность его ...
... 1.4 Выбор оборудования, приспособления, режущего инструмента, мерительных приспособлений и инструмента Выбор станочного оборудования является одной из важнейших задач при разработке технологического процесса механической обработки заготовки. От правильного его выбора зависит производительность изготовления детали, экономное использование площадей, механизации и автоматизации ручного труда, ...
... перемещения луча приведено на рис. 1.5. Наблюдаемые различия в структуре и твёрдости слоёв зоны в стали 35, обрабатываемой непрерывным излучением лазера на СО2, объясняют различными условиями их нагрева и охлаждения. 1.6. Упрочнение кулачка главного вала В течение последних трёх – пяти лет появились мощные газовые лазеры, обеспечивающие в режиме непрерывной генерации мощность порядка ...
0 комментариев