Анализ технологичности детали
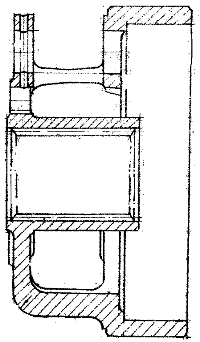
Выбор метода получения заготовки и её проектирование
Получение заготовки штамповкой на кривошипных горячештамповочных прессах
Технико-экономический анализ
Разработка технологических схем базирования
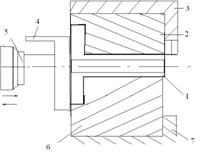
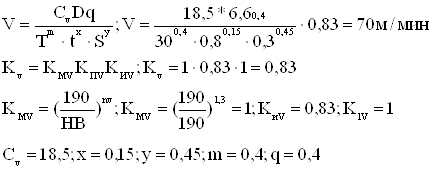
Расчет режимов резания аналитическим методом на две операции
Выбор оборудования, приспособлений, режущих и контрольных инструментов
Переход
Исходные данные для экономического обоснования
Расчет капитальных вложений (инвестиций) по сравниваемым вариантам
Расчет технологической себестоимости изменяющихся по вариантам операций
Калькуляция себестоимости обработки детали по вариантам технологического процесса
Расчет приведенных затрат и выбор оптимального варианта
Навигация
Переход
Технологический процесс изготовления калибра-пробки непроходной
59595
знаков
15
таблиц
4
изображения
2 Переход
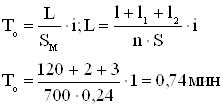
Основное время То - время непосредственно на обработку, определяется по [2].
![]()
где d – диаметр обрабатываемой детали;
l – длина обрабатываемого участка.
Тв – вспомогательное время на установку, включение и выключение станка, измерение и организационное время, определяется по [2].![]() ;
;
Штучное время - время на выполнение операции, определяется суммированием основного, вспомогательного времени, время на обслуживание и время на отдых.
![]()
Общее штучное время на операцию 20
![]()
На остальные операции механической обработки время назначаем по справочным материалам [1] при этом, не деля операции на переходы и установы.
05 – Фрезерно-центровальная:
![]() ;
; ![]() ;
; ![]()
10 – Токарная (черновая):
![]() ;
; ![]() ;
; ![]()
25 - Фрезерная:
![]() ;
; ![]() ;
; ![]()
30 - Сверлильная:
![]() ;
; ![]() ;
; ![]()
40 – Центрошлифовальная:
![]() ;
; ![]() ;
; ![]()
45 – Торцекруглошлифовальная (предварительная):
![]() ;
; ![]() ;
; ![]()
50 – Торцекруглошлифовальная (чистовая):
![]() ;
; ![]() ;
; ![]()
55 –Шлифовальная (предварительная):
![]() ;
; ![]() ;
; ![]()
60 –Шлифовальная (чистовая):
![]() ;
; ![]() ;
; ![]()
4.5 Оформление технологической документации
Технологическая документация представлена в приложении.
5. Экономическая часть
5.1 Краткая характеристика сравниваемых вариантов
Таблица 7 - Краткая характеристика сравниваемых вариантов
| Базовый вариант | Проектируемый вариант |
| Технологический процесс обработки вала содержит следующие операции: 00 – Заготовительная; 05 – Токарная (2 установа); 10 – Токарная черновая (2 установа); 15 – Токарная чистовая (2 установа); 20 – Фрезерная; 25 – Фрезерная; 30 – Сверлильная; 35 – Термическая; 40 – Центрошлифовальная; 45 – Торцекруглошлифовальная предварительная (2 установа); 50 – Торцекруглошлифовальная чистовая (2 установа); 55 –Шлифовальная предварительная; 60 –Шлифовальная чистовая; 65 – Моечная; 70 – Контрольная; Тип производства – крупносерийный. Условия труда – нормальные. Форма оплата труда – повременно-премиальная. | В технологический процесс обра-ботки вала вносятся следующие изменения: 1) 05 операция (токарная) засверловка отверстий пов. 19 и подрезка торцев пов. 1, 8, выполняемая в два установа, заменяется на фрезерно-центровальную (1 установ), что существенно сокращает операци-онное время; 2) на 40 операции центрошлифо-вальная заменяется импортный режущий инструмент на отечественный, а так же добавляется специальная технологическая оснастка с целью наложения на режущий инструмент автоколебаний определённой частоты, что увеличивает стойкость режущего инструмента и как следствие уменьшается вспомогательное время, которое тратилось на замену режущего инструмента. Тип производства – крупносерийный. Условия труда – нормальные. Форма оплата труда – повременно-премиальная. |
Похожие работы


... целесообразно использовать ковку в подкладном штампе. Чертеж заготовки представлен на рис.4.1. При этом способе изготовления заготовки возможно получить припуски до 3 мм, с допусками +1.5 ¸ -1 мм. 5. Выбор плана обработки детали Технологический процесс обработки детали предусматривает несколько стадий. Если рассматривать данный процесс в укрупненном плане, то необходимо выделить ...
... на 15-30%; · исключение трудоемких операций формовки, выбивки форм; · возможность комплексной механизации и автоматизации технологического процесса, что повышает производительность и снижает трудоемкость в 3 раза; · увеличение съёма с 1м2 производственной площади и снижение себестоимости отливок. Сложность изготовления отливок: · высокая стоимость кокиля; · сложность и длительность его ...
... 1.4 Выбор оборудования, приспособления, режущего инструмента, мерительных приспособлений и инструмента Выбор станочного оборудования является одной из важнейших задач при разработке технологического процесса механической обработки заготовки. От правильного его выбора зависит производительность изготовления детали, экономное использование площадей, механизации и автоматизации ручного труда, ...
... перемещения луча приведено на рис. 1.5. Наблюдаемые различия в структуре и твёрдости слоёв зоны в стали 35, обрабатываемой непрерывным излучением лазера на СО2, объясняют различными условиями их нагрева и охлаждения. 1.6. Упрочнение кулачка главного вала В течение последних трёх – пяти лет появились мощные газовые лазеры, обеспечивающие в режиме непрерывной генерации мощность порядка ...
0 комментариев